MATERIALES PÉTREOS ARTIFICIALES ... - Página Antigua
MATERIALES PÉTREOS ARTIFICIALES ... - Página Antigua
MATERIALES PÉTREOS ARTIFICIALES ... - Página Antigua

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
TEMA 4.- <strong>MATERIALES</strong> <strong>PÉTREOS</strong> <strong>ARTIFICIALES</strong>. CERÁMICOS.<br />
4.1.- INTRODUCCIÓN.<br />
El ladrillo es el primer material creado por el dominio de la inteligencia humana sobre los cuatro elementos:<br />
tierra, aire, agua y fuego. Ese material, tan dócil y humano - en el que el barro, tras laborioso amasado, hábil<br />
moldeo y paciente secado, se hizo piedra al calor de un fuego penosamente encendido - presente, ya,<br />
características y morfología, en sus fábricas, netamente específicas y totalmente diferentes de las de las<br />
piedras naturales.<br />
Una de ellas es la de proceder de una fabricación en serie; todos los ladrillos de un tipo han de ser iguales y<br />
el número de tipos, forzosamente reducido.<br />
Las dificultades de secado y cocción de las arcillas - que las modernas técnicas no han logrado más que<br />
reducir parcialmente - , obligan a tamaños y actualmente, a formas adaptables a la producción en prensa o<br />
en hilera (extrusión).<br />
En el ladrillo, en fin, no hay que olvidar el color, porque, aunque no permitan tanta riqueza como las<br />
piedras, presentan sobrada variedad de matices, para dar a una obra, e incluso a una población entera, un<br />
ambiente personal, de alegre verdad y de delicada vibración, difícilmente alcanzable con otros materiales.<br />
En la fábrica de ladrillo, cada uno pierde, dentro del conjunto aquella personalidad con que se acusaba el<br />
gran bloque de mampostería. El ladrillo es algo más humilde, más personal, más gregario si se quiere; pero<br />
aún así las pequeñas diferencias de uno a otro pueden prestar al conjunto una vibración y una textura que<br />
indudablemente es una de las causas de su belleza.<br />
Concepto de pétreos artificiales.<br />
Llamamos pétreos artificiales a aquellos materiales que tienen características similares a los naturales o por<br />
lo menos aspecto, habiendo sido obtenidos mediante un proceso de fabricación, a partir de rocas naturales<br />
como materias primas, con la intención de conseguir mejorar alguna de las propiedades de los pétreos<br />
naturales y sobre todo por economía al permitir conseguir piezas complejas por simple moldeo evitando la<br />
talla.<br />
Existen tres tipos básicos de pétreos artificiales:<br />
Cerámicos: Propiamente dichos. Se obtienen por transformaciones físico-químicas de las arcillas mediante<br />
el calor, moldeándose previamente las piezas gracias a la plasticidad que adquieren las pastas<br />
arcillosas con cierto contenido de agua.<br />
Vidrios: De carácter cerámico, se obtienen sin embargo de forma distinta al fundir óxidos silícicos a alta<br />
temperatura, logrando una masa vítrea que se moldea y adquiere rigidez al enfriarse.<br />
Aglomerantes: Obtenidos por la acción del calor sobre materias primas naturales, consiguiéndose un<br />
producto anhidro o semianhidro que tiende a reaccionar con el agua en un proceso químico<br />
denominado hidratación con efectos físicos de solidificación y mecánicos de adquisición de<br />
resistencias. Su moldeo en forma de pastas con agua, y en ocasiones con áridos, permite<br />
obtener en frío, piezas similares a los pétreos naturales.<br />
En la tabla 4.1.1, se detalla la evolución de la producción de los productos cerámicos más significativos<br />
empleados en construcción en los últimos diez años. Como puede observarse, superada la crisis del sector de<br />
la construcción que tuvo lugar en España al principio de los 90, tanto la producción total como la<br />
1
facturación han recuperado al menos los valores correspondientes a los últimos años de la década anterior.<br />
Estas cifras ponen de manifiesto el escaso o nulo aumento del precio medio del producto a lo largo del<br />
período de tiempo considerado, lo que significa que solamente las empresas competitivas, es decir, aquellas<br />
empresas que han podido o han sabido optimizar los costes de producción son las que han sido capaces de<br />
mantenerse en estos últimos años. En efecto, como refleja esta misma tabla, la reestructuración del sector<br />
que ha tenido lugar en estos últimos años se ha visto plasmada en una reducción importante del número de<br />
empresas y trabajadores, aunque la capacidad de producción sí ha recuperado los niveles propios del<br />
principio de esta década.<br />
Tabla 4.1.1.- Evolución de la producción de los productos cerámicos.<br />
1991 1992 1993 1994 1995 1996 1997 1998 1999 2000 2001 2002 2003 2004<br />
Nº de empresas 600 540 480 485 483 458 444 438 441 446 390 390 395<br />
Nº de Trabajadores 15 000 13 000 12 400 10 155 10 504 9 998 9 690 9 536 9 902 10 208 10200 10200 10250<br />
Producción Total (tx10 6 ) 14.7 13 12.5 18.6 18.3 19.17 18.7 18.9 20.9 23.5 23.5 24.5 26.0<br />
Producción día (t) 44545 39393 37878 56616 58566 58118 56925 57492 63597 71351<br />
Valor (Millones US$) 525 433.3 400 500 583.3 613 617 623 1050 923<br />
Durante los años 1998 y 1999 se registró un crecimiento en la demanda tan fuerte que en algunas zonas de<br />
España (Andalucía, Madrid y Barcelona) los plazos de entrega de ladrillos alcanzaron los seis meses. Como<br />
resultado del desequilibrio entre la demanda y la oferta se produjo un importante aumento de los precios (de<br />
4.2 céntimos$/unidad a 14,4 c$/unidad) que en realidad no vienen sino a compensar la estabilidad o bajada<br />
de precios de períodos anteriores.<br />
En los últimos años se ha producido un significativo aumento de la capacidad de producción del sector por<br />
la entrada en funcionamiento de una serie de nuevas plantas construidas entre el año 1998 y el año 2000 (25<br />
nuevas plantas de producción con una inversión total que rondará los 451 M€). El nivel de producción, en el<br />
año 2000, se cifró en 23 545 764 t (71351 t/día), lo que supuso un incremento de la producción con respecto<br />
a 1999 de 2 568 654 t (7 784 t/día). Los precios ahora se han estabilizado en el entorno de los 6 c$/u.<br />
Para alcanzar tales producciones ha sido necesaria la introducción de una serie de innovaciones técnicas y<br />
tecnológicas que son las que han permitido generar un mayor número de productos para hacer frente a la<br />
formidable demanda. La figura 4.1.1 refleja la evolución de la producción por tipos de productos en el<br />
período 1990 - 2000.<br />
Figura 4.1.1.- Evolución de la producción por tipos de productos en el período 1990 – 2000.<br />
2
Otro factor que ha condicionado sobremanera el aumento de la producción han sido las nuevas instalaciones<br />
de alta producción automatizadas. Destacan sobre todo las plantas de bloques de gran formato, en<br />
detrimento de otro tipo de ladrillo hueco de menor tamaño. Todo ello ha dado como resultado la<br />
desaparición de instalaciones obsoletas y la instalación de industrias de elevada producción y rentabilidad.<br />
Las empresas fabricantes de materiales para la construcción de arcilla cocida se distribuyen a lo largo y<br />
ancho de todo el país, no existiendo, salvo algunas excepciones (como es el caso de las provincias de Toledo<br />
y Barcelona donde se ubica aproximadamente el 25% de la producción nacional) áreas de elevada<br />
concentración industrial. El 31 % de la producción nacional se fabrica en las provincias lindantes con el<br />
Mediterráneo, desde Girona hasta Murcia. Por otro lado, la mitad norte del interior de la península mantiene<br />
un valor de aproximadamente el 25 % y la parte meridional asciende al 27.2 %.<br />
La industria de ladrillos y tejas ha seguido una clara tendencia a la mejora de la eficiencia con una reducción<br />
en el número de compañías y un mantenimiento o incluso incremento de la producción. De acuerdo con<br />
HYSPALIT, la tendencia previsible será la reducción en el número de fábricas a un total de 200 debido a<br />
que todavía existen 162 hornos Hoffman en pequeñas fábricas que suministran a mercados rurales con<br />
escasos requisitos en cuanto a la calidad de los productos.<br />
El mapa de la figura 4.1.2 incluye la distribución de la capacidad de producción española por provincias en<br />
el año 2000.<br />
Figura 4.1.2.- Distribución de la capacidad de producción española por provincias en el año 2000.<br />
3
Alrededor de un 80 % de las compañías de ladrillo cara vista y la totalidad de las de teja prensada (más de<br />
40 empresas) han obtenido la certificación de AENOR por cumplir la norma ISO 9002.<br />
En el año 2001, el consumo de arcillas para pastas rojas en España fue de 33 Mt (100210 t/día), con las que<br />
se fabricaron 26.45 Mt de productos (80168 t/día). La distribución del mismo por comunidades autonómicas<br />
puede verse en la tabla 4.1.2, mientras que la figura 4.1.3 recoge el tanto por ciento de participación de las<br />
principales provincias consumidoras.<br />
Figura 4.1.3.- Tanto por ciento de participación de las principales provincias consumidoras de arcillas para<br />
pastas rojas.<br />
Otros consumos dignos de mención, dentro del proceso de fabricación, son unos 4,57 hm 3 de agua de<br />
amasado y para la generación de vapor, 1139791 MW de energía eléctrica y 1112020 tep de combustibles.<br />
Entre los costos de fabricación, destaca el costo energético, que puede alcanzar el 30 % del total. Las<br />
materias primas, fundamentalmente la arcilla, suponen un 15 %.<br />
Tabla 4.1.2.- CONSUMO NACIONAL DE ARCILLA PARA CERÁMICA ROJA (2001).<br />
t/día cocidas t/año cocidas t/año sin cocer<br />
Andalucía 14 803 4 884 990 6 106 239<br />
Castilla-La Mancha 17 620 5 814 600 7 270 251<br />
Cataluña 11 183 3 690 390 4 612 989<br />
C.Valenciana 11 188 3 692 139 4 615 174<br />
Castilla-León 7 533 2 485 725 3 107 157<br />
Galicia 4 552 1 502 160 1 877 700<br />
Aragón 3 407 1 124 310 1 405 388<br />
Madrid 1 585 522 984 653 730<br />
La Rioja 2 635 869 550 1 086 938<br />
Extremadura 1 060 349 800 437 250<br />
Asturias 1 320 435 600 544 500<br />
Murcia 440 145 200 181 500<br />
Navarra 880 290 400 363 000<br />
Baleares 1 062 350 460 438 075<br />
Cantabria 580 191 400 239 250<br />
País Vasco 320 105 600 132 000<br />
TOTAL 80 168 26 455 308 33 069 135<br />
La distribución del consumo de arcillas cerámicas en 2001, que pasó de 45 Mt, puede verse en la tabla 4.1.3.<br />
4
Tabla 4.1.3.- Distribución del consumo de arcillas cerámicas en 2001<br />
USO NACIONAL t/año<br />
Pasta roja (ladrillería y tejas)<br />
33 069 135<br />
Pasta roja (pavimentos y revestimientos) 9 780 000<br />
Arcillas rojas (cementos)<br />
2 664 000<br />
TOTAL 45 513 135<br />
Los consumos medios de materia prima, tanto sea de soporte en pasta blanca como en roja que se han<br />
utilizado en las estimaciones, son aproximadamente:<br />
18 -22 kg/m 2 para revestimiento<br />
20 -25 kg/m 2 para pavimento<br />
La figura 4.1.4 muestra la producción y exportación de pavimento y revestimiento cerámicas en los últimos<br />
años. España crecía hasta 1988 manteniéndose casi constante entre ese año y 1991. En la última década, el<br />
sector ha experimentado una fuerte reactivación cifrándose su producción en 2000 en 621 millones de m 2 ,<br />
con un total de ventas de 3606 M€. Las exportaciones también han venido creciendo en los últimos años. En<br />
el 2000 se exportó más del 50% de la producción por un importe de 1875 M€.<br />
Figura 4.1.4.- Producción y exportación de pavimento y revestimiento cerámicas<br />
El análisis del destino de las exportaciones por áreas geográficas descrito en la figura 4.1.5 pone de<br />
manifiesto la gran competitividad del producto español, con una gran penetración en los mercados europeo<br />
y norteamericano, ambos con gran poder adquisitivo y alto nivel de exigencia.<br />
5
Figura 4.1.5.- Exportación de baldosas cerámicas (MEuro).<br />
Esta gran expansión experimentada por las industrias de pavimento y revestimiento cerámicos, las ha<br />
convertido en uno de los sectores más dinámicos y competitivos del Estado Español que además acaba de<br />
sobrepasar a su más directo competidor: Italia.<br />
Este subsector industrial está constituido en España por unas 230 empresas, el 80 % de las cuales, que<br />
fabrica más de 90 % de la producción total, están concentradas en la provincia de Castellón (municipios de<br />
Alcora, Onda, Castellón, Villarreal, Nules, San Juan de Moró y Villafamés). El sector emplea a más de<br />
23000 trabajadores.<br />
En la tabla 4.1.4 se muestran las principales empresas españolas fabricantes de baldosas.<br />
Tabla 4.1.4.- Principales empresas españolas de baldosas<br />
Porcelanosa, S.A.<br />
Taulell, S.A.<br />
Venis, S.A.<br />
Pavimentos Mediterraneos, S.A.<br />
Cerámica Saloni, S.A.<br />
Vives Azulejos y Gres, S.A.<br />
Cerámicas del Foix, S.A.<br />
Azuvi, S.A.<br />
Grespania, S.A.<br />
En la tabla 4.1.5 se recoge la producción en kt de arcilla común de Estados Unidos, España, Reino Unido y<br />
la República Checa durante el quinquenio 1997-2001. España es probablemente el primer productor y<br />
consumidor mundial de arcillas rojas.<br />
Tabla 4.1.5.- Producción en kt de arcilla común de Estados Unidos, España, Reino Unido y la<br />
República Checa<br />
1997 1998 1999 2000 2001<br />
Estados Unidos Arcilla común 24 600 24 500 24 800 23 700 23 700<br />
España Arcilla común 20 000 21 000 25 000 28 000 45 500<br />
Reino Unido Arcilla común 11 322 12 281 11 386 s.d. s.d.<br />
República Checa Arcilla común 759 1030 636 601 585<br />
Fuentes: Czech Geological Survey; Min. Comm. Summ.,2002 USGS; UK National Statistics; Estimaciones<br />
IGME.<br />
6
En la figura 4.1.6 pueden verse los datos del sector de la construcción de viviendas, donde se da la<br />
evolución desde el año 1980 al 2002 de las viviendas iniciadas, las terminadas, la actividad de la edificación<br />
y de los proyectos visados.<br />
650.000<br />
600.000<br />
550.000<br />
500.000<br />
450.000<br />
400.000<br />
350.000<br />
300.000<br />
250.000<br />
200.000<br />
150.000<br />
100.000<br />
1.980<br />
1.981<br />
1.982<br />
1.983<br />
Viviendas Iniciadas<br />
Viviendas Terminadas<br />
1.984<br />
1.985<br />
1.986<br />
DATOS DEL SECTOR 1.980 - 2.002<br />
Actividad de la Edificación<br />
Proyectos Visados<br />
1.987<br />
1.988<br />
1.989<br />
1.990<br />
Figura 4.1.6.- Evolución de las viviendas iniciadas, las terminadas, la actividad de la edificación y de los<br />
proyectos visados<br />
4.2.- HISTORIA DE LOS ELEMENTOS CERÁMICOS.<br />
El hombre ha intentado imitar la piedra natural casi desde su origen, tanto en zonas donde esta no abundaba<br />
como por conseguir piezas de forma rápida y sencilla.<br />
La cerámica es el primer pétreo artificial que se conoce por su utilización en cuencos y útiles caseros de<br />
alfarería, siendo tan extendida su fabricación que son uno de los elementos principales de estudio para los<br />
arqueólogos, tanto por su buena conservación como por sus características peculiares en cada civilización.<br />
Es en Mesopotamia y Caldea donde se utiliza por primera vez en construcción, tanto como arcillas sin cocer<br />
o adobes como cocida e incluso vitrificada para darle impermeabilidad.<br />
Los primeros ladrillos de que se tienen noticias, pertenecían a uno de estos dos tipos: una pasta de arcilla<br />
con pedazos de paja que trabara la masa y secado al sol, o una masa de arcilla cocida al fuego.<br />
Los romanos usaron ampliamente este material, que eran siempre cocidos al fuego y de gran tamaño. En<br />
muchas ciudades del mundo dominadas por los romanos, quedan muros, arcos y bóvedas y otros elementos<br />
estructurales construidos con ladrillos.<br />
1.991<br />
1.992<br />
1.993<br />
1.994<br />
1.995<br />
1.996<br />
1.997<br />
1.998<br />
1.999<br />
2.000<br />
2.001<br />
2.002<br />
7
El uso de los cerámicos en Roma se extiende enormemente en forma de ladrillos macizos o " tégulas" de<br />
cubrición. Ejemplos importantes como el Teatro de Mérida se encuentran en España.<br />
Es a los árabes sin embargo, a los que corresponde revalorizar este material en España, ya que durante su<br />
dominación dejaron muestras de la exquisita técnica ladrillera en obras como la Mezquita de Córdoba, la<br />
Giralda de Sevilla, la Alcazaba de Granada, etc.<br />
Los árabes, que retoman muchos elementos de las construcciones romanas, darán enorme importancia a este<br />
material y lo usan profusamente tanto en ladrillos como en tejas, pavimentos y revestimientos vidriados.<br />
En España la arquitectura mudéjar sigue esta tradición por el uso de materiales cerámicos y en Europa tiene<br />
fuerte influencia como por ejemplo en el gótico inglés.<br />
Con menos repercusión, la cerámica se utiliza en el Renacimiento y Barroco y muy poco en el Neoclásico.<br />
En la actualidad, la arquitectura española obtiene grandes éxitos en la aplicación de los ladrillos, lo mismo<br />
como elemento constructivo que como elemento decorativo. Con las nuevas tecnologías, el uso de<br />
materiales cerámicos en todas las partes constructivas de las obras, está sumamente extendido, tanto en obra<br />
oculta como vista, en exteriores como en interiores.<br />
Desde el moldeo a mano de los ladrillos y su posterior secado a la intemperie, hasta las actuales máquinas<br />
de moldeo con rendimiento de varios miles de piezas/hora, el subsiguiente secado artificial y posterior<br />
cocción en hornos continuos, ha habido que recorrer un largo período de tiempo, perfeccionando día a día la<br />
maquinaria, y del ladrillo macizo se pasó al ladrillo hueco y de éste a las grandes piezas que se emplean, por<br />
sus dimensiones y formas, en fases específicas de la edificación.<br />
4.3.-MATERIAS PRIMAS.<br />
Los materiales cerámicos se obtienen a partir de distintos tipos de arcillas, que son rocas sedimentarias de<br />
origen mecánico formadas en la fase detrítica de partículas muy finas.<br />
Se denominan arcillas aquellas substancias terrosas formadas principalmente por silicatos alumínicos con<br />
materia coloidal y trozos de fragmentos de rocas, que generalmente se hacen plásticas cuando están<br />
húmedas y pétreas por la acción del fuego. La fabricación tiene su fundamento en la plasticidad o capacidad<br />
de moldeo por deformación plástica que tienen las arcillas según su contenido de agua. Una vez<br />
conformadas las piezas, por desecación y cocción se producen las transformaciones irreversibles que le dan<br />
carácter pétreo.<br />
Estas propiedades dan a las arcillas su utilidad, puesto que se les puede moldear en casi todas las formas, las<br />
cuales conservan después de ser sometidas a la acción del fuego. La arcilla tiene muchos otros usos además<br />
de la cerámica, principalmente en la construcción y fabricación. El vocablo arcilla proviene del latín<br />
“alguilla “, palabra asignada a las materias arcillosas.<br />
Las arcillas son “rocas” o materiales terrosos de origen secundario que se han formado en la naturaleza por<br />
la meteorización y la erosión físico-química de las rocas ígneas causada por el agua, el CO2 y los ácidos<br />
inorgánicos. Los depósitos o yacimientos mas importantes se han formado a partir de los feldespatos (cuya<br />
composición varia desde el KAlSi3O8 hasta el NaAlSi3O8 y el CaAl2Si2O8) de rocas tales como el<br />
granito ( Feldespatos 66 %, cuarzo 26 %, micas 7.5 %, otros minerales (circón, magnetita, apatito,<br />
ilmenita, etc. 0.5 %). En la figura 4.3.1 puede verse un esquema simplificado de la génesis de los materiales<br />
arcillosos.<br />
8
Están constituidas esencialmente por aluminosilicatos hidratados con una estructura laminar o de capas,<br />
acompañados de otros minerales denominados “accesorios” entre los que podemos citar cuarzo, calcita,<br />
óxidos y sulfuros de hierro, yeso, rutilo (Ti02), ilmenita (FeTiO3), dolomita, álcalis (que se derivan<br />
principalmente de las micas y feldespatos, aunque parte se debe al intercambio catiónico de las propias<br />
arcillas), materia orgánica, etc.<br />
Por lo general, las arcillas son mineralógicamente filosilicatos de tamaño de grano muy fino y morfología<br />
laminar lo que les confiere un elevado valor de superficie específica y por lo tanto una amplia superficie de<br />
reacción fisicoquímica que facilita su interacción con multitud de sustancias en especial con compuestos<br />
polares como el agua. De ello se derivan sus propiedades plásticas y reológicas y su capacidad de cambio<br />
catiónico. Este conjunto de propiedades hace que las arcillas tengan muchas aplicaciones industriales en los<br />
campos de la cerámica, los absorbentes y el petróleo.<br />
Desde el punto de vista mineralógico, las arcillas son rocas de gran complejidad debido a la gran variedad<br />
de minerales de arcilla existentes y que pueden coexistir varios en un mismo material arcilloso. Dichos<br />
minerales pueden clasificarse en varios grupos como muestra en el cuadro 4.3.1. Entre ellos pueden<br />
destacarse el grupo de la caolinita, de la montmorillonita y de la illita (Arcillas expansivas).<br />
En el cuadro 4.3.2 se da una clasificación de los materiales arcillosos tomando como base diversos criterios<br />
para realizarla.<br />
Figura 4.3.1. - Esquema simplificado de la génesis de las arcillas .<br />
9
GRUPO<br />
CAOLIN<br />
MONTMORILLONITA<br />
MICA<br />
ILITA<br />
CLORITA<br />
PALIGORSQUITA<br />
VERMICULITA<br />
ESMECTITA<br />
Cuadro 4.3.1.- Minerales arcillosos.<br />
MINERAL<br />
Nacrita,<br />
Dicquita<br />
Caolinita<br />
Halloisita<br />
Montmorillonita<br />
Nontronita<br />
Beidellita<br />
Hectorita<br />
Saponita<br />
Moscovita<br />
Paragonita<br />
Plogopita<br />
Margarita<br />
Biotita<br />
Lepidolita<br />
Paligorsquita<br />
Sepiolita<br />
FORMULA<br />
Al2O3.2SiO2.2H2O<br />
Al2O3.2SiO2.4H2O<br />
Al1.67 Mg0.33Si4O10(OH)2 Mg → (Al,<br />
Fe)<br />
Fe2 Al0.33Si3.67O10(OH)2<br />
TALCO<br />
Mg3Si4O10(OH)2<br />
Al2 Si3.67Al0.33O10(OH)2 PIROFILITA<br />
Al2Si4O10(OH)2<br />
Li0.33 Mg2.67Si4O10(OH)2 Al → (Mg,<br />
Fe, Li)<br />
Mg3Si3.67Al0.33O10(OH)2 Si → (Al)<br />
KAl2(Si3Al)O10(OH)2 ← Pirofilita<br />
NaAl2(Si3Al)O10(OH)2<br />
KMg3(Si3Al)O10(OH)2 ← Talco<br />
CaAl2(Si2Al2)O10(OH)2<br />
K(Mg, Fe)3(Si3Al)O10(OH)2<br />
K(AlLi2)Si4O10(OH)2<br />
K2(Al)4(Al2SiO6)O20(OH)4<br />
Mg 2+ , Fe 2+<br />
(Mg3).(Mg3-xAlx). (Si4-xAlx).O10.(OH)8<br />
Mg5Si8.O20.(OH)2.8H2O<br />
Mg5Si8.O20.(OH)2.H2O<br />
(Mg, Fe)3(Al, Si)4.O9.(OH)3.3.5H2O<br />
Al2O3.4SiO2.H2O X0.33<br />
(Fe 2+ ,Fe 3+ ,Mg 2+ , Cr 3+ , Mn 3+ , Mn 2+ , Li + ) Fe 3+ (Na + , K + ,<br />
Mg 2+ ,<br />
10
CRITERIO<br />
Con relación a su<br />
estado de<br />
agregación.<br />
Con relación a la<br />
estructura que<br />
presenta la materia<br />
cristalina<br />
Con relación a la<br />
carga eléctrica de las<br />
capas<br />
Con relación a la<br />
disposición de las<br />
capas aluminatosilicato<br />
Con relación a su<br />
plasticidad<br />
Cuadro 4.3.2.- Clasificación de los materiales arcillosos.<br />
TIPO DE MATERIAL ARCILLOSO<br />
CRISTALINO (Caolinita)<br />
AMORFO (Alofanita)<br />
ESTRUCTURA EN CAPAS (Caolinita, Montmorillonita)<br />
ESTRUCTURA EN CADENAS (Paligrosquita, Sepiolita)<br />
CAPAS CARGADAS NEGATIVAMENTE<br />
CAPAS NEUTRAS<br />
UNA DE ALUMINATO CON OTRA DE SILICATO (1:1) – Caolinita T:O<br />
DOS DE SILICATO CON UNA DE ALUMINATO (2:1) – Montmorillonita T:O:T<br />
DOS DE SILICATO CON DOS DE ALUMINATO (2:2) – Clorita T:O:T:O<br />
BALL-CLAY (Altamente plásticas)<br />
Color oscuro debido a las impurezas, pero blancas después de cocidas. Finísimas<br />
partículas de caolinitas desordenadas.<br />
FIRE – CLAY (Menos plásticas)<br />
Caolinita desordenada. Se vuelven plásticas por la molienda<br />
FLINT-CLAY (No plásticas)<br />
Caolinita ordenada y cristalizada. Duras densas y altamente refractarias,<br />
CHINA-CLAY<br />
Los minerales de arcilla tienen un tamaño de grano muy pequeño (< 2 micras) y una elevada superficie<br />
especifica. La superficie específica o área superficial de una arcilla se define como el área de la superficie<br />
externa más el área de la superficie interna (en el caso de que esta exista) de las partículas constituyentes,<br />
por unidad de masa, expresada en m 2 /g.<br />
11
Las arcillas poseen una elevada superficie específica, muy importante para ciertos usos industriales en los<br />
que la interacción sólido-fluido depende directamente de esta propiedad. Los valores de superficie<br />
específica de diferentes arcillas son:<br />
Caolinita de elevada cristalinidad: hasta 15 m 2 /g<br />
Caolinita de baja cristalinidad: hasta 50 m 2 /g<br />
Halloisita: hasta 60 m 2 /g<br />
Illita: hasta 50 m 2 /g<br />
Montmorillonita: 80 a 300 m 2 /g<br />
Sepiolita: 100 a 240 m 2 /g<br />
Paligorskita: 100 a 200 m 2 /g<br />
En estado puro son de color blanco denominándose caolín, conteniendo casi siempre impurezas de óxidos o<br />
hidróxidos de hierro, cuarzo, carbonatos, sulfatos y substancias orgánicas que las colorean en amarillos,<br />
grises, rojos, etc...<br />
En general las arcillas se presentan con bastantes impurezas pero lejos de ser un inconveniente, a veces es<br />
una ventaja, desde el punto de vista práctico. En el cuadro 4.3.3. puede verse la diferencia entre la caolinita<br />
químicamente pura y una arcilla grasa, usual en cerámica.<br />
Cuadro 4.3.3.- Diferencia entre las características de una caolinita químicamente pura y una arcilla<br />
grasa, usual en cerámica.<br />
Silice<br />
Existen numerosas variedades que se diferencian por su relación , el agua de constitución y su<br />
Alumina estructura, con independencia del contenido de impurezas citado. Aparecen normalmente mezcladas con<br />
otras en la Naturaleza.<br />
Las estructuras de los minerales arcillosos son complejas y variadas con átomos de oxígeno, sílice,<br />
hidróxido, formando grupos de tetraedros y octaedros combinados, con aspecto laminar o fibroso. En las<br />
figuras 4.3.2 y 4.3.3 puede verse la estructura de la caolinita y de la montmorillonita, respectivamente,<br />
apreciándose la combinación de los grupos de tetraedros y octaedros.<br />
De las hojosas o laminares, que son las utilizadas en construcción, las principales son las caolinitas de<br />
propiedades refractarias por su alto punto de fusión, usándose en la fabricación de gres y loza. Las illitas o<br />
micas son las más abundantes y empleadas en la industria. Las montmorillonitas son poco utilizadas.Las de<br />
estructura fibrosa como las sepiolitas y poligoskitas, son capaces de retener gran cantidad de agua con<br />
aumento de volumen. No se aplican en construcción.<br />
En la tabla 4.3.1 podemos ver la composición química de diversas arcillas.<br />
12
Tabla 4.3.1.- Composición química de las arcillas.<br />
Figura 5.3.2.- Estructura ideal de un filosilicato 1:1 (T:O) dioctaedrico (Bilaminar). Caolinita.<br />
13
Figura 5.3.3.- Estructura ideal de un filosilicato 2:1 (T:O:T) dioctaedrico (Trilaminar). Montmorillonita<br />
Aunque se trata de un mineral abundante, las buenas arcillas escasean cada vez más, existiendo dificultades<br />
para encontrar nuevos yacimientos para la fabricación de azulejos, gres, sanitario etc.<br />
Las arcillas industriales se pueden clasificar en los siguientes grandes grupos:<br />
1.- Arcillas rojas o comunes<br />
2.-Arcillas de cocción blanca, caolines, halloisitas y arcillas refractarias<br />
3.- Bentonitas y tierras de Fuller<br />
4.- Sepiolitas y paligorskitas<br />
Cada uno de estos grupos puede también ordenarse en función de sus principales usos industriales.<br />
Así las arcillas rojas tienen aplicación fundamentalmente en la cerámica industrial (pavimentos,<br />
revestimientos y cerámica estructural) y alfarería, las arcillas de cocción blanca también se emplean en<br />
cerámica industrial, los caolines en las industrias del papel y la cerámica, las halloysitas en cerámica<br />
artística (porcelanas), las arcillas refractarias en chamotas para pavimentos de gres natural, las bentonitas en<br />
la industria de los absorbentes y el petróleo, las tierras de Fuller como absorbentes industriales, y finalmente<br />
las sepiolitas y paligorskitas en el campo de los absorbentes domésticos.<br />
Para la fabricación de materiales cerámicos se utilizan las siguientes materias primas:<br />
14
Plásticas:<br />
Arcillas naturales de una o más variedades para poder conseguir mejores propiedades. Desde el punto de<br />
vista mineralógico su composición es mayoritariamente caolinita con montmorillonita como componente<br />
subordinado. Suelen acompañar halloysita, illita y pirofilita, además de los minerales no arcillosos como<br />
cuarzo, feldespato, micas y vidrio volcánico. Las arcillas plásticas a menudo se clasifican de acuerdo con el<br />
tamaño de partícula (contenido de partículas inferiores a 0.5 µm).<br />
La arcilla denominada china Clay es una rrcilla formada principalmente por caolinita bien cristalizada.<br />
Posee una alta plasticidad, es químicamente inerte y produce blancura y brillo. Aplicaciones: carga en papel,<br />
plásticos, medicamentos, etc. Fabricación deproductos de cocción blanca<br />
Las arenas caoliníferas (“Ball clay”) son una mezcla de caolinita, illita, esmectita, cuarzo, y materia<br />
orgánica. Tienen una mayor razón sílice/alúmina, una granulometría más fina (pasta más densa), una mayor<br />
viscosidad y aportan fuerza y maleabilidad al cuerpo cerámico. Durante la cocción, funden cementando a las<br />
partículas refractarias. Aplicaciones: materia prima en cerámica estructural, sanitarios, etc.<br />
La dosificación de la pasta cerámica más conveniente, mediante la mezcla de arcillas y otros minerales, es<br />
una práctica de uso propia de cada industria para cada producto. Las especificaciones de la materia prima<br />
son establecidas en función de la tecnología empleada y el destino del producto a elaborar.<br />
Las pastas cerámicas deben tener características tales que permitan su conformación en crudo, un secado<br />
satisfactorio y de buena calidad, adecuada resistencia, temperatura de fusión ajustada, y otras características<br />
específicas de acuerdo con el producto final. En la fabricación de lozas, las especificaciones referidas al<br />
color son menos exigentes debido a la cobertura con esmalte que se realiza a la pieza.<br />
No plásticas:<br />
Materias que se agregan a las arcillas para disminuir su excesiva plasticidad, rebajar su temperatura de<br />
cocción, aumentar su porosidad, colorear o recubrir de esmalte las piezas.<br />
Se utilizan dos tipos fundamentales:<br />
Desgrasantes:<br />
Los desgrasantes son materiales arenosos que reducen la excesiva plasticidad de algunas arcillas, pues así<br />
no retienen tanta cantidad de agua disminuyendo su adherencia al estar húmedas, por lo que es menor la<br />
dificultad para su manejo y moldeo. Además se logra que la contracción de las piezas sea menor al secarse<br />
la pasta. Se deben añadir finamente molidos para no quitar homogeneidad.<br />
Los más utilizados son:<br />
- La arena de cuarzo (SiO2) o anhidrido silícico, que puede estar presente en la propia arcilla o añadirse.<br />
Aumenta de volumen al elevar la temperatura reduciendo la contracción de la pasta aunque un<br />
calentamiento brusco produce una expansión violenta que podría romper la pieza.<br />
- El feldespato potásico que da transparencia a las porcelanas y lozas y sirve también para fabricar esmaltes<br />
cerámicos.<br />
- La chamota o barro cocido es el más utilizado y económico por proceder de piezas rotas o defectuosas que<br />
se pulverizan añadiéndose a la arcilla y no se contrae al volverse a cocer.<br />
15
A veces se utilizan desgrasantes orgánicos como serrín o carbón que al quemarse en el horno dan piezas de<br />
alta porosidad y poco peso.<br />
Fundentes:<br />
Se añaden a la pasta para reducir la temperatura de cocción ya que bajan el punto de fusión del material,<br />
abaratando costos y permitiendo la parcial vitrificación de las piezas.<br />
- El Carbonato cálcico es el más utilizado ya que muy frecuentemente es impureza de la arcilla, no siendo<br />
necesario añadirlo. El aporte calizo es sin embargo perjudicial para la pieza y conviene reducirlo o molerlo<br />
finamente. También se usan sosa y potasa.<br />
La dosificación de estas materias primas depende del tipo de producto a conseguir, clasificados de acuerdo a<br />
su permeabilidad y grado de vitrificación, o vidriado parcial en sus caras en productos cerámicos porosos,<br />
semipermeables e impermeables.<br />
4.4.- PROPIEDADES DE LAS ARCILLAS.<br />
Previamente al estudio de la fabricación de los productos cerámicos es necesario señalar las propiedades de<br />
la arcilla en que se basa la misma y permiten obtener piezas de carácter pétreo.<br />
Tamaño de la partícula:<br />
La estructura laminar y el tamaño inferior a la micra de los granos de los minerales arcillosos tienen gran<br />
influencia en la plasticidad ya que se produce un fenómeno físico de retención de agua con aumento de<br />
volumen que actúa como lubricante haciendo resbalar las partículas entre sí. Este aumento de volumen<br />
puede llegar a ser del 200 %.<br />
Fluidización:<br />
Debido a la cualidad anterior, las arcillas se pueden mantener en suspensión en el agua un cierto tiempo aún<br />
estando esta en reposo. Posteriormente se depositan en estratos del mismo modo en que se formó la roca<br />
original.<br />
Plasticidad:<br />
La característica física más significativa de las arcillas es la plasticidad, que es la capacidad de deformarse<br />
sin agrietarse ante un esfuerzo mecánico conservando la deformación al retirarse la carga (No se produce<br />
rebote elástico). En las arcillas depende fundamentalmente del contenido de agua, si está seca no es plástica,<br />
se disgrega, y con exceso de agua se separan las láminas. Depende también del tamaño de partícula y de la<br />
estructura laminar. Cuando esta convenientemente humedecida puede adoptar cualquier forma. Esta<br />
propiedad se debe a que el agua forma una “envoltura” sobre las partículas laminares, produciendo un efecto<br />
lubricante que facilita el deslizamiento de unas partículas sobre otras cuando se ejerce un esfuerzo sobre<br />
ellas.<br />
La elevada plasticidad de las arcillas es consecuencia de su morfología laminar, tamaño de partícula<br />
extremadamente pequeño (elevada área superficial) y alta capacidad de hinchamiento. En general, cuanto<br />
más pequeñas son las partículas y más imperfecta su estructura, más plástico es el material.<br />
El agua se presenta en las arcillas en tres formas: Hidratación (químicamente combinada), plasticidad,<br />
(rodeando las partículas minerales) o intersticial (rellenando los huecos entre los granos) ( Figura 4.4.1.a).<br />
16
En la figura 4.4.1.b se representa la consistencia de una arcilla en función de la humedad. En ella se<br />
distinguen tres fases:<br />
(i).- Etapa inicial, en la cual solo tiene lugar un pequeño aumento de la consistencia al incrementar el<br />
contenido de humedad.<br />
(ii).- Una etapa intermedia, en la cual tiene lugar un repentino aumento de la consistencia.<br />
(ii).- Una etapa final, la cual la consistencia disminuye bruscamente.<br />
En la primera etapa las películas de agua, de espesor variable, rodean a las partículas o grupos de partículas<br />
de arcilla, produciendo un efecto macroscópico semejante a la granulación.<br />
En la segunda etapa, el agua libre ocupa los intersticios existentes entre las partículas de arcilla dando lugar<br />
a fuerzas de atracción capilares debidas a la tensión superficial del agua, que cohesionan el sistema<br />
particulado produciendo un aumento de la consistencia que alcanza rápidamente un máximo.<br />
En la tercera etapa, cuando la cantidad de agua que se añade es superior al contenido que hace máxima a la<br />
consistencia, lo que ocurre es que aumenta el espesor de la película de agua entre las partículas<br />
debilitándose las fuerzas de atracción capilares y el sistema particulado comienza a comportarse como un<br />
líquido. Bajo esas circunstancias, la consistencia disminuye rápidamente y se aproxima a cero.<br />
(b)<br />
Figura 4.4.1.- (a).- Formas de presentación del agua en las arcillas.<br />
(b).- Consistencia de una arcilla en función de su contenido de humedad.<br />
(a)<br />
17
Las arcillas de acuerdo al grado de plasticidad se clasifican en magras y grasas.<br />
Las arcillas grasas son las que poseen una gran plasticidad, incluso para pequeñas humedades. Presentan<br />
en su constitución una gran concentración de minerales arcillosos y una baja concentración en arenas<br />
silíceas. Se moldean con facilidad, pero su gran adherencia impide el desmoldeo correcto del producto<br />
moldeado. Son untuosas al tacto.<br />
Por su parte, las arcillas magras son las poseen una baja plasticidad. Son quebradizas y arenosas.<br />
Esta plasticidad se puede aumentar con hidróxido, carbonato o silicato sódico, con cal, oxalato y humus. La<br />
misma se puede reducir con la utilización de desgrasantes.<br />
En la industria normalmente se ensayan distintas proporciones de agua hasta que con la aplicación de una<br />
energía determinada, que es una constante de la máquina utilizada, se consigue el efecto deseado: la<br />
extrusión, el prensado, etc. Este concepto está intimamente unido al de "trabajabilidad".<br />
Una pasta presenta comportamiento plástico, desde que puede considerarse deformable con el<br />
Kgf<br />
procedimiento utilizado hasta que presenta una resistencia a la compresión inferior a 0.03 , momento<br />
2<br />
cm<br />
en el que se considera que adquiere las propiedades de un líquido viscoso. Esta resistencia a la compresión<br />
coincide con la que presentan las pastas elaboradas con la cantidad de agua correspondiente al límite líquido<br />
de Atterberg.<br />
En principio, un aumento de la plasticidad de una pasta produce:<br />
- Una mayor ductibilidad de los productos moldeados.<br />
- Una retención mayor de agua que se traduce en una mayor contracción de secado y un aumento de la<br />
posibilidad de formación de grietas.<br />
- Una disminución de la velocidad de formación de pared en el caso de moldeo por colado.<br />
Limites de Atterberg.<br />
Según Atterberg una arcilla es más plástica cuanto más separados están su límite plástico (Tanto por ciento<br />
de agua mínimo que hace que sea moldeable una pasta cerámica) y su limite liquido (porcentaje de agua<br />
añadida a la pasta que hace que ésta no tenga la suficiente resistencia mecánica para ser moldeable).<br />
La técnica experimental de la determinación de los límites está basada en los trabajos realizados por<br />
Atterberg, completados posteriormente por Casagrande. Puede usarse para el estudio del comportamiento de<br />
las mezclas de cualquier material de granulometría fina con agua.<br />
Para el estudio del problema se considera una pasta de agua y arcilla que se seca progresivamente, pasando<br />
del estado líquido al plástico y finalmente al sólido. Es fácil intuir que existirán unos puntos en los que se<br />
pasa de un estado a otro, al menos en teoría, es decir, límites de cada estado. Estos son los definidos por<br />
Atterberg como límite liquido (LL) y limite plástico (LP). (Figura 4.4.2).<br />
EL limite liquido (LL) es el punto de paso del estado liquido al plástico y se mide por la cantidad de agua<br />
que contiene el material en el momento en que se pierde la fluidez de un líquido denso.<br />
EL limite plástico (LP) es el punto en el que se pasa del estado plástico al semisólido, y se mide por la<br />
cantidad de agua que contiene un material en el momento en que se pierde la plasticidad y deja de ser<br />
moldeable.<br />
18
DEJA DE SER PIERDE LA<br />
MOLDEABLE FLUIDEZ<br />
LR = Ws = límite de retracción = terrón duro<br />
LP = Wp = límite plástico = arcilla moldeable.<br />
LL = Wl = límite líquido = humedad en que el arcilla tiene una consistencia pastosa fluida.<br />
Figura 4.4.2.- Límite liquido (LL) y limite plástico (LP).<br />
Atterberg definió un tercer limite a partir del cual las pérdidas de agua no afectan dimensionalmente al<br />
sólido: es el límite de contracción que como los anteriores se mide por la cantidad de agua que contiene la<br />
pasta al alcanzar el estado que cesa la disminución de volumen que acompaña a la desecación.<br />
El conocer los limites de Atterberg de una arcilla no indica cual es el agua óptima de amasado, pero si<br />
señala los límites entre los que se debe buscar; no aclara nada acerca de la calidad de las barbotinas que se<br />
pueden obtener, pero sí permite compararlas desde el punto de vista de la plasticidad y mantener un control<br />
de calidad que puede aplicarse de igual modo a las materias primas plásticas.<br />
Desde el punto de vista de la plasticidad de pastas arcillosas son interesantes los dos primeros limites. El<br />
límite de contracción es útil en el estudio del secado, aunque suelen usarse los diagramas de Bourry o las<br />
curvas de Bigot con este fin, ya que además de que la forma de determinar la contracción es más similar al<br />
proceso industrial, tanto unos como otros dan idea del desarrollo de la operación y no es así con el límite de<br />
contracción.<br />
Según Casagrande, el límite de contracción se puede calcular mediante la siguiente relación empírica:<br />
en la que: SL = limite de contracción<br />
LL = limite liquido<br />
LP = límite plástico<br />
2.5LL + 45LP<br />
SL =<br />
LL − LP + 45<br />
Atterberg también definió un "Indice De plasticidad" calculado como la diferencia entre el limite liquido y<br />
el limite plásticos. Este límite indica el margen de contenidos de agua en que es trabajable una arcilla y se<br />
dice que una arcilla es “ más plástica " que otra si tiene un índice de plasticidad superior.<br />
Límite líquido.<br />
La determinación del límite líquido se realiza por medio de un ensayo que se encuentra normalizado<br />
(NORMA UNE 103-103-94). Se comienza amasando con agua destilada, una determinada cantidad de<br />
arcilla (150 a 200 gramos) que pase por el tamiz de abertura 400 µ m , procurando añadir la cantidad de agua<br />
necesaria para acercarse lo más posible al límite líquido. El material retenido por el tamiz de 400 µ m solo<br />
debe consistir en granos de arena, etc. individuales.<br />
19
La masa así obtenida se coloca en una espátula y se pasa a la cuchara de Casagrande (Figuras 4.4.3 y<br />
4.4.4). Colocada la masa en la cuchara, se abre un surco o canal con un acanalador normalizado. A<br />
continuación se comienza a dar vueltas a la manivela, con lo cual, por medio de una excéntrica, se levanta la<br />
cuchara y se deja caer desde la altura de un centímetro. Se dan dos golpes por segundo. Se continúa la<br />
operación hasta que las paredes del surco se unan por su fondo en una longitud de 13 mm. Si esto ocurre<br />
después de dar exactamente 25 vueltas a la manivela, la arcilla tiene un contenido de humedad<br />
correspondiente al límite líquido.<br />
Sin embargo no será lo normal que la humedad corresponda a la del límite líquido. Se hacen dos ensayos y<br />
se determinan sus correspondientes humedades en tantos por ciento, tomando la arcilla próxima a las<br />
paredes del surco, en la parte donde se cerró. Para que el ensayo sea válido el número de golpes debe estar<br />
comprendido entre 15 y 35. Se ha de obtener una determinación entre 15 y 25 golpes y otra entre 25 y 35.<br />
Si después de varias determinaciones, el número de golpes requerido para cerrar el surco fuese siempre<br />
inferior a 25 es que no se puede determinar el límite líquido y se debe anotar dicha arcilla como no plástica.<br />
Figura 4.4.3.- Cuchara de Casagrande.<br />
20
Figura 4.4.4.- Fases para la determinación del límite líquido mediante la cuchara de Casagrande.<br />
21
Los resultados de estos dos ensayos (Puntos P1 y P2) se llevan a un gráfico de doble escala logarítmica<br />
(Figura 4.4.5), en la cual se representa en abscisas un número de golpes o vueltas de la manivela y en<br />
ordenadas la humedad en tantos por ciento.<br />
Figura 4.4.5.- Representación del ensayo del límite líquido. Método de los dos puntos.<br />
En la parte inferior del gráfico hay una recta de puntos cuya pendiente es de - 0.117, obtenida tras<br />
numerosas determinaciones, de las que se ha deducido que para la misma arcilla, los puntos<br />
correspondientes a distintos grados de humedad forman una recta cuya pendiente más probable es ésta.<br />
Para determinar el límite, líquido se representa sobre el gráfico los resultados de los dos ensayos realizados<br />
y posteriormente se traza una recta de pendiente - 0.117, paralela a la de trazos, que equidiste de dos puntos<br />
representados.<br />
La humedad del punto de la recta corresponde a la abscisa de los 25 golpes, es precisamente la humedad<br />
correspondiente al Límite líquido.<br />
Límite plástico (Figura 4.4.6).<br />
El ensayo se realiza con la fracción de arcilla que pasa por el tamiz de abertura 400 µ m , con un contenido<br />
de humedad algo superior al límite plástico. Con esta humedad será posible formar fácilmente una bola con<br />
la arcilla sin que se resquebraje.<br />
A continuación se toman unos 8 gramos de dicha arcilla, se forman con ella una especie de elipsoide, y se<br />
rueda entre la palma de la mano y una superficie lisa que no absorba mucha humedad, hasta llegar a un<br />
diámetro de 3 mm. Si al llegar a éste diámetro no ha cuarteado el cilindro de modo que quede dividido en<br />
trozos de unos 6 mm de longitud como media, se vuelve a formar el elipsoide con menor cantidad de<br />
humedad y a rodar hasta llegar a dicho tipo de resquebrajamiento. La arcilla se encontrará en su límite<br />
plástico cuando se cuartee a los 3 mm de diámetro.<br />
22
Diagrama de Casagrande.<br />
Figura 4.4.6.- Ensayo para la determinación del límite plástico.<br />
El diagrama de Casagrande está representado en la figura 4.4.7.a y cuenta con varios elementos de<br />
significado preciso.<br />
La recta de 45° es el límite entre los puntos que corresponden a materiales reales, por debajo y los puntos<br />
que representan materias primas imaginarias, por encima. Este hecho es lógico, ya que en los puntos<br />
situados por encima de IP = LL, el llímite plástico es negativo, lo que es absurdo.<br />
La recta de ecuación IP = 0.9 (LL - 8) es el límite superior experimental, hasta ahora no se ha estudiado<br />
ninguna materia prima cuya representación se encuentre por encima de dicha línea.<br />
La tercera recta de ecuación IP = 0.73(LL - 20) tiene una gran importancia empírica, pues separa las arcillas<br />
puras, sobre ella, de las que contienen algún tipo de coloide orgánico, que están situadas por puntos por<br />
debajo de la recta.<br />
La recta vertical ue pasa por el punto LL = 5O es una línea convencional que separa las arcillas de alta<br />
plasticidad a la derecha de las de media y baja plasticidad, a la izquierda. I<br />
Determinaciones sistemáticas de los limites de Atterberg permitieron a Casagrande delimitar unas zonas<br />
correspondientes a varios tipos mineralógicos que están representados en la figura 4.4.7.b.<br />
Como desde el punto de vista de la plasticidad se estudian igualmente materias primas puras que mezclas,<br />
puede utilizarse como control de materias primas o barbotinas, la medida de la plasticidad.<br />
La zona de propiedades óptimas de las pastas arcillosas para extrusión puede verse en la figura 4.4.8.<br />
Asimismo se han efectuado determinaciones sistemáticas del límite liquido, limite plástico e Indice de<br />
plasticidad de barbotinas de colado, siendo los valores medios obtenidos:<br />
LL = 22 a 26 LP = 16 a 19 IP = 6 a 9<br />
y estando todos los resultados comprendidos en el área punteada de la figura 4.4.9.<br />
Dadas las variables de que depende el índice de plasticidad, su determinación es muy útil en el control de<br />
calidad de las arcillas y equivale, considerado con la suficiente amplitud de criterio, a la suma de los<br />
ensayos de granulometría fina, capacidad de cambio iónico, contenido en sulfatos y materia orgánica activa.<br />
23
(a)<br />
(b)<br />
Figura 4.4.7.- Diagrama de plasticidad de Casagrande.<br />
24
Figura 4.4.8.- Zonas óptimas de extrusión y secado.<br />
Figura 4.4.9.- Zona para las barbotinas de colado.<br />
25
Influencia de la composición y de la granulometría en el moldeo en plástico.<br />
En primer lugar se va a estudiar el efecto de la influencia, de varios desgrasantes sobre los límites Atterberg<br />
de una arcilla de comportamiento conocido,<br />
Es bien conocido que la plasticidad de las pastas disminuye con el aumento de la cantidad de desgrasante,<br />
para ver el efecto de los desgrasantes se han estudiado la adición de una arena de sílice de varias<br />
distribuciones granulométricas y el efecto de la adición de la misma arcilla calcinada.<br />
En primer lugar se ha estudiado el efecto de la adición de una arena silícea, en la tabla 4.4.1 se detallan las<br />
distribuciones granulométricas ensayadas.<br />
TABLA 4.4.1.- . Distribuciones granulométricas de arenas silíceas.<br />
Luz de malla ( µ m )<br />
500<br />
250<br />
150<br />
90<br />
75<br />
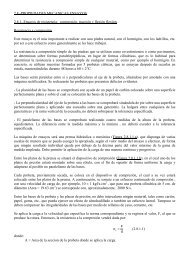
4.5.- FABRICACIÓN DE CERÁMICAS POROSAS.<br />
4.5.1. Introducción.<br />
La fabricación de piezas de cerámica porosa, con particularidades según los tipos, pasa por los siguientes<br />
procesos:<br />
- EXTRACCIÓN Y TRANSPORTE.<br />
- PREPARACIÓN DE LAS PASTAS.<br />
- MOLDEO.<br />
- SECADO.<br />
- COCCIÓN.<br />
En la figura 4.5.1.1 puede verse el diagrama de flujo de las distintas etapas del proceso de fabricación. Así<br />
mismo, en las figuras 4.5.1.2 y 4.5.1.3 se la disposición esquemática de una planta de fabricación de ladrillo<br />
cara vista y de ladrillo hueco, respectivamente.<br />
Figura 4.5.1.1.- Diagrama de flujo de las distintas etapas del proceso de fabricación.<br />
27
Figura 4.5.1.2.- Disposición esquemática de una planta de fabricación de ladrillo cara vista.<br />
Figura 4.5.1.3.- Disposición esquemática de una planta de fabricación de ladrillo hueco.<br />
28
4.5.2.- Extracción y transporte .<br />
Las canteras de arcilla, llamadas también barreros (Figura 4.5.2.1), suelen estar en las inmediaciones de las<br />
fábricas, donde se transformarán en materiales para la construcción.<br />
Figura 4.5.2.1.- Explotación de arcilla “Barrero”.<br />
Se utilizan medios mecánicos simples al ser la arcilla una roca disgregada, aunque si está húmeda dificulta<br />
su extracción. La explotación se realiza a cielo abierto con palas excavadoras de cuchara o de cangilones.<br />
El transporte depende de la proximidad de la fábrica, pudiendo hacerse por vagonetas o cintas<br />
transportadoras si está cerca y con camiones volquete o mejor Dumpers para mayores distancias.<br />
En la explotación a cielo abierto es frecuente tener que desechar una capa de espesor más o menos grande,<br />
de material que no es apto para su utilización, éste material en gran parte está formado por; tierra vegetal,<br />
arenas, gravas, etc.<br />
4.5.3.- Preparación de las pastas.<br />
Es el conjunto de operaciones en el que se realiza la mezcla de las materias primas y se dejan las pastas<br />
listas para el moldeo. Las finalidades son las siguientes:<br />
Depuración:<br />
Eliminación de elementos gruesos e impurezas nocivas, tanto de los nódulos de cal y arenas, como de las<br />
sales.<br />
División:<br />
Reducción de las arcillas a pequeños fragmentos y de los desgrasantes a polvo para que no causen<br />
problemas de heterogeneidad.<br />
Homogeneidad:<br />
Mezcla íntima de los componentes y perfecto amasado para conseguir una pasta uniforme.<br />
29
Grado de humedad:<br />
Debe ser el adecuado para el moldeo dando la plasticidad necesaria pero no excesiva por la retracción.<br />
<strong>Antigua</strong>mente se realizaban las siguientes operaciones de preparación:<br />
Meteorización:<br />
Exponiendo la arcilla a la acción de los agentes atmosféricos (lluvia, hielo...) para su lavado y disgregación.<br />
Maduración:<br />
La maduración es un tratamiento de reposo de las pastas de arcilla de corta duración, en naves, impidiendo<br />
su desecación. Tiene como objetivo homogeneizar la humedad en la pasta de arcilla.<br />
Podrido:<br />
El podrido es un reposo de las pastas de arcilla de larga duración en naves. Se realiza en locales húmedos y<br />
fríos, sin luz ni ventilación con lo que fermenta la arcilla dando un gel aglomerante que mejora la trabazón<br />
de sus partículas. Con el podrido tratamos de aumentar la plasticidad de las pastas y reducir su tendencia al<br />
agrietamiento en el secado<br />
Levigación:<br />
La levigación es un proceso de desleimiento de las arcillas en agua y posterior reposo en balsas. Se realiza<br />
para piezas especiales de arcilla depurada. Esta se mantiene en suspensión mediante palas giratorias dando<br />
una pasta líquida que se denomina "barbotina". Con ello se eliminan todas las partículas pesadas por<br />
decantación y se obtienen arcillas muy depuradas y de tamaño muy fino. Actualmente se usa en el moldeo<br />
por colada.<br />
En grandes fábricas en las que la cantidad de arcillas que se manipulan es muy elevada, para llevar a cabo<br />
todos los procedimientos descritos anteriormente, es necesaria una gran extensión o amplias naves donde<br />
almacenar las tierras, lo que además de superficies considerables, lleva consigo la inmovilización de<br />
capitales.<br />
La preparación debe de ser barata, por exigirlo así el producto fabricado, es pues, necesario ahorrar espacio<br />
y tiempo, esto lo conseguimos utilizando maquinaria apropiada que produzca en las arcillas los efectos que<br />
los tratamientos citados anteriormente, con mucha mayor rapidez, y con unas exigencias espaciales<br />
menores.<br />
La materia prima tal como llega de cantera se hace pasar por un tren de preparación, que la tritura,<br />
homogeiniza y humedece hasta el grado deseado.<br />
La depuración en cuanto a la cal, no se lleva a cabo en el estricto sentido de la palabra, por medio de cribado<br />
se realiza, ya que los nódulos de cal pueden ser finamente divididos y repartidos en toda la masa, lo que<br />
hace desaparecer el peligro.<br />
Todo éste proceso se lleva a cabo con maquinas de distintos tipos de acuerdo con la naturaleza de la materia<br />
prima y del fabricante. Hay que tener presente que no puede aumentarse indefinidamente el número de<br />
maquinas por las que ha de pasar la arcilla, porque se llegaría a obtener un resultado opuesto al que se desea.<br />
Así el molino de rulos, el desmenuzador o los laminadores deben de ser convenientemente elegidos y<br />
combinados de tal forma que se obtenga el máximo de mejoría de la materia prima, máximo que no se debe<br />
de sobrepasar, pues se obtendría un descenso de calidades como quedó dicho anteriormente.<br />
30
Entonces, en la actualidad, las operaciones mecanizadas que sustituyen a las anteriores son:<br />
Tamizado:<br />
Para eliminar los granos gruesos haciendo pasar el material por tamices o cribas rotativas.<br />
Lavado:<br />
Mediante corriente de agua aplicada en la criba de tamizar, eliminándose así las sales solubles.<br />
Molido:<br />
Fundamental para reducir a polvo las impurezas de arena y caliza. Se utilizan molinos de rulos (Figura<br />
4.5.3.1) o de bolas.<br />
Figura 4.5.3.1.- Molino de rulos<br />
Un efecto múltiple de desmenuzado, aplastado, mezcla, humectación y amasado se logra por la acción de<br />
los dos pesados rulos sobre el material.<br />
Mezclado y amasado:<br />
Para homogeneizar la pasta y darle el grado de humedad adecuado, dejándola lista para el moldeo. Se<br />
realiza con mezcladoras-amasadoras de paletas helicoidales llamadas malaxadoras (Figura 4.5.3.2).<br />
Figura 4.5.3.2.- Amasadora de doble eje.<br />
31
Las palas de amase que, dispuestas de forma especial, efetúan un trabajo de "pala contra pala" muy intenso<br />
y eficaz.<br />
Las amasadoras filtro (Figura 4.5.3.3) se usan además para retener y separar las raíces y otras impurezas<br />
contenidas en algunas arcillas. El cambio de la reja filtrante se efectúa sin parar la producción.<br />
Raspado y laminado:<br />
Figura 4.5.3.3.- Amasadora filtro.<br />
Operaciones que mejoran la homogeneidad de la pasta. En el primero se hace pasar la pasta por una boquilla<br />
ranurada formándose virutas y en el segundo por rodillos laminadores (Figura 4.5.3.4) que la desgarran<br />
formando láminas. Luego se vuelve a amasar la pasta.<br />
4.5.4.- Moldeo.<br />
Figura 4.5.3.4.- Laminador.<br />
Tiene por finalidad dar forma a las piezas a base de deformar plásticamente las pastas. Estas deben tener el<br />
grado de humedad adecuado (entre 5 y 15 %) con suficiente rigidez para no deformarse en fresco y baja<br />
contracción al secar. El defecto da pastas heterogéneas y difíciles de moldear y el exceso peligro de<br />
fisuración y piezas muy porosas.<br />
Se deben dar dimensiones algo mayores a las de la pieza acabada por su retracción al evaporar el agua.<br />
Si al moldear el ladrillo queda alguna discontinuidad en su masa, en el secado primero y en la cocción<br />
después, se pondrá de manifiesto, con una grieta mas o menos acusada, aunque la discontinuidad no quedara<br />
visible.<br />
32
Un moldeo con excesiva agua, dará lugar a un tiempo de secado mayor, y a cambios dimensionales<br />
mayores. Por el contrario si se pretende evitar la retracción de secado deben emplearse pastas muy secas.<br />
Este problema es digno de prestarle la máxima atención, para adoptar en cada caso y momento las medidas<br />
que cada caso particular requiera.<br />
Sistemas utilizados:<br />
Manual:<br />
En desuso actualmente, sólo se aplica en piezas muy especiales y de baja producción cuando no interesa<br />
montar una instalación mecanizada.<br />
Da piezas porosas por necesitar bastante agua de amasado pero de superficie rugosa de buena adherencia a<br />
morteros.<br />
Mecánicos:<br />
El moldeo a maquina tiene por principal objeto el conseguir una producción mayor, con lo que el coste<br />
unitario se rebaja considerablemente, mejorando al mismo tiempo la uniformidad en los productos.<br />
Otra de las ventajas del moldeo mecánico es la enorme disminución de agua en la mezcla y como<br />
consecuencia de ello, la necesidad de menor espacio, ya que los ladrillos tienen una resistencia en verde<br />
mayor y, por tanto, se pueden apilar para su secado que también será menor en tiempo pues la eliminación<br />
de agua también es menor.<br />
Como es lógico, la disminución de agua, tiene un límite, puesto que las pasta duras, se manejan con<br />
dificultad y se calientan por rozamiento durante el moldeo, su humectación es irregular, y las maquinas que<br />
las moldean, tienen rendimientos bajos.<br />
Las pastas duras suelen trabajarse con amasadoras verticales, de pequeñas dimensiones, pasando a<br />
continuación a galleteras de impulsión por cilindros.<br />
Para pastas muy duras se utilizan impulsores de pistón, los cuales adaptados también a una amasadora<br />
vertical, trabajan mejor y fuerzan las pastas hacia las boquillas.<br />
Existen tres formas básicas:<br />
Por extrusión (Figura 4.5.4.1):<br />
Esta tecnica de conformado se emplea en la fabricación de productos de seccion constante. Basicamente el<br />
proceso de extrusion consiste en forzar el paso, mediante la aplicación de una presión, de la pasta con una<br />
consistencia plastica (Elevada viscosidad) a traves de una matriz. Se han desarrollado varios métodos para<br />
forzar el paso de la pasta a través del dado: giro de unos rodillos, empuje de un piston o rotación de una<br />
helice (tornillo de Arquímedes) como se aprecia en la figura 4.5.4.2 Las maquinas extrusoras de tornillo<br />
pueden ser simples o de tornillos gemelos. Por su parte, las maquinas extrusoras de piston , generalmente,<br />
tienen una menor contaminación por desgaste.<br />
33
Las máquinas que realizan esta función constan de tres partes principales:<br />
- El sistema propulsor, que tiene por objeto el empujar la pasta a traves de la matriz.<br />
- La matriz, que depende del tipo de pieza a realizar<br />
- La cortadora, que tiene la misión de cortar la columna que sale de la matriz en piezas de longitud<br />
determinada.<br />
El sistema de hélice está especialmente indicado para masas plásticas, el sistema de cilindros , que se<br />
compone de dos o tres cilindros laminadores, se utiliza para pastas consistentes y el sistema de pistón, que<br />
empuja la pasta a través de la matriz por medio de un émbolo, se utiliza para pastas muy desgrasantes.<br />
Las pastas deben tener sobre el 14 – 20 % de humedad para su moldeo. Se obtienen piezas de adecuada<br />
compacidad.<br />
Figura 4.5.4.1.- Metodo de conformado por extrusión.<br />
Figura 4.5.4.2.- Metodos de extruir una pasta ceramica.<br />
34
Las extrusoras o galleteras son máquinas cilindricas o troncocónicas con eje de paletas helicoidales que<br />
empuja la pasta hasta una boquilla que la moldea de forma continua (Figuras 4.5.4.3 y 4.5.4.4) . Las<br />
boquillas son recambiables para distintos tipos de piezas. En la máquina se hace el vacío para evitar la<br />
presencia de burbujas de aire en la masa, pues éstas producen la rotura de las piezas al calentarse en la<br />
cocción.<br />
La prensa de vacío consiste, esencialmente, en hacer pasar la pasta, a través de un divisor del que sale en<br />
forma de fideos, los cuales se hacen pasar por una cámara donde se realiza el vacío hasta un grado<br />
determinado. Los fideos de arcilla, son de esta manera desairados, y después se reúnen otra vez, se<br />
comprimen e impulsan hacia la boquilla, de la que salen con una textura homogénea, con la humedad<br />
uniformemente repartida, sin cavidades, burbujas ni estratificaciones.<br />
El grado de vacío deberá estudiarse para cada caso concreto, siendo función de las características de la<br />
máquina y de la arcilla a trabajar, de el depende la calidad del producto, siendo, por tanto, indispensable un<br />
control constante del mismo.<br />
El vacío reduce el contenido de agua de la pasta, ya que cada fideo sometido a un vacío del 80, 90 ó 95%<br />
cede, en primer lugar, su exceso de humedad con relación al fideo menos húmedo, es decir la pasta sale de<br />
la máquina de vacío más dura que cuando entró.<br />
El desaireado produce pues grandes ventajas y puede permitir el uso de pastas muy magras, ya que el<br />
desaireado se encargará de hacerlas plásticas, con estas pastas es donde la máquina de vacío está más<br />
indicada y es mayor su eficacia y rendimiento.<br />
Los productos cocidos de pastas desaireadas son más duros, más impermeables y menos porosos, con<br />
textura más uniforme y compacta que aquellos de pastas ordinarias, lo que hace que su resistencia a la<br />
compresión aumente en un 10%, por lo que se pueden reducir espesores en las paredes de piezas huecas.<br />
La boquilla es el elemento moldeador propiamente dicho. Rara vez se obtiene un buen rendimiento de una<br />
boquilla en el momento de ser instalada, ya que es necesario un período de puesta a punto, que requiere<br />
experiencia habilidad y paciencia.<br />
Conseguir el equilibrio de la boquilla, es un problema complicado, por depender de muchas variables, como<br />
son: el sistema de impulsión de la pasta, la consistencia de ésta, su contenido en agua, su homogeneidad, la<br />
forma y dimensiones de los productos moldeados etc.<br />
Es necesario conseguir que la columna de arcilla, sea homogénea en toda la sección y que la velocidad de<br />
salida sea la misma para todos los puntos de la sección.<br />
Una vez conseguida la columna de arcilla, o varias paralelas hay que proceder a su corte para obtener las<br />
distintas piezas. Esto se lleva a cabo mediante aparatos denominados cortadores. El corte de la banda de<br />
pasta puede ser longitudinal o transversal. El corte primero se consigue mediante alambres fijos, para el<br />
segundo existen numerosos procedimientos, según la naturaleza de la pasta y las características de la pieza a<br />
obtener.<br />
Los elementos cortantes de éstos aparatos son de acero, que deben de estar muy tensados y poseer una<br />
resistencia mecánica adecuada para evitar su rotura, que conllevaría la paralización de todo el proceso, las<br />
roturas son más frecuentes con pastas magras que con pastas grasas.<br />
Las maquinas cortadoras actúan y se regulan para que el corte lo efectúen en el descenso de los alambres y<br />
en el ascenso de los mismos, aprovechando por tanto todo el recorrido en la bajada y en la subida.<br />
35
Figura 4.5.4.3.- Extrusionadora o galletera .<br />
36
Figura 4.5.4.4.- Extrusionadora o galletera (Fotos).<br />
37
El corte se realiza mediante un bastidor con alambre (Figura 4.5.4.5) en movimientos de sube-baja<br />
temporizados.<br />
Por prensa:<br />
Figura 4.5.4.5.- Cortadora de alambres<br />
Se utiliza para piezas con relieves y superficies curvas. Se realiza por estampación de la pasta en un molde<br />
de bronce o acero con una estampa que la comprime fuertemente. Se usan pastas muy secas ( alrededor del 5<br />
% de H2O) ya que el desmoldeo es inmediato, por lo que no necesitan secado posterior, dando piezas muy<br />
compactas, pero con cierta heterogeneidad.<br />
El prensado se lleva a cabo situando la pasta cerámica en un molde rígido o flexible y aplicando una<br />
presión elevada para lograr la compactacion. Es deseable que el material sea de elevada fluidez, lo que se<br />
consigue mediante la granulación de las materias primas, que le da la forma esférica a las partículas (Figura<br />
4.5.4.6).<br />
Figura 4.5.4.6.- Morfología del polvo obtenido por atomización–secado<br />
38
Existen dos tipos de prensado: - UNIAXIAL<br />
- ISOSTATICO (Molde flexible)<br />
Las velocidades de producción dependen de la geometría de la pieza y del tipo de equipamiento utilizado.<br />
Componentes de grandes dimensiones o formas complejas, pueden ser producidas a velocidades de 1 a 15<br />
piezas por minuto. Con componentes de dimensiones mas pequeñas y más simples, se alcanzan velocidades<br />
de hasta varias centenas por minuto<br />
La presión aplicada varia en el intervalo de 20 hasta 300 MPa. Las presiones bajas son comunes en la<br />
conformación de piezas fabricadas a partir de materiales arcillosos, mientras que altas presiones son<br />
necesarias para los materiales ceramicos tecnicos.<br />
El prensado uniaxial tiene por objeto la compactación del material dentro de un molde rigido aplicando la<br />
presión en una sola dirección por medio de embolo o punzón rigido. Es un procedimiento de elevada<br />
capacidad de producción y facil de automatizar.<br />
El tipo de prensa y los utiles seleccionados dependen de la dimensión y forma de las piezas a prensar. Así,<br />
los modos de prensado, clasificados según el movimiento de los punzones y del molde, pueden verse en la<br />
tabla 4.5.4.1 . A su vez, en la tabla 4.5.4.2 se dan los tipos de prensas uniaxiales.<br />
TIPO<br />
ACCION SIMPLE<br />
ACCION DOBLE<br />
MOLDE FLOTANTE<br />
Tabla 4.5.4.1.- Modos de prensado<br />
MOLDE<br />
(a) Simple o compuesto<br />
PUNZON SUPERIOR (a)<br />
PUNZON INFERIOR (a)<br />
FIJO MOVIL FIJO<br />
FIJO MOVIL MOVIL<br />
MOVIL MOVIL FIJO<br />
Tabla 4.5.2.2.- Clases de prensas uniaxiales.<br />
39
Piezas con un espesor constante y de pequeño valor pueden prensarse adecuadamente con una prensa de<br />
acción simple, en lasque el molde y el punzón inferior permenecen estacionarios y solamente se mueve el<br />
punzón superior.<br />
Si el espesor de las piezas aumenta con el método de la accion simple (Prensado solamente por un lado de la<br />
pieza) no se logra una compactación uniforme de la pieza. Para solucionar el problema anterior se utilizan<br />
prensas de doble acción en las que se mueven tanto el punzón superior como el inferior.<br />
Si las piezas presentan una sección transversal con espesor variable, entonces es necesario usar prensas con<br />
un punzón independiente para cada nivel de espesor, que se denominan de doble acción y movimiento<br />
múltiple, Esto es necesario para lograr una compactación uniforme en todo el conjunto de la pieza. Esto se<br />
ilustra en la figura 4.5.4.7 para el caso de un polvo con una relación de compactación de 2:1. El punch que<br />
debe compactar la parte de menor espesor debe recorrer una distancia, mientras que el debe compactar la<br />
parte de mayor espesor debe recorrer una distancia A + B, esto no se puede conseguir con un solo punch y,<br />
por tanto, son necesarios dos.<br />
En la figura 4.5.4.8 se muestra de forma esquemática el útil necesario para prensar uniformemente una pieza<br />
con tres niveles.<br />
Figura 4.5.4.7.- Esquema ilustrando las diferentes Figura 4.5.4.8.- Representación esquemática<br />
distancias que debe moverse el punzón para conseguir del útil necesario para un<br />
prensado<br />
una compactación uniforme del polvo cerámico. uniaxial en tres niveles.<br />
Las etapas generales en el prensado son:<br />
1.- Llenado de molde<br />
2.- Compactación y conformado de la pieza,<br />
3.- Extracción de la pieza<br />
En la figura 4.5.4.9 se muestra de forma esquemática la secuencia de prensado automatizada de una prensa<br />
tipica uniaxial de doble acción.<br />
La alimentación a la cavidad formada por el molde se realiza mediante un mecanismo deslizamiento y se<br />
dosifica volumetricamente. Los movimientos del molde y del punzón se coordinan de modo que se induzca<br />
un vacío que ayuda a la deposición de la pasta en la cavidad del molde. Los punzones inferiores se mueven<br />
hacia abajo.<br />
40
Los punzones inferiores se posicionan en el cuerpo del molde para formar la cavidad predeterminada<br />
(basada en la relación de compactación de la pasta) para que contenga el volumen correcto para conseguir<br />
las dimensiones requeridas del producto en verde después de la compactación A continuación, el<br />
mecanismo de alimentación se pone en posición y llena la cavidad de material.<br />
Una vez realizado el llenado del molde, con la pasta ceramica de elevada fluidez y conteniendo, si es<br />
necesario, los aditivos adecuados, el mecanismo de alimentación se retira y en su movimiento de retirada<br />
alisa la superficie.<br />
A continuación, los punzones superiores se mueven hacia abajo entrando en la cavidad y se precomprime la<br />
pasta, comenzando el trabajo de compactación, produciéndose al mismo tiempo una eliminación del aire.<br />
Después, a medida que prosigue el prensado, tanto los punzones superiores como inferiores comprimen<br />
simultáneamente la pasta cuando se mueven uno hacia el otro de forma independiente y sincronizada a sus<br />
posiciones predeterminadas.<br />
Cuando se ha completado la compactación, la pieza posee unas tensiones residuales de compresión que la<br />
sujetan en la cavidad del molde.<br />
Después el punzón superior se retira y los inferiores sacan la pieza del molde mediante su empuje que<br />
supera las tensiones residuales de compresión.<br />
Durante la extracción de la pieza esta incrementa sus dimensiones liberando las tensiones residuales. El<br />
juego entre el molde y los punzones es de 10 – 25 µ m cuando se prensan polvos de tamaño de micras y de<br />
100 µ m cuando se prensan partículas granulares. La pared del molde, algunas veces, se puede fabricar con<br />
cierta divergencia ( < 10 µ m / cm), con el fin de facilitar la extracción de la pieza. Por otra parte, las piezas<br />
pueden ser extraidas manteniendo o no contacto con el punzón superior.<br />
En ese momento el mecanismo de alimentación se mueve a la posición de llenado empujando a la pieza<br />
fuera de su posición encima de los punzones, y comienza de nuevo el ciclo de prensado.<br />
El ciclo descrito se repite de 6 a 100 veces por minuto, dependiendo del tipo de prensa y de la forma de la<br />
pieza a fabricar. La capacidad de producción oscila entre 1 y 20 toneladas, pudiendo alcanzarse las 100<br />
toneladas.<br />
Figura 4.5.4.9.- Esquema de trabajo del prensado uniaxial automatizado.<br />
41
Sin embargo, el equipo más comúnmente utilizado, particularmente en las ceramicas tecnicas, es la prensa<br />
con molde flotante (Figura 4.5.4.10). En este tipo de prensa el movimiento, en función del tiempo, de los<br />
punzones y del molde esta sincronizado como se muestra en la figura 4.5.4.11. Las lineas de rayas indican el<br />
movimiento de los componentes de la prensa.<br />
Figura 4.5.4.10.- Ciclo de prensado para una prensa de molde flotante.<br />
42
Figura 4.5.4.11.- Movimiento sincronizado de los punzones y del molde durante un ciclo de<br />
prensado usando una prensa de molde flotante.<br />
La mayoria de las prensas uniaxiales son de dos tipos:<br />
1.- Mecanicas<br />
2.- Hidraulicas.<br />
Las prensas de tipo mecanico tienen una alta capacidad de producción y son faciles de automatizar. Por su<br />
parte, las prensas hidraulicas transmiten la presión a traves de un fluido y pueden ser muy grandes, pero<br />
tiene un ciclo de trabajo mucho más bajo que las mecanicas.<br />
En la figura 4.5.4.12 puede verse el esquema de una prensa oleodinámica y sus partes esenciales. Realizan<br />
el movimiento del pistón contra la matriz por medio de la compresión del aceite.<br />
Las prensas oleodinámicas presentan una serie de caracteristicas como son: Elevada fuerza de<br />
compactación, alta productividad, facilidad de regulación, posibilidad de preselección del número de ciclos<br />
y constancia en el tiempo del ciclo de prensado preestablecido.<br />
Las prensas oleodinámicas están constituidas por la prensa propiamente dicha, la centralita oleodinámica y<br />
el equipo electrónico de automatismo.<br />
La relación de compactación se define como:<br />
V D<br />
CR = =<br />
V D<br />
LLENADO PRENSADO<br />
PRENSADO LLENADO<br />
En el prensado una relación de compactación baja reducira el desplazamiento del punzón y la cantidad de<br />
aire comprimido en la pieza compactada. Es deseable un valor de CR menor de 2. Materiales conteniendo<br />
granulos deformables y partículas fragiles y una alta densidad de llenado aseguran un valor bajo de la<br />
relación de compactación.<br />
43
Figura 4.5.4.12.- .Esquema de una prensa oleodinarnica y sus partes esenciales.<br />
2.- Estructura 14.- Cierre mecánico<br />
3.- Traversa móvil 15.- Amortizacion a muelle<br />
4.- Traversa fija<br />
Cilindro oleodinamico 16.- Freno mecanico<br />
Piston oleodinamico 17.- Central oleodinamica<br />
5.- Deposito de prellenado 18.- Conducción oleodinamican derecha<br />
6.- Valvula de prellenado<br />
7.- Multiplicador 19.- Conducción oleodinánica izquierda<br />
8.- Carro: soporte del polvo<br />
9.- Carro 20.- Cableado derecho<br />
10.- Carro: Motoreductor 21.- Cableado izquierdo<br />
11.- Carro: Cepillo del molde 22.- Bomba<br />
12.- Carro: Rascador del molde 23.- Automatismo<br />
13.- Extractor oleodinamico 24.- Cabina de mando de motor<br />
En la figura 4.5.4.13 puede verse el esquema de una prensa oleodinámica para la fabricación de baldosas<br />
cerámicas.<br />
44
Figura 4.5.4.13.- .Prensa oleodinárnica para la fabricacion de baldosas cerámicas.<br />
45
Por colada:<br />
El colado es un proceso que permite conseguir la formación de piezas cerámicas empleando pastas en<br />
estado barbotina. Este método se emplea para formar objetos que carecen de superficie de revolución.<br />
Dentro de este método existen dos procedimientos, el de colada hueca y el de colada maciza. El<br />
primero sirve para formar paredes delgadas y uniformes y el segundo para formar gruesas e<br />
irregulares.<br />
La barbotina para el colado debe tener una cantidad mínima de agua y una fluidez elevada, que se<br />
obtiene mediante la adición de reactivos especiales convenientemente dosificados.<br />
El proceso consiste esencialmente en lo siguiente: La barbotina se introduce en un molde de yeso,<br />
que absorbe una cantidad de agua considerable y provoca el endurecimiento de la pasta que esta en<br />
contacto con el molde de yeso.<br />
Los reactivos que reducen la viscosidad de la barbotina se denominan defloculantes, de los que los<br />
más comunmente empleados son el carbonato sódico, el silicato sódico y sus mezclas Estos<br />
defloculantes al conseguir reducir la viscosidad de la barbotina, a niveles que llegan a ser hasta del<br />
30 % de agua permiten un aprovechamiento o mayor de los moldes de escayola, una contracción de<br />
secado menor y tiempos de colado menor ( Tienen que absorber menos agua para que endurezca la<br />
pasta que esta en contacto con la pared del molde. Los controles mínimos a efectuar en una barbotina<br />
de colada son la densidad y la viscosidad.<br />
El colado presenta la ventaja con respecto a otros procedimientos de formación de piezas de que se<br />
pueden obtener piezas con formas verdaderamente complejas.<br />
Las barbotinas se preparan tratando la pasta, en plástico o en seco. En plástico proviene de un filtro<br />
prensa y se utiliza en fábricas de porcelana de vajillas, de gres y de loza. En seco, la pasta molida se<br />
introduce en un desleidor con el defloculante y la cantidad de agua correspondiente y se utiliza en<br />
fábricas de porcelana sanitaria y de refractarios.<br />
La operación de colado puede efectuarse de dos maneras, al vacío (con un solo molde, figura 4.5.4.14.a)<br />
o entre dos moldes (figuras 4.5.4.14.b y 4.5.4.14.c ).<br />
(a) (b) (c)<br />
Figura 4.5.4.14.- Maneras de efectuar la operación de colado: (a).- Colado a vacío<br />
(b).- Colada superpuesta con inyección (c).- Colado a presión<br />
El colado al vacío se realiza introduciendo la barbotina en un molde de yeso seco, con lo que se forma por<br />
absorción del agua de la barbotina una capa de un espesor determinado, dependiendo del tiempo que esta<br />
la barbotina en el molde, de la densidad de la barbotina, de las características del molde y del grado de<br />
plasticidad de la pasta.<br />
46
El, colado entre dos moldes de yeso se realiza introduciendo la barbotina entre las diversas partes de<br />
un mismo molde, de modo que llene el espacio interior completamente. La contracción de secado de la<br />
pieza permite separarla del molde con facilidad.<br />
4.5.5.- Secado.<br />
Es un proceso físico basado en la posibilidad de regular el contenido de agua en las arcillas, sin que se<br />
produzcan variaciones químicas en su composición.<br />
Por calor, a baja temperatura, se elimina de forma gradual el agua intersticial y parte de la de plasticidad<br />
hasta reducir el contenido a un 5 % con fuerte retracción, que puede producir fisuras en las piezas, por lo<br />
que debe ser un proceso gradual.<br />
La aplicación de energía calorífica a una masa arcillosa, el agua que ésta contiene sale a la superficie y se<br />
evapora.<br />
Según Bourry, durante la eliminación del agua se observa que:<br />
* La pasta disminuye de volumen, proporcionalmente al agua eliminada.<br />
* Comienzan a formarse huecos y la pasta sigue contrayéndose.<br />
* El volumen deja de disminuir, y los huecos que se producen son proporcionales al agua eliminada.<br />
En efecto, si tenemos una arcilla plástica formada por una mezcla muy íntima de partículas de arcilla<br />
finamente divididas y agua, esta arcilla debe su plasticidad a que, cuando se moldeó, las partículas están<br />
separadas por películas de agua de modo que podían deslizarse una sobre otra. Cuando el agua se elimina<br />
por evaporación, las partículas se aproximan al hacerse más delgadas las películas y la arcilla se contrae. El<br />
cambio de volumen de la arcilla es exactamente igual al agua perdida, y tiene lugar hasta que las partículas<br />
llegan a ponerse en contacto unas con otras.<br />
Los efectos son una pérdida de volumen y peso por la evaporación del agua, color más claro y adquisición<br />
de rigidez y cierta resistencia mecánica en las piezas.<br />
El mecanismo de eliminación del agua es complicado. Desde que el ladrillo se encuentra en contacto con el<br />
aire tiene lugar la evaporación en las superficies y la concentración de agua disminuye en ellas. Entonces la<br />
diferencia de concentración será el motor que empuje al agua del interior al exterior, para reemplazar el<br />
agua perdida por evaporación. Estos dos procesos, la evaporación en la superficie y la difusión a través del<br />
ladrillo, se realizan simultáneamente hasta que se interrumpa el secado o hasta el final del mismo.<br />
La retracción de la superficie es debida a la evaporación del agua, que la somete a una tensión elevada dada<br />
la naturaleza incompresible del interior, aún mojado. Como queda dicho, si la retracción de la superficie es<br />
excesiva se originan grietas, y con objeto de evitarlas es necesario que no se produzca un gradiente de<br />
humedad demasiado elevado, para lo cual hay que conseguir una velocidad de difusión lo más elevada<br />
posible y regular la velocidad de evaporación en la superficie en relación con la velocidad de difusión del<br />
agua.<br />
Un sólido en contacto con un gas, presenta en su superficie una película relativamente estacionaria de este<br />
gas, la cual sirve de capa aislante entre el gas y el sólido. Esta película es relativamente gruesa cuando la<br />
velocidad del gas es pequeña. Si ésta velocidad crece, el espesor de la película disminuye rápidamente, pero<br />
sin llegar nunca a desaparecer.<br />
El fenómeno de la evaporación en la superficie, es una difusión del agua al aire circundante, a través de la<br />
película de aire que se forma alrededor de la partícula de arcilla.<br />
47
La capa interior de la película, es decir, la que está en contacto con la superficie de los ladrillos, se mantiene<br />
saturada de humedad. El aire circundante no lo está: esto quiere decir que hay un gradiente de tensión del<br />
vapor de agua a través de la película estacionaria y, debido a el, el vapor de agua se difunde en la atmósfera<br />
exterior.<br />
La velocidad de difusión del vapor de agua a través de la película, es directamente proporcional a la<br />
superficie del ladrillo, inversamente proporcional al espesor de la película y directamente proporcional a la<br />
diferencia entre la tensión del vapor a la temperatura de la superficie interior de la película y la tensión<br />
parcial del vapor de agua en el aire ambiente.<br />
Como se dijo antes, es necesario aportar una determinada cantidad de calor para que el fenómeno no se<br />
interrumpa. Este calor provendrá del aire ambiente y se transmitirá por conducción a través de la película.<br />
Como la mayoría de los líquidos y los gases son malos conductores del calor, no es raro encontrar una gran<br />
resistencia a la transmisión del calor entre la superficie de contacto entre un fluido y un sólido, acompañada<br />
de una fuerte caída de temperatura en este punto.<br />
Por eso, durante el secado, la superficie de los ladrillos está fría y permanece fría hasta la evaporación<br />
completa del agua.<br />
Secaderos.<br />
<strong>Antigua</strong>mente se realizaba al aire apilando las piezas o en locales cerrados ventilados.<br />
Existen numerosos tipos de secaderos, entre l podemos distinguir:<br />
* Secaderos naturales.<br />
* Secaderos artificiales.<br />
* Fuentes de calor.<br />
* Secaderos de cámara.<br />
* Secaderos túnel.<br />
Los actuales procedimientos industriales son los de secaderos de cámaras o las estufas túneles (Figura<br />
4.5.5.1) a base de vagonetas que circulan en contra de una corriente de aire caliente que viene del horno.<br />
48
4.5.6.- Cocción.<br />
Figura 4.5.5.1.- Secadero túnel (a).- Vista lateral (b).- Vista superior<br />
La razón de ser de la cerámica, así como su importancia económica, se basan en el hecho de que la cocción<br />
de las pastas previamente moldeadas provoca una modificación fundamental en sus propiedades, dando<br />
lugar a un material duro de consistencia pétrea e inalterabilidad de forma, elevándose su dureza y resistencia<br />
mecánica, resistente al agua y a los productos químicos y que posee, además, características excelentes y<br />
muy diversificadas.<br />
La cocción de los productos cerámicos constituye, en consecuencia, la etapa más importante del proceso de<br />
fabricación. En efecto, en esta fase se pone de manifiesto si las operaciones o etapas de fabricación<br />
anteriores se han desarrollado convenientemente y si el producto cocido ha adquirido las propiedades y características<br />
deseadas fijadas por las normas nacionales o internacionales.<br />
En la industria cerámica, se entiende por cocción el proceso físico - químico de calentamiento, de acuerdo<br />
con un plan preestablecido, de las piezas crudas moldeadas, seguido de un enfriamiento según un plan igualmente<br />
bien definido. En él las arcillas se transforman en silicatos de aluminio cristalinos sin hidratar.<br />
No se conoce exactamente la influencia de algunos factores que intervienen en la cocción, no bastando con<br />
elevar la temperatura, pues cada tipo de producto necesita una determinada en función de su composición<br />
química, sus dimensiones y sobre todo del espesor.<br />
49<br />
(a)<br />
(b)
Si la cocción se hace lentamente, se mejora la calidad, pero con ello aumentan los costos. Industrialmente se<br />
estudian las curvas de temperatura-tiempo de cada horno para conseguir el equilibrio del sistema.<br />
Mediante el aporte de calor se produce un proceso de transformaciones físico-químicas que modifican la<br />
estructura química y cristalina de las arcillas de forma irreversible, adquiriendo consistencia pétrea y<br />
obteniéndose finalmente los productos cerámicos.<br />
Además de las transformaciones permanentes que experimentan las materias primas durante la cocción, que<br />
serán estudiadas a continuación, las piezas sufren igualmente un cierto número de modificaciones<br />
temporales, entre las que cabe destacar la dilatación que experimentan como consecuencia del<br />
calentamiento. También es importante tener en cuenta que las piezas cocidas aún calientes actúan, durante<br />
un cierto tiempo, como acumuladores de calor.<br />
Durante el proceso, se genera una movilidad atómica que conduce a la unión de las partículas y a la<br />
disminución de la porosidad. La variación de dimensiones que se produce modifica la porosidad,<br />
dependiendo del proceso de fabricación y del grado de cocción. Si las variaciones de volumen no se<br />
producen de modo regular durante el proceso de cocción, las piezas presentarán falta de uniformidad y<br />
tensiones. Es necesario, pues, controlar la velocidad de cocción ya que una contracción rápida puede llevar a<br />
tensiones y provocar la rotura.<br />
En la cocción de productos cerámicos preparados con materias primas arcillosas, es importante considerar el<br />
intervalo de cocción, es decir, el rango de temperatura entre el inicio de la vitrificación (formación de fase<br />
vítrea) y el inicio de la deformación. Este intervalo depende de las características de la pasta y debe ser lo<br />
más amplio posible, debiendo estar la temperatura óptima de cocción dentro de dicho intervalo, no<br />
demasiado cerca del inicio de la vitrificación para que el material no sea demasiado poroso, y no demasiado<br />
cerca del inicio de la deformación para que la pieza no quede deformada.<br />
Con un intervalo de cocción demasiado corto, cualquier pequeña diferencia de temperatura del horno hace<br />
que el producto pase de poco a demasiado cocido.<br />
Otro factor importante es el tiempo de cocción a la máxima temperatura, que depende de las dimensiones<br />
del producto ya que es necesario un tiempo que permita que las partes centrales del producto alcancen la<br />
temperatura requerida.<br />
Otras condiciones para una buena cocción son:<br />
(1).- Uniformidad de la temperatura en el horno lo más perfecta posible, evitando el contacto directo de la<br />
llama con el producto cerámico.<br />
(2).- Control de la curva de cocción (Figura 4.5.6.1) incluso durante el calentamiento y enfriamiento, ya que<br />
pueden presentarse tensiones que produzcan roturas.<br />
(3).- Atmósfera del horno controlada.<br />
La cuestión es más complicada para las piezas gruesas, puesto que la superficie se calienta más rápidamente<br />
que el interior, y de este gradiente de temperatura resulta una contracción exterior más rápida, que puede<br />
tener como resultado la fisuración del producto. Es esencial que la diferencia de temperatura entre el núcleo<br />
y la superficie de la pieza, en el momento del paso por los puntos críticos resulte pequeña para que los<br />
cambios dimensionales que experimente el material en las citadas zonas sea lo más parecido posible.<br />
Entonces, la curva de cocción deberá de establecerse en función de las características de los materiales<br />
atendiendo a su forma.<br />
50
La cocción puede considerarse como la fase más delicada de todo el proceso de fabricación cerámica,<br />
porque un gran número de defectos del producto cerámico se manifiestan después de la misma, aunque su<br />
origen esté en una etapa anterior del proceso de fabricación.<br />
Figura 4.5.6.1.- Ciclo de cocción en un horno túnel.<br />
Transformaciones que tienen lugar durante la cocción.<br />
Durante la operación de cocción intervienen tres factores fundamentales: temperatura, tiempo y atmósfera<br />
del horno.<br />
Los fenómenos que se desarrollan durante la cocción pueden clasificarse en fenómenos físicos y fenómenos<br />
químicos.<br />
Los fenómenos físicos se manifiestan en todos los materiales crudos o cocidos y pueden citarse la dilatación<br />
térmica, las transformaciones alotrópicas, la densificación, la fusión de ciertos constituyentes, etc.<br />
La dilatación térmica es un efecto de la elevación de la temperatura y se manifiesta de modo que el volumen<br />
aumenta en ausencia de transformaciones que modifiquen la naturaleza del material. En el caso general, la<br />
dilatacion es isotrópica.<br />
Las transformaciones alotrópicas son propias de las fases cristalinas y pueden producir grandes<br />
perturbaciones en el material. Así, por ejemplo, el cuarzo presenta una transformación α ⇔ β a los 573 °C.<br />
Esta transformación va acompañada de una variación de volumen del 0.8 %. Este fenómeno es necesario<br />
considerarlo en productos crudos o cocidos que presenten cuarzo libre.<br />
A más alta temperatura, a partir de los 920 °C y bajo la acción de mineralizadores, el cuarzo -α da<br />
cristobalita - β con un aumento de volumen del 14.3 %.<br />
51
En los productos cocidos, la cristobalita se transforma reversiblemente en la variedad , entre 240 y 170 °C,<br />
con una variación de volumen comprendida entre el 3 y el 7%. De estas transformaciones se deriva la baja<br />
resistencia al choque térmico de los productos refractarios a base de sílice.<br />
Entre los fenómenos químicos que se pueden producir se pueden citar, esencialmente, los que conciernen a<br />
los silicatos y silico - aluminatos, compuestos fundamentales de las materias primas cerámicas, y los que<br />
conciernen a los compuestos denominados impurezas, presentes en las mismas.<br />
De modo general, los diferentes constituyentes pueden entrar en reacción y dar nuevos componentes según<br />
la atmósfera del horno.<br />
(I).- Transformaciones que se presentan en los silicatos y silico - aluminatos.<br />
Muchos de los silicatos y silico - aluminatos que constituyen las materias primas naturales contienen agua<br />
bajo diferentes formas, según el tipo de unión química presente en estos silicatos. Se pueden distinguir<br />
diferentes tipos de agua lígala: el agua libre (humedad), el agua ligada por adsorción, el agua zeolitica y el<br />
agua de constitución.<br />
Después de la deshidratación tiene lugar la destrucción del retículo cristalino y la formación de nuevas fases<br />
cristalinas y vítreas.<br />
(II).- Transformaciones que presentan las impurezas.<br />
- Descomposición de carbonatos, que tiene lugar entre 800 y 900 °C. En las pastas a base de silicatos de<br />
aluminio se nota que su descomposición se acelera y se forma progresivamente wollastonita, gelenita y<br />
anortita en las pastas cálcicas y diópsido en las dolomiticas.<br />
- Los carbonatos ferrosos se descomponen a óxido férrico sobre los 370 °C y a alta temperatura se forma<br />
magnetita (Fe3O4).<br />
- Los hidróxidos de aluminio hidratados pasan a óxidos sobre los 300 °C.<br />
- La presencia de materia orgánica produce una descomposición gradual, en atmósfera oxidante, entre los<br />
300 y 900 °C.<br />
-El sulfato de cal es estable hasta los 1100 °C y el sulfato de magnesio descompone antes de los 1000 °C.<br />
Por tanto, el proceso esquematizado en la cocción es el siguiente:<br />
- DE 0° A 400°: SE ELIMINA RESIDUO DE HUMEDAD CON DILATACIÓN DE LA PASTA.<br />
- DE 400° A 600°: ELIMINACIÓN DEL AGUA COMBINADA.<br />
DESCOMPOSICIÓN EN ÓXIDOS.<br />
RETRACCIÓN DE LA PASTA Y AUMENTO DE POROSIDAD.<br />
- DE 600° A 900°: FORMACIÓN DE UN METACAOLÍN INESTABLE.<br />
- DE 900° A 1000°: FORMACIÓN DE SILICATOS POR REACCIÓN DE LOS ÓXIDOS.<br />
- MÁS DE 1000°: TRANSFORMACIÓN MOLECULAR DE LOS SILICATOS CRISTALIZANDO<br />
EN AGUJAS.<br />
- SOBRE 1800°: FUSIÓN DEL MATERIAL VITRIFICANDO.<br />
En la figura 4.5.6.2 puede verse un ejemplo de las transformaciones minerales que pueden presente durante<br />
el proceso de cocción.<br />
52
Figura 4.5.6.2.- Ejemplo de las transformaciones minerales que pueden presente durante el proceso de<br />
cocción<br />
53
Hornos cerámicos.<br />
Clasificación de los hornos cerámicos.<br />
(1).- Por la forma de calentamiento:<br />
(2).- Por el tipo de proceso:<br />
- Eléctricos.<br />
- De combustión: - Con combustible sólido.<br />
- Con combustible liquido.<br />
- Con combustible gaseoso.<br />
- Intermitentes.<br />
- Continuos.<br />
(3).- Por las disposiciones del material con respecto a los productos de combustión:<br />
- De llama libre.<br />
- Muflado.<br />
Se observa que los hornos pueden ser de tipo discontinuo como los primitivos o continuos como los actuales<br />
con mayor rendimiento. El combustible puede entrar o no en contacto con las piezas, consiguiéndose<br />
menores impurezas en el último caso.<br />
Las temperaturas de trabajo suelen ser las siguientes:<br />
- Productos porosos de ladrilleria y tejería: 900° a 1000°C<br />
- Loza y gres cerámico: 1000° a 1300°C<br />
- Porcelana, refractarios y vitrificados: 1300° a 1500°C<br />
Dependen del tipo de arcilla empleada y el tipo de horno, por ello se establece una curva teórica de cocción<br />
que se consigue en cada caso determinado.<br />
Diferentes tipos de hornos cerámicos :<br />
El punto de vista más importante para la elección del horno es su modo de funcionamiento.<br />
Vamos a considerar diversos tipos de hornos empleados actualmente.<br />
(i).- Hornos de funcionamiento periódico (Intermitentes).<br />
Se entiende por hornos intermitentes aquellos que necesitan una interrupción entre los ciclos de cocción. El<br />
esquema del proceso es:<br />
- Entrada de los productos.<br />
- Precalentamiento.<br />
- Cocción de los productos.<br />
- Enfriamiento de los productos.<br />
- Salida de los productos.<br />
54
Los tiempos que ocupan estas operaciones no son idénticos y difieren considerablemente según el producto<br />
a cocer y la naturaleza del proceso. La cocción se realiza según una curva de temperatura que debe estar<br />
adaptada al producto, es decir, que las variaciones de temperatura con el tiempo puedan ser soportadas por<br />
las piezas sin que aparezcan daños.<br />
Debido al sistema de funcionamiento de este tipo de hornos, en los que muros y bóveda están sometidos al<br />
mismo ciclo de temperatura del material, interesa que éstos sean capaces de absorber y desprender calor,<br />
como mínimo con la misma facilidad que éste. Interesa también, para reducir el gasto de calentamiento,<br />
reducir el peso de los mismos y que el calor especifico del revestimiento refractario sea bajo, con el fin de<br />
conseguir un mayor rendimiento térmico por este concepto.<br />
Con el empleo de los materiales aislantes (Baja densidad) en la construcción del horno se consigue:<br />
- Disminución de los espesores del revestimiento.<br />
- Disminución de la masa del conjunto.<br />
- Disminución de la capacidad calorífica.<br />
-Mayor resistencia a las variaciones de temperatura.<br />
- Facilidad de montaje, sobre todo en materiales fibrosos.<br />
Para aprovechar las ventajas de estos productos se deben tener en cuenta ciertas precauciones de uso, como<br />
son:<br />
(1).- Debido a su baja resistencia a la abrasión, al esfuerzo mecánico y a su textura porosa, se debe evitar su<br />
utilización en instalaciones donde existan estos riesgos.<br />
(2).- Debido a su estructura porosa, estos materiales son más vulnerables a cualquier agresión química,<br />
gaseosa o líquida.<br />
Si comparamos distintos aislamientos se observa que la forma de aislamiento qué permite una mayor<br />
reducción de peso por m 2 (aproximadamente 2<br />
) y reduce la capacidad calorífica en la misma proporción,<br />
3<br />
así como el espesor del mismo, es la que utiliza fibras cerámicas en la cara caliente.<br />
El empleo de este tipo de aislantes también permite, debido a las consideraciones anteriormente expuestas,<br />
reducir los ciclos de cocción en dichos hornos.<br />
En la figura 4.5.6.2 se representa un horno intermitente para la cocción y recocción de sanitarios. Puede<br />
realizarse con una o dos puertas de entrada y salida, con abertura mediante batiente o con abertura mediante<br />
elevación hidráulica. La carga de las vagonetas puede realizarse en altura en una o más capas, gracias al<br />
particular sistema de distribución de la energía térmica que prevé una serie de quemadores colocados en<br />
sentido vertical.<br />
Los quemadores funcionan mediante sistema de combustión de tipo aire y gas modulados. El sistema de<br />
combustión viene realizado colocando en ambos lados del horno una serie de quemadores ubicados en<br />
sentido vertical (cuyo número depende de la altura de la carga a realizar) y de manera alternativa con<br />
relación a los laterales de las vagonetas.<br />
La salida de los humos tiene lugar a través de chimeneas, colocadas al tresbolillo entre sí y ubicadas entre<br />
una hilera y otra de quemadores y con entrada puesta al nivel de la base de las vagonetas. Un especial<br />
sistema neumático, formado por tubos toroidales agujereados, utilizando la señal procedente de un<br />
transmisor, controla la presión en el seno del horno creando más o menos obstrucción a la salida de los<br />
humos.<br />
55
Figura 4.5.6.2.- Horno intermitente para la cocción de sanitarios<br />
56
Figura 4.5.6.2.- Horno intermitente para la cocción de sanitarios.<br />
57
Cuando los productos cerámicos no soportan el contacto directo con los gases de combustión, se utilizan<br />
hornos de mufla. En este tipo de hornos, los gases de combustión circulan entre la mufla y el revestimiento<br />
del horno. En el horno de mufla representado en la figura 4.5.6.3 el hogar está a los lados del horno y los<br />
gases de combustión suben por las paredes, pasan por la bóveda de la mufla y descienden por los lados<br />
frontales.<br />
(ii).- Hornos continuos.<br />
Horno Hoffmann.<br />
Figura 4.5.6.3.- Horno muflado con calefacción lateral.<br />
1.- Hogar.<br />
2.- Mufla<br />
3.- Conductos de gases de combustión.<br />
Los hornos continuos aparecieron como una solución más rentable a la fabricación de productos cerámicos.<br />
El funcionamiento continuo de los hornos se caracteriza por el desarrollo ininterrumpido de la cocción y la<br />
posibilidad de efectuar las diferentes etapas sin variar el ritmo de la producción. El horno Hoffmann fue el<br />
primer horno de funcionamiento continuo y se caracteriza por una colocación fija de los productos<br />
cerámicos y una cocción móvil.<br />
El horno Hoffmann constituyó un progreso considerable en la cocción de tejas y ladrillos. En un principio<br />
fue un horno circular, aunque por diversas razones se abandonó esta forma, adoptando hoy en día la forma<br />
ovalada. Dicho horno, que todavía se utiliza, presenta dos galerías paralelas unidas en sus extremos por<br />
cámaras de paso redondas o rectangulares (Figuras 4.5.6.4 y 4.5.6.5 ).<br />
Tiene un gran rendimiento térmico evacuando los gases quemados y los productos cocidos a muy baja<br />
temperatura. Se llenan de ladrillos todas las cámaras menos dos que sirven de carga y descarga. El<br />
combustible se suministra por la cubierta.<br />
En las primeras cámaras los ladrillos ya están cocidos y el aire que entre los enfría calentándose él,<br />
sirviendo luego de comburente en la zona de cocción y precalentando los ladrillos recién cargados hasta<br />
salir por una válvula próxima a un tabique de papel que se coloca delante de las cámaras de carga y<br />
descarga.<br />
El tabique se va cambiando de sitio, abriéndose la válvula inmediatamente anterior y usando de carga y<br />
descarga las cámaras siguientes de forma rotativa.<br />
58
Figura 4.5.6.4.- Horno Hoffmann.<br />
Figura 4.5.6.5.- Esquema de un horno Hoffmann<br />
Tienen los inconvenientes del contacto directo del combustible con las piezas y de la imposibilidad de<br />
regular la temperatura en cada momento.<br />
Se pueden cocer unas 200000 piezas al día con una economía de carbón del 60 % respecto a los hornos<br />
intermitentes.<br />
La figura 4.5.6.6 muestra un dibujo esquemático de este horno, en el que todas las cámaras están llenas y<br />
todas las puertas cerradas, excepto las que dan a las cámaras 1 y 2. Hay dos planchas de papel que limitan la<br />
cámara 12 , las restantes están quemadas. La cámara 8 se halla en acción. La alimentación de combustible<br />
tiene lugar echando polvo de coque o similar en tubos verticales que pasan entre los ladrillos a cocer.<br />
59
El aire fresco entra por succión de la chimenea por las puertas de las cámaras 1 y 2 y pasa por los productos<br />
cocidos que, partiendo de 3 a 7, tienen temperatura creciente. Con ello se consigue que el producto se enfríe<br />
pero, al mismo tiempo, se aprovecha el calor de los productos y de las paredes para el secado y se consigue<br />
que el aire fresco llegue muy caliente al hogar, lo que representa un gran ahorro de combustible.<br />
El gas deja el hogar a una temperatura de 900 °C y en su camino a través de las siguientes cámaras se enfría<br />
a unos 250 °C. Con ello los ladrillos se calientan fuertemente antes de que empiece su cocción. En la figura<br />
se ve abierta la cámara 1. En vistas a una buena economía de combustible, el aire debe hacerse pasar por<br />
tantas cámaras como lo permita la succión de la chimenea. A veces se ayuda la succión con un ventilador.<br />
La compuerta de papel de la cámara 12 impide que la corriente de aire frío pase desde la cámara 1.<br />
En las cámaras 1 y 2 la temperatura es moderada y se puede trabajar. Se llenan los ladrillos y tejas crudas y<br />
se sacan las cocidas de la cámara 3.<br />
Figura 4.5.6.6.- Modo de trabajo de un horno Hoffmann.<br />
Variantes del horno Hoffmann son el horno en zigzag y el horno de cámaras múltiples.<br />
Horno túnel:<br />
Son de hogar fijo moviéndose las piezas a cocer. El horno túnel de llama libre es el más clásico y simple de<br />
los hornos túnel. Está constituido por una galería recta con una sección relativamente pequeña y una<br />
longitud que puede alcanzar los 130 metros. La galería está provista de puertas a ambos lados (Figuras<br />
4.5.6.7 y 4.5.6.8. ).<br />
El producto cerámico que se va a cocer se coloca en vagonetas que recorren lentamente la galería desde un<br />
extremo al otro. Las vagonetas cargadas llenan casi por completo el interior del horno y circulan sobre<br />
raíles. A intervalos regulares se introduce una vagoneta de producto crudo y se extrae otra de producto cocido.<br />
El movimiento de las vagonetas en el interior del horno es continuo y uniforme.<br />
Las vagonetas están constituidas por una parte metálica inferior, con ruedas, que sostiene una capa de<br />
material aislante y refractario; la parte superior del refractario, que sostiene el material que se cuece, tiene<br />
espacios a través de los cuales pasan las llamas y productos de combustión. Las vagonetas forman un<br />
diafragma horizontal que aísla del calor todo lo que está situado por debajo y en particular las partes<br />
metálicas de la vagoneta.<br />
Con objeto de que el aislamiento sea más perfecto, los bordes de la vagoneta están prolongados y tienen una<br />
forma curva, de modo que estos lados curvos están colocados en dos canales laterales rellenos de arena.Las<br />
vagonetas circulan por la acción de un mecanismo de empuje, generalmente hidráulico, que permite el<br />
empuje en ambos sentidos. El movimiento puede ser intermitente o continuo y suele estar comprendido<br />
entre 40 y 90 minutos.<br />
60
A lo largo del horno túnel se distinguen tres zonas principales ( Figura 4.5.6.7):<br />
(1).- Zona de precalentamiento, (2).- Zona de cocción (3).- Zona de enfriamiento.<br />
A ambos lados de la zona de cocción, situada en la par te central del túnel, se encuentran los mecheros, que<br />
pueden ser de fuel o de gas. La extracción de aire se realiza en la primera parte de la zona de<br />
precalentamiento, de tal modo que se crea una corriente de los productos de combustión en sentido opuesto<br />
al de circulación de las vagonetas. El calentamiento del material es, de este modo, gradual hasta la<br />
temperatura máxima. Una vez atravesada la zona de cocción, se produce un enfriamiento gradual mediante<br />
una corriente de aire que circula en contracorriente y que se introduce en el horno por medio de<br />
ventiladores.<br />
El aire de los ventiladores se calienta al circular entre el material cocido y alcanza la zona de cocción,<br />
recuperando así el calor; en la zona de cocción el aire se mezcla con los productos de combustión y, en<br />
parte, sirve de aire de combustión. Además, las paredes, en la zona de enfriamiento, presentan unos intersticios<br />
por los que circula el aire frío. Parte del aire caliente se recupera en los secaderos.<br />
Para graduar el enfriamiento y tener la posibilidad de modificar la curva de cocción, en la zona descendiente<br />
se tiene el aire de enfriamiento directo, que ha pasado desde la entrada por las vagonetas que van a salir del<br />
horno y circula en sentido contrario, y una acción de enfriamiento indirecto obtenido haciendo pasar parte<br />
de este aire por los canales situados entre dos paredes del horno.<br />
Figura 4.5.6.7.- Horno túnel de llama libre.<br />
61
l.<br />
Figura 4.5.6.8.- Horno túnel con llama directa.<br />
1.- Galería de cocción. 2.- Quemador inferior. 3.- Quemador superior.<br />
4.- Conducción de aire comburente. 5.- Foso 6.- Conducción de gas.<br />
En la figura 4.5.6.9 pueden verse la vista lateral, la superior y una sección transversal de un horno túne<br />
62
Figura 4.5.6.9.- Vista lateral, superior de un horno túnel.<br />
63
Figura 4.5.6.9.- Sección transversal de un horno túnel.<br />
Para la fabricación, con gasóleo o fuel, de soporte de azulejo, gres rojo y clinker y con gas para la fabricación<br />
de artículos sanitarios y productos cerámicos de pavimento esmaltados se emplean hornos tuneles<br />
2<br />
m<br />
cocido<br />
semimuflados. La producción oscila entre 800 y 5000 o 8000 y 50000 Kg de producto . Su<br />
dia dia<br />
longitud está comprendida entre 35 y 130 metros y su anchura y altura entre 720 -1200 mm y 720 - 1080<br />
mm respectivamente.<br />
La temperatura de cocción máxima es de 1250 °C y el consumo específico está comprendido entre 650 y<br />
1200 Kcal<br />
de producto cocido.<br />
Kg<br />
Este horno está dotado de una puerta de entrada plegable y un empuje automático mediante empujador<br />
hidráulico. En la zona de precalentamiento y cocción posee cámaras de combustión independientes y<br />
doradas de regulación de temperatura de arriba a abajo mediante juntas de refractario maniobrables desde el<br />
exterior. En la zona de enfriamiento posee enfriamiento rápido, indirecto horizontal forzado, directo<br />
forzado, natural vertical y final.<br />
La diferencia entre el horno de llama libre y el horno semimuflado está en la zona de precalentamiento en la<br />
que los productos de combustión, en el caso de horno semimuflado, pueden seguir el camino normal como<br />
en el horno de llama libre o pueden entrar en canales muflados que forman las paredes laterales de la misma<br />
zona de precalentamiento. Por esto, para materiales especialmente sensibles, ricos en materia orgánica o con<br />
facilidad para adsorber los productos de combustión, se tiene un precalentamiento con un ambiente puro,<br />
que favorece la combustión de la materia orgánica y, por otra parte, permite una mejor regulación de la<br />
temperatura, de modo especial si se presentan dos canales muflados por cada lado regulables<br />
independientemente.<br />
64
Los hornos que algunos constructores de hornos llaman semimuflados son hornos de llama libre, en los que<br />
delante de los mecheros presentan una defensa que impide que las llamas alcancen al material que se cuece.<br />
En ladrillería se emplean hornos túnel de vagonetas con secciones mucho mayores, del orden de 1.8 m de<br />
ancho e incluso más. En estos hornos, la colocación de las piezas cerámicas en la vagoneta es de un interés<br />
primordial para la efectividad de los mismos (Figura 4.5.6.10 ).<br />
Figura 4.5.6.10.- Colocación de los ladrillos en las vagonetas.<br />
Los hornos túnel muflados se caracterizan porque los gases de combustión no están nunca en contacto con<br />
el material a cocer , ya que hasta la zona de cocción presenta canales a ambos lados de la galería. Las<br />
paredes internas de los canales están construidas de material refractario y los productos de combustión se<br />
enfrían en su transcurso hacia la entrada del horno por los canales. En este tipo de horno el calentamiento es<br />
muy gradual y la zona de enfriamiento es similar a la de los hornos túnel mencionados anteriormente.<br />
La evolución de los hornos túnel se ha desarrollado hacia la búsqueda de reducir el consumo específico,<br />
bien mediante el incremento de las dimensiones del horno o bien mediante el aumento de la velocidad de<br />
paso del producto por su interior.<br />
El incremento de las dimensiones del horno se realiza tanto en longitud como en anchura y asimismo se<br />
reduce la estructura adoptando perfiles más anchos con bóvedas ligeras siendo, por tanto, el calentamiento<br />
lateral con quemadores de alta velocidad. Los quemadores se colocan de manera que desemboquen en los<br />
espacios libres dejados entre cada vagoneta y generalmente se paran en los momentos de cada impulsión, a<br />
fin de evitar un impacto sobre la carga. Estos hornos son típicos de ladrillos y tejas y porcelana sanitaria.<br />
La evolución de los hornos túnel, en cuanto al aumento de velocidad del producto, ha llevado a la creación<br />
de hornos túnel de vagonetas de una sola capa, de hornos túnel de cinta transportadora y de hornos de<br />
rodillos de una o varias capas superpuestas.<br />
El horno túnel de una sola capa es comparable a un pequeño horno túnel muflado, con vagonetas ligeras<br />
recubiertas de una sola capa de piezas cerámicas apoyadas sobre un enrejado de acero refractario (Figura<br />
4.5.6.11) o sobre soportes refractarios verticales. El calentamiento se produce por la radiación de la superficie<br />
por encima de la cual se encuentra el canal que recorre los productos de combustión.<br />
65
Hornos de rodillos (Figura 4.5.6.12).<br />
Figura 4.5.6.11.- Esquema de un horno túnel monoestrato de vagonetas.<br />
En los hornos de rodillos , estos producen un movimiento, de traslación continuo y suave. Pueden estar<br />
preparados para cocer con placas refractarias o sin ellas. El horno túnel de cocción sobre rodillos de piezas<br />
cerámicas mediante placas refractarias presenta ciclos de ejecución rápidos y consumos reducidos. Así, los<br />
ciclos de cocción son de 2 - 3 horas para hornos sin placas y de 45 - 65 minutos con ellas.<br />
Los rodillos pueden ser de material refractario, principalmente sillimanita, o de acero inoxidable tipo Iconel<br />
. Los inconvenientes son, en el material refractario, la fragilidad y, en el acero inoxidable, la curvatura de<br />
los rodillos.<br />
Presentan las mismas zonas características que los hornos túnel (Figura 4.5.6.13), son normalmente de llama<br />
libre y utilizan combustible gaseoso, gas natural o GLP. Debido a la cocción en llama libre, el consumo<br />
energético especifico es sensiblemente más bajo que en los hornos muflados, siendo del orden de las 2926<br />
KJ/Kg de producto cocido para el caso de monococción de pavimento gresificado y del orden de 2090<br />
KJ/Kg de producto cocido en el caso de cocción de producto esmaltado (bicocción).<br />
Otro tipo de diferencias entre estos hornos son la utilización de fibra cerámica refractaria o de ladrillo<br />
refractario de calor especifico bajo. Por la inercia térmica es más aconsejable la fibra cerámica, pero por el<br />
ataque de diversas sustancias a la fibra cerámica y en especial su deterioro con el tiempo, parece más<br />
interesante el ladrillo refractario.<br />
Sus características estructurales son:<br />
- Estructura modular prefabricada.<br />
- Aislamiento mediante especiales refractarios ligeros de estructura microporosa para los elementos en<br />
contacto con el fuego y fibras cerámicas para los no expuestos a la llama.<br />
- Bóveda del horno en refractario aislante colgando de la carpintería del módulo mediante ganchos de acero<br />
inoxidable.<br />
- La solera está realizada con material refractario cuyo revestimiento de protección es de placas de<br />
refractario denso.<br />
- Paneles exteriores en chapa de acero esmaltada.<br />
66
Figura 4.5.6.12.- Horno de rodillos de un solo piso.<br />
67
Figura 4.5.6.12.- Horno de rodillos de un solo piso. Vistas laterales y superior. Secciones transversales.<br />
68
Figura 4.5.6.13.- Esquema de un horno túnel de rodillos.<br />
l sistema de movimiento de los rodillos es accionado por motorreductores con inversión y transmisión del<br />
movimiento mediante pares de engranajes cilíndricos de dientes helicoidales (Figura 4.5.6.14), con<br />
lubricación en baño de aceite, emparejados a cada rodillo. Cada engranaje está acoplado, mediante un perno,<br />
a una copa especial que, actuando en conjunto con un par de resortes laminares moldurados, asegura el<br />
centrado de la pinza porta - rodillo y su arrastre correcto.<br />
Figura 4.5.6.14.- Engranajes cilíndricos de dientes helicoidales para el movimiento de los rodillos.<br />
Los rodillos descansan sobre cojinetes de banda ancha en el lado libre, mientras que al extremo opuesto<br />
viene fijada una pinza metálica especial que permite el enganche rápido de los mismos a la copa indicada<br />
anteriormente.<br />
El sistema de combustión es de aire fijo - gas modulado o aire modulado y gas modulado. Los quemadores<br />
son de alta velocidad, van provistos de válvulas de seguridad y repartidos en grupos autorregulados<br />
instalados por arriba y por debajo de la carga y van equipados de válvula moduladora.<br />
Todos los quemadores cuentan con dispositivos de encendido automático y control de la llama.<br />
Existen hornos de rodillos de dos o más pisos (Figura 4.5.6.15), con lo que se pueden tener pues dos o más<br />
hornos en un único equipo, con todas las ventajas de la economía de escala:<br />
69
• aprovechamiento del espacio del establecimiento industrial<br />
• utilización de estructuras comunes de soporte y de aislamiento térmico<br />
• optimización de los gastos de transporte, instalación, gestión.<br />
La zona de enfriamiento rápido, precedida por un tramo de estabilización, está separada de la zona de<br />
cocción por una doble serie de diafragmas. Cada canal tiene su propio ventilador y su propio circuito de<br />
regulación, con el fin de evitar interacciones de presiones.<br />
El enfriamiento lento viene realizado de manera independiente por cada canal, mediante la inyección<br />
modulada de pequeñas cantidades de aire a través de unos tubos distribuidores ex profeso. El enfriamiento<br />
final se efectúa mediante un intenso chorro de aire procedente de gruesos tubos perforados por arriba y por<br />
debajo del plano de rodillos.<br />
El aire caliente capturado viene utilizado en otros equipos del establecimiento (por ejemplo en los<br />
secaderos).<br />
Figura 4.5.6.15.- Horno de rodillos de varios pisos.<br />
70
Para la cocción de cantidades del orden de los 500 - 700 de productos cerámicos de pavimento o<br />
dia<br />
revestimiento esmaltados (Segunda cocción), se han utilizado ampliamente los hornos de canales. Son<br />
hornos muflados con movimiento mediante placas de arrastre accionadas por un empujador. Permiten una<br />
buena homogeneización de la temperatura y dan una producción aceptable (Fiquras 4.5.6.16 y 4.5.6.17).<br />
2<br />
m<br />
Figura 4.5.6.16.- Esquema de un horno bicanal.<br />
Figura 4.5.6.17.- Esquema de un horno tricanal.<br />
Finalmente, entre las ventajas de los hornos túnel figuran:<br />
- Un ahorro de mano de obra,<br />
- Un trabajo más racional,<br />
- Un mejor aprovechamiento del calor,<br />
- El aumento del tiempo de cocción<br />
- Una regulación automática y precisa.<br />
71
Tipos de piezas según su cocción y composición química.<br />
Las piezas cerámicas se destinan a diferentes usos y presentan diversos aspectos según la temperatura de<br />
cocción y su composición química:<br />
- 900° y 1000°: Productos porosos para ladrillería y tejería.<br />
- 1100° y 1300°: Productos semiporosos de loza y gres cerámico.<br />
- 1300° y 1500°: Productos impermeables de gres vitrificado. Porcelana y refractarios.<br />
De acuerdo al cociente entre sus óxidos Al2O3 y Fe2O3, según el porcentaje que contengan las materias<br />
primas se clasifican en:<br />
- A<br />
> 5.5 : Arcillas puras de alúmina para refractarios y porcelana de color blanco.<br />
F<br />
- A<br />
< 5.5 : Arcillas ricas en alúmina y pobres en hierro para lozas y color amarillo grisáceo.<br />
F<br />
- A<br />
= 3 : Arcillas pobres en alúmina y ricas en hiero para materiales de construcción (tejería). Color rojo a<br />
F<br />
violáceo.<br />
- A<br />
= 1.5: Arcillas ricas en hierro y cal. También para construcción. Colores rojo claro y blanco<br />
F<br />
amarillento.<br />
Efecto de las impurezas: Las impurezas que aportan las arcillas, debido a su origen sedimentario, pueden<br />
mejorar alguna propiedad del material cerámico pero perjudicar otras. En esquema el efecto es el siguiente:<br />
SiO2 (arenas):<br />
Aportan dureza y resistencia mecánica a las piezas y son desgrasantes pero quitan homogeneidad. Para<br />
evitarlo se deben moler muy finamente. Se detectan por el tacto, tamaño del grano y brillo.<br />
CO3Ca (caliza):<br />
Tiene un efecto fundente y vitrificante pero al cocer las arcillas se descomponen dando cal viva<br />
CO3Ca calor ⇒ CO2 + CaO<br />
y esta se hidrata con carácter muy expansivo al mojar las piezas fisurándolas. Son los denominados<br />
"Caliches" que se evitan en parte moliendo finamente. Se detectan por su color blanco.<br />
CO3Mg (dolomía):<br />
Se descompone a mayor temperatura que la caliza por lo que no produce su efecto. Es refractaria.<br />
Fe2O3 ( óxido de hierro) :<br />
Aporta resistencia mecánica. Da arcillas más bastas y heterogéneas. Da coloración rojiza o gris.<br />
SO4Ca (yeso) y álcalis:<br />
No aportan ventaja alguna y por su solubilidad en agua y posterior cristalización forman eflorescencias o<br />
manchas externas. Si lo hacen internamente disgregan las piezas.<br />
72
4.6.- TIPOLOGIA DE PRODUCTOS CERAMICOS.<br />
Debido a la facilidad de moldeo que presenta la arcilla, la variedad de productos cerámicos que se pueden<br />
fabricar con ella es enorme, por lo que es necesario realizar una clasificación sistemática en base al tipo de<br />
aplicación a que se destinan.<br />
4.6.1.-Ladrillos y bloques.<br />
Piezas paralepipédicas destinadas a la realización de fábricas (muros, pilares, arcos,etc.). Sus caras y sus<br />
aristas tienen las siguientes denominaciones (Figura 4.6.1.1):<br />
- Soga el largo, tizón el ancho y grueso o sardinel el espesor.<br />
- Tabla sus caras mayores, canto la longitudinal y testa la que corresponde al ancho.<br />
Figura 4.6.1.1.- Nomenclatura de los elementos geométricos de un ladrillo.<br />
Su clasificación se realiza en base a diversos criterios según su fabricación, grado de cocción, forma, etc. ,<br />
siendo los criterios más utilizados los siguientes:<br />
Por la porosidad abierta (de los huecos) en relación al volumen total – Norma UNE 67-019-84 (Figura<br />
4.6.1.2):<br />
- Ladrillos macizos, que se designan por la letra M. Ladrillo totalmente macizo o con taladros<br />
(perforaciones) en tabla de volumen no superior al 10 % del volumen de la pieza. Cada perforación tendrá<br />
una sección no superior a 2.5 cm 2 .<br />
- Ladrillos perforados que se designan por la letra P. Ladrillo con taladros en tabla de volumen superior al<br />
10 % del volumen de la pieza. Tendrán, al menos, tres perforaciones. Ninguna perforación tendrá una<br />
superficie mayor de 7 cm 2 ( 2.98 cm de diámetro en el caso de perforación circular).<br />
- Ladrillos huecos que se designan por la letra H. Ladrillo con taladros en canto o testa de volumen<br />
superior al 10 % del volumen de la pieza. Cada perforación tendrá una sección no superior s a 16 cm 2 .<br />
Los ladrillos huecos, según el número de niveles de perforaciones que presenten, pueden ser a su vez,<br />
(Figura 4.6.1.3 ):<br />
- Hueco simple (h/s)<br />
- Hueco doble (h/d)<br />
- Hueco triple (h/t)<br />
- Rasilla<br />
73
Figura 4.6.1.2.- Tipos de ladrillo según el volumen de los huecos respecto al volumen total<br />
geometrico.<br />
Gran formato<br />
Figura 4.6.1.3.- Tipos de ladrillo según el número de huecos.<br />
74
Figura 4.6.1.3bis.- Ladrillos de gran formato<br />
75
Por el formato.<br />
La longitud (soga) y anchura (tizón), se mantienen constantes en cada tipo existiendo cuatro formatos:<br />
- Formato nacional : 11.5 x 24 cm. (12 tizón y 24 soga)<br />
- Formato catalán : 14 x 29 cm.<br />
- Bloques : 33x25 , 33x20, 50x25, etc.<br />
- Bardos : 20 x 50 cm. (pueden ser 60 – 70 - 80 y 100).<br />
Los bloques cerámicos (Figura 4.6.1.4), generalmente, se usan para la construcción de naves, tanto<br />
industriales como ganaderas. Entre sus características se pueden destacar las siguientes :<br />
- Rapidez de colocación<br />
- Excelente adherencia a yesos y morteros<br />
- Aislamiento a humedades<br />
- Aislamiento térmico<br />
- Rozas sin problemas<br />
Figura 4.6.1.4.- Bloques cerámicos. Tipos y dimensiones<br />
76
El bardo es un tablero cerámico machihembrado o no ( Figura 4.6.1.5 ) para su aplicación en tabiques,<br />
cubiertas, etc. Sus excelentes cualidades hacen de él una opción de primera calidad a la hora de realizar<br />
cerramientos de naves, cubiertas de falsos techos, preparaciones de tejados de teja , etc. Tiene todas las<br />
propiedades que caracterizan a los elementos cerámicos de construcción : aislamiento acústico y térmico,<br />
alta resistencia, etc. Se fabrican en una gran variedad de medidas , desde formatos de 50 cm. hasta grandes<br />
formatos de 1.2 m, especiales para recubrimientos vistos (Bardos lisos), con un acabado excepcional.<br />
MEDIDAS PIEZAS M2 PESO/UD<br />
100 x 30 x 5 3,33 11,500 Kgs<br />
100 x 30 x 5 3,33 10,800 Kgs<br />
100 x 30 x 5 4,00 9,800 Kgs<br />
100 x 30 x 5 4,00 8,300 Kgs<br />
MEDIDAS PIEZAS M2 PESO/UD<br />
90 x 25x 4 4,44 7,500 Kgs<br />
80 x 25 x 4 5,00 6,700 Kgs<br />
70 x 25 x 5 5,71 5,600 Kgs<br />
70 x 20 x 5 7,14 4,600 Kgs<br />
50 x 25 x 4 8,00 4,100 Kgs<br />
Figura 4.6.1.5.- Bardos cerámicos. Tipos y dimensiones<br />
En la figura 4.6.1.6 se pueden ver varios ejemplos de utilización de los bardos . En la (a) se consigue una<br />
cálida atmósfera rústica mediante la utilización del bardo para recubrir el techo. Los bardos están montados<br />
utilizando vigas forradas de madera. En la (b) se puede ver un porche exterior para el que los bardos sirven<br />
de soporte bajo – teja , a la vez que de recubrimiento del techo. Esta doble funcionalidad estética y<br />
estructural hace del bardo un elemento de construcción de uso creciente.<br />
En la (c) el bardo se ha utilizado en el voladizo del tejado, consiguiendo un interesante efecto al ser tratado<br />
con un barniz de exteriores. Finalmente, en la (d) su estructura de ensamblaje machihembrado, permite su<br />
utilización bajo teja con o sin los tradicionales tabiquillos. Al ser instalados directamente sobre viguetas<br />
para soportar las tejas, el bardo aumenta el volumen al aportar a la construcción m<br />
77<br />
2 útiles para su uso como<br />
trasteros o buhardillas . Este ejemplo de aplicación demuestra cómo su utilización puede aumentar el valor<br />
añadido de la construcción compensando con creces la inversión realizada.
(a) (b)<br />
(b) (d)<br />
Figura 4.6.1.6.- Ejemplos de aplicación de los bardos.<br />
78
También existen tableros armados para cubiertas y tejados (Figura 4.6.1.7 ).<br />
RESISTENCIA GRANDES LUCES ECONOMÍA<br />
Kgf<br />
CARGA ÚTIL MÁXIMA ADMISIBLE EN 2<br />
m PARA F = 1.6<br />
Distancia<br />
entre<br />
ejes de<br />
apoyo<br />
(cm)<br />
Armadura<br />
standard<br />
Con capa<br />
compresión<br />
1 cm<br />
Con capa<br />
compresión<br />
2 cm<br />
Con capa<br />
compresión<br />
3cm<br />
110 2Ø6 770 950 1.060<br />
165 2Ø6 340 420 470<br />
215 2Ø6 200 250 270<br />
Longitud<br />
(cm)<br />
Anchura<br />
(cm)<br />
Grueso<br />
(cm)<br />
Peso<br />
unitario<br />
teórico<br />
(Kg)<br />
Presentación Unidades<br />
/ palet<br />
Unidades<br />
/ m²<br />
108 45 5 29,7 Palet 20 0,5<br />
163 45 5 44,5 Palet 20 0,75<br />
213 45 5 58,0 Palet 16 1<br />
Figura 4.6.1.7.- Tablero cerámico armado<br />
79
Según el espesor.<br />
Se dividen en: - 3, 4 y 5 cm. Ladrillos h<br />
macizos y perforados.<br />
s<br />
- 7 y 9 cm. Ladrillos h<br />
y perforados.<br />
d<br />
- 12, 14 y 19 cm. Ladrillos de testa cuadrada según formato.<br />
Según la calidad.<br />
En relación con la utilización de los ladrillos se definen dos clases :<br />
- Ladrillo visto ( Tipo V ) : Prensados y cara vista. Pueden ser de 1ª y 2ª clase. Se utilizan para fábricas sin<br />
revestimiento.<br />
- Ladrillo común (Tipo NV ) : Ladrillos de obra no vista. Normalmente, para fábricas con revestimiento.<br />
La realidad de los ladrillos cerámicos fabricados en la actualidad es:<br />
Que prácticamente no existen ladrillos macizos debido a su elevado coste y a que sus prestaciones son<br />
equivalentes a los perforados.<br />
Los ladrillos cara vista, a su vez, pueden ser : naturales, de baja succión, hidrofugados, klinker y<br />
gresificados y esmaltados. Además pueden tener diversos acabados : lisos, rústicos, rayados, mil rayas,<br />
etc., cada una de las cuales con distintas tonalidades y colores. (esmaltados) y texturas. En la figura 4.6.1.8<br />
pueden verse distintos tipos de ladrillos cara vista (Según la forma y distribución de las perforaciones) y en<br />
la figura 4.6.1.9 los diversos acabados y piezas especiales.<br />
Figura 4.6.1.8.- Distintos tipos de ladrillos cara vista.<br />
80
(a) (b)<br />
Figura 4.6.1.9.- (a).- Acabados de los ladrillos cara vista<br />
(b).- Piezas especiales.<br />
El ladrillo perforado es el que tiene un uso mas generalizado a la hora de realizar una fábrica cara vista. Se<br />
emplea habitualmente en aparejos con llagas convencionales, en torno a 1 cm o 1.5 cm, quedando asegurada<br />
la resistencia y la estanqueidad, al penetrar el mortero en las perforaciones y conseguir una adherencia<br />
perfecta entre ambos materiales. Cuando se deseen utilizar llagas verticales de poco espesor, existen en el<br />
mercado ladrillos para tal fin.<br />
LADRILLOS DE BAJA SUCCIÓN.<br />
g<br />
Son los ladrillos que tienen una succión inferior a 0.05 . Por este motivo para que su puesta en obra<br />
2<br />
cm .min<br />
sea correcta, se han de seguir una serie de recomendaciones específicas.<br />
LADRILLOS HIDROFUGADOS.<br />
Son aquellos que se someten a un proceso que consiste en aplicar, por inmersión o por aspersión, un<br />
producto hidrofugante específico, que es un producto químico que confiere al material cerámico la<br />
característica de repeler el agua, con lo que se reduce la velocidad de entrada de la misma en su sistema<br />
capilar. Las moléculas de hidrofugante tienen dos extremos: uno se fija al material y el otro, que queda<br />
hacia el exterior, repele el agua del mismo modo que el aceite ( Figura 4.6.1.10).<br />
Figura 4.6.1.10.-Efecto de los hidrofugantes.<br />
81
Pueden utilizarse distintos productos químicos (siliconatos, silano-siloxanos, etc.) para cerámica con una<br />
penetración de 4 mm en ladrillo y el procedimiento puede ser por inmersión o aspersión . Cuando se utiliza<br />
el sistema de aspersión, el hidrofugante puede aplicarse sólo a las caras vistas, o también parcialmente a las<br />
tablas. En el primer caso, la succión del ladrillo no se modifica. Cuando además se aplica parcialmente a las<br />
tablas, quedan sin hidrofugar zonas del interior de las perforaciones, disminuyendo menos la succión con<br />
respecto al método de inmersión, en el que se hidrófuga la totalidad de la superficie del ladrillo. En el<br />
tratamiento por inmersión puede variarse el tiempo, la concentración de producto utilizada, etc.<br />
Al hidrofugar un ladrillo no se elimina su capacidad de transpiración, ya que si bien aumenta su<br />
impermeabilidad al agua en estado líquido, se mantiene el paso de la misma en forma de vapor.<br />
El objetivo fundamental de la hidrofugación es una disminución ostensible de la succión normal del ladrillo,<br />
reduciendo la velocidad de entrada de agua en el ladrillo (succión) en más de un 80%; esto es suficiente para<br />
forzar el secado del agua del mortero a través de la llaga y sea en ésta donde se depositen las sales. Por lo<br />
tanto, en condiciones normales de ejecución y proyecto, se evita radicalmente la aparición de eflorescencias.<br />
La succión se reduce, y el ladrillo siempre se califica en los ensayos como no eflorescido. Todas las demás<br />
propiedades, no sufren ninguna variación. En concreto, en los ensayos de heladicidad se sobrepasan los<br />
ochenta ciclos de hielo-deshielo sin observar daños en las piezas. La absorción, tampoco se modifica: con<br />
un tiempo suficiente de inmersión, el ladrillo toma la misma cantidad de agua (Figura 4.6.1.11).<br />
Figura 4.6.1.11.- Absorción de agua de un ladrilllo hidrofugado y sin hidrofugar en funcion del<br />
tiempo.<br />
Otras ventajas presenta el ladrillo hidrofugado son :<br />
- La resistencia a los ciclos hielo – deshielo.<br />
-Mejora del aislamiento calorífico de los muros (al evitarse el enfriamiento producido por la lenta<br />
evaporación del agua de lluvia).<br />
- Dificulta la incrustación de polvo.<br />
- Impide el desarrollo de musgos y líquenes.<br />
- Anula cualquier riesgo de humedades perpetuas en fachada.<br />
- Mitiga el riesgo de filtraciones de humedad.<br />
- Garantiza la nitidez en la ejecución de fachada.<br />
82
Por otra parte, la adherencia del mortero al ladrillo hidrofugado es menor que al ladrillo normal, pero lo es<br />
en la misma medida en que se reduce en todos los ladrillos de baja succión, como por ejemplo en los<br />
gresificados, los cuales se cuecen a una temperatura más alta.<br />
Recomendaciones de uso para los ladrillos hidrofugados.<br />
• Antes de su colocación, se debe evitar que caiga agua sobre el material (pues reduciría aún más su succión)<br />
y cualquier suciedad (hay líquidos en una obra que son agresivos para el hidrofugante, otros que pueden<br />
manchar de forma irreversible, el polvo del cemento puede aportar sales, etc.).<br />
• Los morteros deben llevar la menor cantidad de agua que permita la buena colocación del ladrillo; no se<br />
añadirán retardantes de fraguado ni otros aditivos que provoquen fluidez excesiva de los mismos; las arenas<br />
de mina son preferibles a las de río y, en todo caso, deben tener la granulometría adecuada.<br />
• Hay que evitar aportes excesivos de agua, por ejemplo, tapando la parte superior de los paramentos en<br />
ejecución en tiempo de lluvia, evitando la caída de agua procedente de los forjados (con todo un abanico de<br />
productos químicos), impermeabilizando donde corresponda, etc.<br />
• Deben pasar 24 horas entre la ejecución del muro y el enfoscado, y sería recomendable que fueran 72 si se<br />
proyecta poliuretano.<br />
• A la hora del paso de forjados es conveniente utilizar plaquetas, ya que los ladrillos cortados presentan una<br />
zona de entrada libre para el agua en la zona de corte, pudiéndose originar una banda de tono ligeramente<br />
más oscuro coincidente con el forjado.<br />
• Con una ejecución cuidada, se puede ahorrar el capítulo de gasto referido a la limpieza de fachada o, al<br />
menos, reducirse en gran medida. Si dicha limpieza fuera necesaria, el método más recomendable es el del<br />
agua a presión. No es recomendable la utilización de otros métodos que provocan un lijado de la cara vista<br />
(trapo, cepillo de raíces, arena, etc.) porque disminuyen, en mayor o menor medida, el efecto perlante del<br />
tratamiento y la repelencia superficial del agua (aunque la protección interna siga intacta).<br />
Si se utilizan productos ácidos de limpieza, será con las precauciones correspondientes en cuanto a<br />
humectación previa de la fachada, concentración de ácido, tiempo de actuación, aclarado posterior,<br />
La durabilidad media del efecto hidrofugante, según informe de las empresas suministradoras del<br />
hidrofugante y la experiencia contrastada en Francia y Alemania, es de 10 a 15 años dependiendo de la<br />
situación geográfico-climática de la fachada, puesto que existen zonas (más benévolas) en las cuales la<br />
durabilidad supera los veinticinco años.<br />
Una vez desaparece el efecto hidrofugante, queda la absorción propia del ladrillo que, por supuesto, cumple<br />
sobradamente la normativa.<br />
En lo referente a resistencia a la temperatura, manteniendo ladrillos hidrofugados durante 48 horas a 200 ºC,<br />
no sufren merma en su comportamiento.<br />
Como conclusión, se puede decir que los ladrillos hidrófugos son una posibilidad que ofrecemos para<br />
mejorar y solucionar los posibles inconvenientes que pueden presentar los productos cara-vista,<br />
especialmente los referidos a tonos claros o los compuestos por arcillas más porosas; es decir, se trata de un<br />
valor añadido al producto, ya que de por si, homologado.<br />
83
LADRILLOS KLÍNKER Y GRESIFICADOS (Figura 4.6.1.12).<br />
Son ladrillos cerámicos fabricados a partir de arcillas especiales que al ser cocidas a alta temperatura,<br />
cierran de tal forma su porosidad que dan como resultado un material con una absorción de agua por debajo<br />
g<br />
del 6 % y una densidad superior a 2 3<br />
cm .<br />
Además de estas características, los ladrillos clinker deben tener una resistencia mínima a compresión de 50<br />
⎛ N ⎞<br />
MPa ⎜ 2 ⎟ . Poseen cuatro caras vistas insuperables y entre sus características se pueden citar:<br />
⎝ mm ⎠<br />
- Abierto a los nuevos usos del ladrillo<br />
- Mínima porosidad y alta resistencia, densidad e inalterabilidad frente al hielo.<br />
- Siempre limpios. Sin eflorescencias<br />
- Inmutables a condiciones ambientales agresivas<br />
- Coloración inalterable<br />
MODELO OPORTO<br />
MODELO LEVANTE<br />
MODELO ARAGON<br />
Figura 4.6.1.12.- Ladrillos cara vista gres – clinker. Modelos y realizaciones.<br />
84
MODELO CASTILLA<br />
MODELO GUADARRAMA<br />
MODELO GALICIA<br />
MODELO BILBAO MODELO GRES INGLES<br />
Figura 4.6.1.12.- Ladrillos cara vista gres – clinker. Modelos y realizaciones (continuación).<br />
En la tabla 4.6.1.1 pueden verse las características de los ladrillos gresificados en comparación con los<br />
ladrillos normales.<br />
85
LADRILLOS ESMALTADOS (Figura 4.6.1.13).<br />
El esmaltado consiste en aplicar sobre una o más caras del ladrillo una composición fusible en la que<br />
intervienen plomo estaño y diversos óxidos de hierro manganeso cobre y cobalto. Se saplica en frio, a mano<br />
o a maquina, por inmersión, por riego y, a veces, a pincel. La capa de esmalte es fina y le proporciona<br />
impermeabilidad y resistencia al desgaste. Esta capa de esmalte suele ser lisa y tener distintos colores: azul<br />
cobalto, miel, rojo, etc.<br />
MODELO CUERO<br />
MODELO AZUL COBALTO<br />
MODELO MIEL<br />
MODELO ZIG-ZAG<br />
Figura 4.6.1.12.- Ladrillos cara vista esmaltados. Modelos y colores.<br />
86
MODELO ROJO.<br />
MODELO BLANCO.<br />
MODELO SALMON MODELO CUERO OSCURO<br />
Figura 4.6.1.12.- Ladrillos cara vista esmaltados. Modelos y colores (continuación).<br />
En la tabla 4.6.1.1 pueden verse las características de los ladrillos esmaltados en comparación con los<br />
ladrillos normales.<br />
87
Tabla 4.6.1.1.- Comparación de las características técnicas de los ladrillos normales, gresificados y esmaltados.<br />
LADRILLOS NORMALES<br />
LADRILLOS GRESIFICADOS.<br />
LADRILLOS ESMALTADOS.<br />
88
Son muy pocos los ladrillos perforados que cumplen la Norma UNE 67.019-84 y ninguno la RL-88.<br />
A éste respecto conviene matizar:<br />
- Con el proceso de fabricación actual tiene mayor resistencia el material constituyente del ladrillo en<br />
espesores delgados, que en espesores gruesos.<br />
- Las perforaciones deben de tener una geometría tal que, el mortero penetre sólo en cantidad suficiente para<br />
producir un cosido adecuado de las piezas, debiendo de quedar la mayor parte del volumen de la perforación<br />
libre de mortero, consiguiendo así un aislamiento térmico adecuado y un ahorro de mortero.<br />
- Los mejores coeficientes de aislamiento térmico se consiguen aislando el camino del flujo térmico a través<br />
de los tabiquillos, por lo que deberá de existir un elevado número de perforaciones colocadas perfectamente<br />
al tresbolillo.<br />
- Otro aspecto limitador de la pared exterior de las piezas, por encima de 15 cm. no existe correlación entre<br />
espesor de pared y penetración de humedad a través del muro de ladrillo de cara vista, según se ha<br />
comprobado en los ensayos.<br />
- Otro aspecto limitador de la pared exterior en los ladrillos cara vista es, la capacidad de resistencia al<br />
impacto; con la única excepción de casos extremos (espesores de pared inferiores a 10 mm. o superiores a<br />
30 mm).<br />
-<br />
Tampoco existe correlación entre dichos espesores de pared y la energía de impacto para producir<br />
fisuración, ya que, otros factores tienen mayor influencia, como son; la geometría de la perforación y las<br />
características mecánicas intrínsecas del material constituyente del ladrillo.<br />
Por último debido a la forma de comercialización de los ladrillos, en los que el precio se fija por unidad y no<br />
por peso, así como los costos de transporte y capacidad de carga, se produce una tendencia a disminuir<br />
dimensiones exteriores y a aumentar las perforaciones.<br />
Es imprescindible por tanto establecer unas condiciones geométricas determinadas, o un peso específico<br />
aparente mínimo, que garantice el volumen de arcilla cocida por pieza.<br />
PIEZAS ESPECIALES (Figura 4.6.1.13).<br />
Gracias a la versatilidad del material cerámico, es posible obtener piezas con formas muy diversas,<br />
respondiendo a necesidades funcionales y ornamentales. Para el moldeo de estas piezas se utilizan boquillas<br />
o moldes especiales.<br />
Algunas características geométricas de este tipo de piezas no están contempladas en la normativa vigente, ya<br />
que responden a diseños particulares.<br />
Habitualmente estas piezas se emplean para: formar parte de un arco, realizar ménsulas, rematar cornisas,<br />
rematar muros, encuentros en esquina, cambios en la dirección de ángulos, cambios de espesor, redondear<br />
esquinas, etc.<br />
Su uso es recomendable, ya que su diseño facilita y mejora el acabado de encuentros complicados y puntos<br />
singulares.<br />
Se deben extremar las medidas de protección, almacenaje y manipulación de estas piezas, puesto que resulta<br />
complicado reemplazarlas en caso de deterioro, además de tener un coste mayor que los ladrillos normales.<br />
89
Figura 4.6.1.13.- Piezas especiales. Forma y dimensiones.<br />
90
Figura 4.6.1.13.- Piezas especiales. Forma y dimensiones.<br />
Figura 4.6.1.13.- Piezas especiales. (Continuació<br />
91
Figura 4.6.1.13.- Piezas especiales. (Continuación)<br />
92
Según la norma UNE 67019 la designación de los ladrillos se compondrá del siguiente modo:<br />
La palabra ladrillo seguida de la letra que expresa el tipo a que pertenece.<br />
Seguida de la clase a que pertenece.<br />
- M, para el ladrillo macizo.<br />
- P, para el ladrillo perforado.<br />
- H, para el ladrillo hueco.<br />
- V, para ladrillos cara vista.<br />
- NV, para ladrillos utilizados en fábrica revestida.<br />
daN<br />
Seguida de la letra R y un número que indique la resistencia a compresión en 2<br />
cm<br />
el fabricante y expresada en múltiplos de 25.<br />
, mínima garantizada por<br />
Seguida de la palabra " de" y tres números que expresen las dimensiones nominales en milímetros, de soga,<br />
tizón y grueso, por este orden y separados por el signo x.<br />
Finalmente se hace referencia a la norma UNE 67019.<br />
EJEMPLO:<br />
Ladrillo P NV R 150 de 240 x 115 x 52 Norma UNE 67019.<br />
daN<br />
es un ladrillo perforado utilizado en fábrica revestida , con una resistencia a compresión 150 , mínima<br />
2<br />
cm<br />
garantizada por el fabricante y cuyas dimensiones son:<br />
Soga: 240 mm<br />
Tizón: 115 mm<br />
Grueso: 52 mm<br />
Por otra parte un ladrillo cerámico de arcilla cocida de tipo perforado para cara vista, con una resistencia a<br />
daN<br />
compresión 175 , mínima garantizada por el fabricante y con las siguientes dimensiones:<br />
2<br />
cm<br />
tendrá la siguiente designación:<br />
4.6.2.- BLOQUES DE TERMOARCILLA.<br />
4.6.2.1- Descripción.<br />
Soga: 240 mm<br />
Tizón: 115 mm<br />
Grueso: 52 mm<br />
Ladrillo P V R 175 de 240 x 115 x 52 Norma UNE 67019.<br />
Los bloques cerámicos pueden ser aligerados o no. El bloque cerámico de arcilla aligerada (UNE 136010),<br />
es un bloque cuyo material constituyente es arcilla aligerada, obtenida mediante adición a la pasta arcillosa<br />
de materias varias que desaparecen durante la cocción, produciendo una porosidad añadida y característica<br />
en la pieza cocida de arcilla aligerada.<br />
93
El bloque TERMOARCILLA® es un bloque cerámico de baja densidad, cuya mezcla de arcilla contiene<br />
poliestireno expandido y otros componentes granulares combustibles que se gasifican durante el periodo de<br />
cocción a temperaturas mayores de 850 ºC sin dejar residuos, produciéndose una porosidad controlada y<br />
uniforme repartida en toda la masa del bloque. Por las propiedades de este material cerámico y gracias<br />
además a una geometría específicamente estudiada de celdillas múltiples, se obtiene un producto que reúne<br />
una serie de características singulares, entre las que destacan un buen comportamiento mecánico y un grado<br />
de aislamiento térmico y acústico adecuados, que permiten disponer muros de una sola hoja sin necesidad<br />
de recurrir a las soluciones típicas de muro multicapa.<br />
El formato de bloque y el tipo de unión machihembrada entre piezas permiten una colocación cómoda, un<br />
ahorro de mortero considerable y unos rendimientos en obra mejores que los de otros tipos de fábrica.<br />
La primera característica de este material radica en su condición de elemento resistente y por tanto<br />
utilizable, con función estructural , además de su aplicación en cerramientos. Es un bloque adaptable a las<br />
diferentes necesidades, en función de las características exigidas al muro. Existen distintos espesores<br />
comerciales, por ejemplo :<br />
Espesor de 10 y 14 cm, para particiones interiores.<br />
Espesores: 19 cm, 24 cm y 29 cm, para cerramientos exteriores y muros de carga.<br />
Con ello se consiguen muros de esas dimensiones en una sola operación.<br />
Los muros realizados con Termoarcilla, no necesitan la incorporación de ningún tipo de material aislante<br />
adicional, ya que el propio bloque realiza dicha función. Se trata de un material constructivo con<br />
aplicaciones convencionales de cerramiento (resistencia, aislamiento acústico, protección etc.), pero que nos<br />
permite obtener los mismos valores de resistencia térmica que los conseguidos en muros de doble hoja con<br />
material aislante, en espesores de menos de 30 cm.<br />
Por ello, el bloque cerámico Termoarcilla, es un material constructivo resistente y con propiedades aislantes.<br />
Al realizar una doble función, tenemos garantizada la inalterabilidad del aislamiento, que lo constituye el<br />
propio material, ya que la mayoría de los materiales aislantes se degradan con el paso del tiempo, o son<br />
atacados por la humedad.<br />
El formato de bloque y el tipo de unión machihembrada entre piezas permiten una colocación cómoda, no<br />
necesita la colocación de mortero en la llaga vertical. Se produce un ahorro en mortero, de hasta un 40%<br />
respecto a las soluciones tradicionales. El rendimiento de obra también es superior respecto a las soluciones<br />
tradicionales, como se puede comprobar mediante la observación del gráfico de la figura 4.6.2.1. El bloque<br />
cerámico Termoarcilla acelera el proceso de ejecución y abarata el resultado, manteniendo la calidad.<br />
La disponibilidad de piezas especiales, como medias, esquina, terminación y zunchos, proporciona una<br />
enorme facilidad para obtener una solución constructiva idónea en cada punto singular de la obra. Las<br />
piezas de modulación, existentes en longitudes de 5 y 10 cm, permiten conseguir las dimensiones deseadas<br />
sin tener que recurrir a partir piezas.<br />
Las piezas de medias y terminación hacen que se logre un acabado perfecto en huecos de puertas y<br />
ventanas; mientras que las piezas de zuncho permiten alojar armaduras en su interior, para construir<br />
cargaderos "in situ". La utilización de estas piezas es importante, ya que se proporciona al muro una<br />
continuidad de material en la cara exterior, que minimiza en gran medida, la aparición de fisuras a la altura<br />
del cargadero, por cambios de temperatura, originadas al mezclar materiales con coeficientes de dilatación<br />
distintos.<br />
94
⎛ h ⎞<br />
Figura 4.6.2. 1.- Datos comparativos de distintos tipos de muro. Tiempos de ejecución ⎜ 2 ⎟<br />
⎝ m ⎠ .<br />
4.6.2.2 .-Características técnicas.<br />
Aislamiento térmico.<br />
El aislamiento térmico de un cerramiento es la característica por la que se reduce el flujo de calor que<br />
espontáneamente se transfiere desde el ambiente más caliente al más frío. En los materiales de construcción,<br />
este aislamiento se consigue con la inclusión de celdillas de aire en el seno del propio material.<br />
En el bloque TERMOARCILLA® la existencia de macroporos dentro de la masa cerámica es uno de los<br />
factores que permite alcanzar una elevada capacidad de aislamiento térmico. Los macroporos se originan<br />
por la inclusión de perlas de poliestireno expandido en la fase de fabricación.<br />
También favorecen esta característica el propio diseño de las celdas de la pieza de Termoarcilla, pues el<br />
formato de celdillas múltiples, hace que ante la ausencia de materia sólida se rompa el proceso de<br />
conducción, finalmente la ausencia de mortero en la junta vertical, el ser una pieza de gran formato y<br />
disponer de una junta horizontal con rotura de puente térmico.<br />
En la tabla 4.6.2.2.1 se recogen los coeficientes de transmisión de calor K, así como las conductividades<br />
térmicas equivalentes, λ eq , de muros tipo fabricados con bloque TERMOARCILLA® de distintos<br />
espesores, construidos añadiendo un enfoscado exterior de cemento de 1.5 cm de espesor y un enlucido de<br />
yeso interior de 1.5 cm de espesor:<br />
El empleo del mortero aislante en los tendeles supone una mejora de, al menos, un 5% en los coeficientes de<br />
transmisión de calor de los muros de bloque TERMOARCILLA.<br />
95
Tabla 4.6.2.2.1.- Coeficientes de transmisión de calor K, así como las conductividades térmicas<br />
equivalentes, λ eq .<br />
Estos valores se han obtenido a partir de ensayos experimentales realizados en laboratorio, según las normas<br />
UNE 92.201-89, UNE 92.202-89, UNE 92.001-90, UNE 92.001-91 e ISO/DIS 8990. Las medidas se han<br />
realizado siguiendo el esquema propuesto por la norma ISO/DIS 8990. Las conductividades térmicas<br />
equivalentes λ eq se han calculado a partir del valor K que se obtiene experimentalmente en ensayos con<br />
muretes hechos con bloques tipo representativos de la producción nacional, considerando los coeficientes<br />
superficiales de transmisión de calor (he y hi), fijados por la norma NBE-CT-79.<br />
Inercia térmica.<br />
El efecto combinado de aislamiento y capacidad de acumulación térmica es lo que define la inercia térmica<br />
de un elemento constructivo. La capacidad de acumulación térmica de una pared es una característica que<br />
depende de su espesor, de su peso y del calor específico del material, y nos indica la capacidad de almacenar<br />
calor.<br />
La capacidad de acumulación térmica de los elementos constituyentes de la vivienda es un requisito<br />
fundamental para alcanzar un adecuado nivel de confort, evitando las incómodas oscilaciones de<br />
temperatura originadas por las diferencias térmicas entre el día y la noche, así como por la discontinuidad en<br />
el funcionamiento de los equipos de calefacción y refrigeración.<br />
Las soluciones constructivas basadas en colocar el material pesado al exterior y el más ligero al interior,<br />
separados por un material aislante, tienen poca capacidad de acumulación térmica.<br />
Además del cometido de acumulación, el cerramiento de una vivienda debe producir un desfase y una<br />
atenuación de la onda térmica que incide sobre él. El desfase se aprecia claramente en los procesos de<br />
calentamiento por radiación solar: cuando la cara exterior del muro se calienta, se inicia un proceso de<br />
calentamiento progresivo por conducción hacia la cara interior del muro.<br />
El tiempo que tarda la onda térmica en atravesar el cerramiento se denomina desfase de la onda térmica.<br />
Este desfase depende de la conductividad térmica del material, de su densidad, del espesor, de su calor<br />
específico y del tiempo. Debido a que la transferencia de calor a través de puertas y ventanas es<br />
prácticamente instantánea, debe conseguirse en lo posible que el desfase se produzca en los muros de<br />
cerramiento.<br />
Por otro lado, debe tenerse en cuenta que las condiciones del exterior son cíclicas, produciéndose cambios<br />
en la temperatura externa y en los aportes de calor por radiación. Esto provoca que parte del calor<br />
acumulado por el muro sea expulsado al exterior cuando baja la temperatura. A este fenómeno se le<br />
denomina atenuación de la onda térmica, y depende de los mismos parámetros que el desfase de la onda.<br />
96
El muro monocapa de bloque TERMOARCILLA® permite alcanzar unos adecuados valores de aislamiento<br />
térmico, desfase y amortiguamiento, junto con una excelente inercia térmica. De esta manera se consigue un<br />
buen comportamiento de los muros, tanto en invierno con un aislamiento térmico suficiente, como en<br />
verano, donde la estabilidad térmica alcanzada es muy superior a la de los muros multicapa habituales.<br />
Resistencia mecánica.<br />
La fábrica de bloque TERMOARCILLA® se comporta en este aspecto de modo similar a la fábrica de<br />
ladrillo perforado Los valores de resistencia a compresión de bloques, de resistencia a compresión de la<br />
fábrica (mediante ensayos en prismas y muretes), de resistencia al corte de la fábrica (mediante compresión<br />
diagonal de muretes), y de resistencia a flexión de la fábrica (paralela y perpendicular a los tendeles), se han<br />
obtenido experimentalmente en laboratorio, siguiendo la norma UNE 67.046-88,<br />
sobre bloques tipo representativos de la producción nacional.<br />
Esto se debe a dos razones fundamentales:<br />
- La resistencia media a compresión de los bloques TERMOARCILLA® alcanza valores equivalentes al de<br />
muchos ladrillos perforados, normalmente utilizados para fábricas resistentes.<br />
- La perfecta unión con el mortero, debido a la excelente adherencia con la cerámica, y la trabazón entre las<br />
piezas, gracias al cosido que produce la penetración parcial del mortero en las múltiples perforaciones del<br />
bloque.<br />
La junta vertical sin mortero no afecta a la resistencia a compresión vertical, y sólo penaliza la resistencia al<br />
corte en un 5% con morteros de resistencia 16 MPa (160 kp/cm 2 ), o en un 20% con morteros de resistencia<br />
8 MPa (80 kp/cm 2 ).<br />
Comportamiento ante el fuego.<br />
El comportamiento frente al fuego de los materiales de construcción se refiere a dos aspectos:<br />
- Resistencia al fuego, relativo al comportamiento térmico y mecánico.<br />
- Reacción ante el fuego, referido a la combustibilidad y al peligro de emisión de gases tóxicos, explosión,<br />
etc.<br />
Con respecto a la reacción ante el fuego, el material está clasificado como M 0, no emitiendo ni gases ni<br />
humos en contacto con la llama (el material cerámico es totalmente inorgánico)<br />
Con respecto a la resistencia al fuego , el valor es alto para cualquier espesor como se aprecia en la tabla<br />
4.6.2.2.2.<br />
Tabla 4.6.2.2.2.- Resistencia al fuego de los bloques de termoarcilla.<br />
Los ensayos se han realizado con muros de bloque TERMOARCILLA® recubiertos con 1,5 cm de yeso por<br />
cada cara.<br />
97
Impermeabilidad al agua de lluvia.<br />
El bloque TERMOARCILLA® se comporta mejor que otros materiales de construcción con respecto al<br />
paso de la humedad, debido a la interrupción de los capilares por macroporos. Esto se consigue mediante la<br />
inclusión de materiales granulares que se gasifican sin dejar residuos durante el proceso de cocción a más de<br />
850 ºC, y que hacen que se origine una fina porosidad homogéneamente repartida en la masa cerámica de<br />
los bloques.<br />
Sin embargo, no debe olvidarse que la impermeabilidad al agua de lluvia de la fábrica queda confiada al<br />
recubrimiento externo. Dicho recubrimiento debe ser cuidadosamente ejecutado para evitar cualquier tipo de<br />
fisuración, especialmente entre distintos elementos. En ese sentido se hacen las siguientes recomendaciones<br />
de carácter general:<br />
- Si los revestimientos son monocapa, deben colocarse solamente que cumplan las normas ISO 9001 y NTE<br />
RPR-9, siguiéndose puntualmente las especificaciones del fabricante.<br />
- Si los revestimientos son tradicionales, es recomendable su ejecución en varias capas, debiéndose seguir<br />
las normas de buena construcción.<br />
Se ha ensayado la impermeabilidad de muros de bloque TERMOARCILLA® en laboratorio, sometiendo a<br />
3<br />
dm<br />
la acción de agua de escorrentía ( 9 ) a muros recubiertos en su cara exterior con enfoscado de mortero<br />
min<br />
1:4 de 1 cm de espesor y en su cara interior con 0.5 cm de yeso, no encontrándose manchas de humedad en<br />
la cara interior hasta superar los siguientes tiempos de ensayo ininterrumpido:<br />
- Muro de Termoarcilla de 19 cm de espesor: 146 horas<br />
- Muro de Termoarcilla de 24 cm de espesor: 218 horas<br />
- Muro de Termoarcilla de 29 cm de espesor: 254 horas<br />
-Se aconseja utilizar refuerzos con mallas de fibra de vidrio o metálicas, que embebidas en el revestimiento<br />
eviten la posibilidad de fisuración. También se aconseja utilizar juntas elásticas entre distintos materiales<br />
(hormigón y cerámica, por ejemplo), o en zonas donde puedan preverse deformaciones importantes.<br />
Ausencia de condensaciones.<br />
El riesgo de condensaciones intersticiales en el interior del muro suele presentarse habitualmente en muros<br />
multicapa. Esto es debido a la elevada presión de vapor que se da en puntos del muro, expuestos al exterior<br />
y por lo tanto fríos (como es por ejemplo la cara interior del muro exterior de cerramiento), cuando no se<br />
utilizan adecuadamente barreras de vapor o el propio material aislante no tiene una resistividad al paso del<br />
vapor de agua suficiente.<br />
Este tipo de riesgos no se dan en los muros construidos con bloques de TERMOARCILLA®, por constar de<br />
una sola capa de material donde se produce un gradiente continuo de temperaturas entre el interior y el<br />
exterior, y por permitir una adecuada difusión del vapor de agua a través de la estructura capilar del<br />
material.<br />
En este sentido es aconsejable utilizar revestimientos exteriores que no tengan una elevada resistividad al<br />
paso del vapor de agua.<br />
98
Aislamiento acústico.<br />
El aislamiento acústico de un elemento de construcción es la característica por la que se reduce la<br />
transmisión de energía acústica a través de él. En el caso de ruidos aéreos, el aislamiento acústico de una<br />
pared depende de la masa, del módulo de<br />
elasticidad y del amortiguamiento.<br />
Las paredes de bloque TERMOARCILLA® mejoran en 2 dB su comportamiento respecto a otras de masa<br />
equivalente, ya que la porosidad reduce el módulo de elasticidad de la arcilla cocida, al mismo tiempoque<br />
aumenta el amortiguamiento.<br />
Los valores de aislamiento a ruido aéreo (en dBA) de muros de diferentes espesores construidos con bloque<br />
TERMOARCILLA se encuentran recogidos en la tabla 4.6.2.2.3.<br />
Tabla 4.6.2.2.3.- Aislamiento a ruido aéreo de muros de diferentes espesores construidos con bloque<br />
TERMOARCILLA.<br />
Estos valores se han obtenido a partir de ensayos realizados en laboratorio siguiendo la norma UNE 74040,<br />
guarneciendo el muro<br />
por una cara con 15 mm de mortero de cemento, y enluciendo el muro por la otra con 15 mm de yeso, sobre<br />
bloques tipo representativos de la producción nacional.<br />
4.6.2.3.- Tipos de piezas.<br />
La pieza principal de la serie concebida para desarrollar los muros, denominada pieza base, tiene unas<br />
medidas modulares de 30 cm de longitud y 19 cm de altura, presentándose con varios espesores (14, 19, 24<br />
ó 29 cm). El espesor de la pieza coincide necesariamente con el del muro, de forma que la construcción de<br />
éste se hace con un aparejo sencillo, solapando los bloques hilada a hilada.<br />
Los bloques de las distintas hiladas se asientan sobre la hilada inferior con un tendel de<br />
mortero,preferiblemente mixto (con adición de cal). La junta vertical entre bloques se consigue al acoplar<br />
las piezas a través de unos machihembrados, no requiriéndose mortero en su colocación<br />
Existen distintas piezas complementarias para el desarrollo de los puntos singulares de la obra de fábrica, así<br />
como para realizar los ajustes dimensionales que sean necesarios para adecuarse a las características<br />
formales de cualquier tipo de muro y sus posibilidades de modulación.<br />
En las figura 4.6.2.3.1 y 4.6.2.3.2 pueden verse los diferentes tipos de piezas de termoarcilla : base,<br />
media, ajuste vertical, ajuste o modulación horizontal, terminación, dintel o zuncho, esquina y plaqueta o<br />
pieza de emparche.<br />
99
PIEZA BASE PIEZA MEDIA PIEZA AJUSTE VERTICAL<br />
PIEZA TERMINACION PIEZA ESQUINA PIEZA DE DINTEL<br />
BLOQUE<br />
DE 14<br />
BLOQUE<br />
DE 19<br />
BLOQUE<br />
DE 24<br />
BLOQUE<br />
DE 29<br />
PIEZA DE AJUSTE O MODULACION HORIZONTAL PLAQUETA O PIEZA DE EMPARCHE<br />
Dimensiones Masa<br />
Densidad<br />
aparente<br />
aproximada<br />
Resistencia a<br />
compresión<br />
normalizada<br />
Transmisión<br />
térmica<br />
Aislamiento<br />
acústico a<br />
ruido aéreo<br />
Resistencia<br />
al fuego<br />
(cm) (kg) (Kg/m3) (kp/cm 2 ) (kcal/hm 2 ºC) dB(A) (minutos)<br />
30x14x19 6,5~8,0 980 >75 1,2 46 >180<br />
30x19x19 8,0~10,5 920 >75 0,97 47,5 >180<br />
30x24x19 10,0~13,0 890 >75 0,81 50 >240<br />
30x29x19 12,0~15,2 860 >75 0,7 52,5 >240<br />
Los valores correspondientes a los parámetros de transmisión térmica y aislamiento a ruido aéreo se han<br />
obtenido a partir de muros de bloque TERMOARCILLA con recubrimientos de 1,5 cm de yeso en la cara<br />
interior y 1,5 cm de mortero de cemento en la exterior. Los valores correspondientes al parámetro<br />
resistencia al fuego se han obtenido a partir de muros de bloque TERMOARCILLA con recubrimientos de<br />
1,5 cm de yeso en ambas caras.<br />
Figura 4.6.2.3.1.- Piezas de termoarcilla. Dimensiones y caracteristicas de la pieza base.<br />
100
PIEZAS<br />
BASE<br />
BLOQUE<br />
DE 14<br />
BLOQUE<br />
DE 19<br />
BLOQUE<br />
DE 24<br />
BLOQUE<br />
DE 29<br />
PIEZAS BASE de Termoarcilla<br />
RESISTENCIA A<br />
COMPRESIÓN<br />
Kg/cm 2<br />
PIEZAS DE ESQUINA<br />
ESQUINA DE 14<br />
ESQUINA DE 19<br />
ESQUINA DE 24<br />
ESQUINA DE 29<br />
ESQUINA DE 24 A 45º<br />
ESQUINA DE 29 A 45º<br />
DENSIDAD<br />
Kg/m 3<br />
100 875<br />
100 830<br />
100 840<br />
100 845<br />
DIMENSIONES<br />
(Expresadas en mm.)<br />
Longitud:300<br />
Espesor:140<br />
Altura:190<br />
Longitud:300<br />
Espesor:190<br />
Altura:190<br />
Longitud:300<br />
Espesor:240<br />
Altura:190<br />
Longitud:300<br />
Espesor:290<br />
Altura:190<br />
PIEZAS DE ESQUINA de Termoarcilla<br />
DIMENSIONES (Expresadas en<br />
mm.)<br />
Longitud:288<br />
Espesor:140<br />
Altura:190<br />
Longitud:337<br />
Espesor:190<br />
Altura:190<br />
Longitud:388<br />
Espesor:240<br />
Altura:190<br />
Longitud:440<br />
Espesor:290<br />
Altura:190<br />
Longitud:345<br />
Espesor:240<br />
Altura:190<br />
Longitud:370<br />
Espesor:290<br />
Altura:190<br />
Figura 4.6.2.3.2.- Piezas de termoarcilla.<br />
CROQUIS<br />
ORIENTATIVO DE LA<br />
PIEZA<br />
CROQUIS ORIENTATIVO DE LA<br />
PIEZA<br />
101
PIEZAS<br />
MEDIAS<br />
MEDIA DE 14<br />
MEDIA DE 19<br />
MEDIA DE 24<br />
MEDIA DE 29<br />
PIEZAS DE<br />
TERMINACIÓN<br />
TERMINACIÓN DE 14<br />
TERMINACIÓN DE 19<br />
TERMINACIÓN DE 24<br />
TERMINACIÓN DE 29<br />
PIEZAS MEDIAS de Termoarcilla<br />
DIMENSIONES (Expresadas en<br />
mm.)<br />
Longitud:157<br />
Espesor:140<br />
Altura:190<br />
Longitud:157<br />
Espesor:190<br />
Altura:190<br />
Longitud:157<br />
Espesor:240<br />
Altura:190<br />
Longitud:157<br />
Espesor:290<br />
Altura:190<br />
PIEZAS DE TERMINACIÓN de Termoarcilla<br />
DIMENSIONES (Expresadas<br />
en mm.)<br />
Longitud:370<br />
Espesor:140<br />
Altura:190<br />
Longitud:307<br />
Espesor:190<br />
Altura:190<br />
Longitud:307<br />
Espesor:240<br />
Altura:190<br />
Longitud:307<br />
Espesor:290<br />
Altura:190<br />
Figura 4.6.2.3.2.- Piezas de termoarcilla (Continuación).<br />
CROQUIS ORIENTATIVO DE LA<br />
PIEZA<br />
CROQUIS ORIENTATIVO DE<br />
LA PIEZA<br />
102
PIEZAS DE AJUSTE O MODULACIÓN HORIZONTAL (También denominado PEINES) de<br />
Termoarcilla<br />
PIEZAS DE AJUSTE O<br />
MODULACIÓN HORIZONTAL<br />
AJUSTE HORIZONTAL 5 CM DE 14<br />
AJUSTE HORIZONTAL 5 CM DE 19<br />
AJUSTE HORIZONTAL 5 CM DE 24<br />
AJUSTE HORIZONTAL 5 CM DE 29<br />
AJUSTE HORIZONTAL 10 CM DE 14<br />
AJUSTE HORIZONTAL 10 CM DE 19<br />
AJUSTE HORIZONTAL 10 CM DE 24<br />
AJUSTE HORIZONTAL 10 CM DE 29<br />
DIMENSIONES<br />
(Expresadas en mm.)<br />
Longitud:50<br />
Espesor:140<br />
Altura:190<br />
Longitud:50<br />
Espesor:190<br />
Altura:190<br />
Longitud:50<br />
Espesor:240<br />
Altura:190<br />
Longitud:50<br />
Espesor:290<br />
Altura:190<br />
Longitud:100<br />
Espesor:140<br />
Altura:190<br />
Longitud:100<br />
Espesor:190<br />
Altura:190<br />
Longitud:100<br />
Espesor:240<br />
Altura:190<br />
Longitud:100<br />
Espesor:290<br />
Altura:190<br />
Figura 4.6.2.3.2.- Piezas de termoarcilla (Continuación).<br />
CROQUIS ORIENTATIVO<br />
DE LA PIEZA<br />
103
PIEZAS DE AJUSTE O MODULACIÓN VERTICAL (También denominado MEDIAS<br />
HORIZONTALES Y REMATES) de Termoarcilla<br />
PIEZAS DE AJUSTE O<br />
MODULACIÓN VERTICAL<br />
AJUSTE VERTICAL 9 CM DE 14<br />
AJUSTE VERTICAL 9 CM DE 19<br />
AJUSTE VERTICAL 9 CM DE 24<br />
AJUSTE VERTICAL 9 CM DE 29<br />
AJUSTE VERTICAL 14 CM DE 14<br />
AJUSTE VERTICAL 14 CM DE 19<br />
AJUSTE VERTICAL 14 CM DE 24<br />
AJUSTE VERTICAL 14 CM DE 29<br />
PLAQUETAS O PIEZAS DE<br />
EMPARCHE<br />
PLAQUETA DE 4,8<br />
PLAQUETA DE 9,6<br />
ESQUINA PLAQUETA DE 9,6<br />
DIMENSIONES<br />
(Expresadas en mm.)<br />
Longitud:300<br />
Espesor:140<br />
Altura:90<br />
Longitud:300<br />
Espesor:190<br />
Altura:90<br />
Longitud:300<br />
Espesor:240<br />
Altura:90<br />
Longitud:300<br />
Espesor:290<br />
Altura:90<br />
Longitud:300<br />
Espesor:140<br />
Altura:140<br />
Longitud:300<br />
Espesor:190<br />
Altura:140<br />
Longitud:300<br />
Espesor:240<br />
Altura:140<br />
Longitud:300<br />
Espesor:290<br />
Altura:140<br />
PLAQUETAS O PIEZAS DE EMPARCHE de Termoarcilla<br />
DIMENSIONES (Expresadas<br />
en mm.)<br />
Longitud:300<br />
Espesor:48<br />
Altura:190<br />
Longitud:300<br />
Espesor:96<br />
Altura:190<br />
Longitud:240<br />
Espesor:96<br />
Altura:190<br />
Figura 4.6.2.3.2.- Piezas de termoarcilla (Continuación).<br />
CROQUIS ORIENTATIVO<br />
DE LA PIEZA<br />
CROQUIS ORIENTATIVO DE<br />
LA PIEZA<br />
104
PIEZAS DE DINTEL (También denominado PIEZA DE ZUNCHO) de Termoarcilla<br />
PIEZAS DE<br />
DINTEL<br />
DINTEL DE 10<br />
DINTEL DE 14<br />
DINTEL DE 19<br />
DINTEL DE 24<br />
DINTEL DE 29<br />
DIMENSIONES (Expresadas en<br />
mm.)<br />
Longitud:330<br />
Espesor:100<br />
Altura:190<br />
Longitud:330<br />
Espesor:140<br />
Altura:190<br />
Longitud:330<br />
Espesor:190<br />
Altura:190<br />
Longitud:330<br />
Espesor:240<br />
Altura:190<br />
Longitud:330<br />
Espesor:290<br />
Altura:190<br />
CROQUIS ORIENTATIVO DE<br />
LA PIEZA<br />
Figura 4.6.2.3.2.- Piezas de termoarcilla (Continuación).<br />
Los pasos para la correcta colocación de los bloques de termoarcilla son los siguientes (Figura 4.6.2.3.3):<br />
1.- En muros exteriores de una sola hoja, el tendel de mortero se realizará de forma discontinua, así se<br />
interrumpe el puente térmico provocado por la junta horizontal, para ello el mortero se dispondra en dos<br />
bandas separadas por un espacio central libre de 3 a 5 cm. Así, con objeto de disponer en los tendeles de<br />
suficiente cantidad de mortero, situar una regla de 3 x 5 cm en posición central en la hilada.<br />
2.- Usar la regla a modo de guía para enrasar el mortero.<br />
3.- Retirar la regla para proceder a la colocación de los bloques.<br />
4.- Humedecer las piezas antes de su colocación para evitar la deshidratación del mortero y asegurar una<br />
perfecta adherencia entre mortero y bloque.<br />
5.- Colocar los bloques verticalmente, no a restregón, haciendo tope con los machihembrados. En la junta<br />
vertical se colocarán sin mortero.<br />
6.- Sentar los bloques verticalmente y golpear con una maza de goma las piezas para conseguir que el<br />
mortero penetre en las perforaciones.<br />
7.- Golpear con la maza de goma los bloques, hasta llevar el bloque a su nivel.<br />
8.- Cada 100 bloques colocados, retirar uno para comprobar la correcta ejecución de la junta horizontal:<br />
- Separación entre bandas de mortero de 1 a 3 cm aproximadamente<br />
- Espesor del tendel una vez asentados los bloques de 1 a 1.5 cm.<br />
- El mortero ha debido penetrar en las perforaciones de los bloques, para conseguir el perfecto<br />
cosido de las piezas.<br />
9.- Mantener una separación mayor de 7 cm entre juntas verticales de hiladas consecutivas, para obtener la<br />
traba de la fábrica.<br />
10.- En muros interiores la junta horizontal será continua.<br />
11.- Utilizar piezas complementarias Termoarcilla, en jambas de huecos, esquinas, dinteles, etc.<br />
12.- Los bloques de Termoarcilla se manejarán con las dos manos, introduciendo cada dedo pulgar por el<br />
orificio preparado a tal efecto.<br />
105
Figura 4.6.2.3.3.- Pasos para la correcta colocación de los bloques de termoarcilla.<br />
106
4.6.3.- TEJAS.<br />
Las tejas son elementos de recubrimiento para colocación discontinua empleados en la formación de<br />
cubiertas (Tejados) con la misión de recibir y dejar escurrir el agua de la lluvia. Se fabrican con arcilla y su<br />
proceso de obtención es similar al ya explicado para los ladrillos. El conformado puede ser por extrusión y/o<br />
prensado. Las tejas generalmente son de color rojizo, aunque también se pueden colorear. Si sobre una teja<br />
en fase de cocción se queman materias orgánicas, se obtiene colores muy decorativos: también se pueden<br />
conseguir otras tonalidades mediante barnices, vidriados y esmaltes.<br />
Las tejas deben cumplir las siguientes condiciones: ser impermeables ya que son metidas al ensayo<br />
Kgf<br />
correspondiente, no deben de gotear antes de dos horas, resistir a flexión como mínimo 12 Mpa ( 120 2<br />
cm ),<br />
tener cantos vivos, rectos y superficiales lisas; no ser heladizas, carecer de manchas y eflorescencias y, si<br />
son golpeadas con una herramienta, debe dar un sonido claro y metálico.<br />
Existen varios tipos de tejas; pero las más empleadas en construcción son la árabe, la plana y la flamenca.<br />
Teja curva o árabe (Figura 4.6.3.1) :<br />
De forma troncocónica. Se utilizaba la misma pieza para todos los elementos de la cubierta. Se fabrican<br />
varios formatos aunque el más usual tiene 20 cm. de frente, 15 cm. atrás y 42 cm. de longitud, con una<br />
altura de 8 cm. Se colocan solapadas entre sí al menos 1<br />
de su longitud y permite una perfecta adaptación a<br />
3<br />
cualquier cubierta. Son necesarias 25 piezas/m 2 .<br />
Teja plana mediterránea, alicantina o marsellesa (Figura 4.6.3.1) :<br />
Es una pieza diseñada para colocar por encaje entre sus lados, evitando una excesivo solapo reduciendo el<br />
peso por m 2 Piezas<br />
, aunque ello complica su colocación y estanqueidad. Se necesitan unas 17 . Es de forma<br />
2<br />
m<br />
rectangular con dimensiones de 42x25 cm 2 . Se fabrican con el solape a la izquierda o a la derecha,<br />
necesitándose piezas especiales en cumbrera y laterales.<br />
Pueden existir dos tipos:<br />
- Tejas canal: Tejas destinadas a colocarse con la parte cóncava hacia arriba y reposando sobre el soporte de<br />
cubierta. Pueden o no tener tacones para colocarlas sobre rastreles.<br />
- Tejas cobija: Tejas destinadas a ser colocadas con la parte cóncava hacia abajo y a caballo sobre dos tejas canal.<br />
Por lo general, se utilizan las mismas piezas, como tejas canal cuando se colocan con la parte cóncava<br />
hacia arriba, y tejas de cobija cuando se colocan con la parte cóncava hacia abajo. Sin embargo, el perfil de<br />
las tejas canal puede diferir del de las tejas cobija y puede Ilevar por ejemplo un fondo plano o un perfil<br />
que asegure el asentamiento del producto sobre su soporte. En este ultimo caso, las tejas canal están<br />
equipadas con dos soportes laterales.<br />
Teja curviplana, mixta o romana (Figura 4.6.3.1):<br />
Su diseño permite dar el mismo aspecto a la cubierta que con la curva, aunque se utiliza el mismo sistema<br />
de colocación que en la plana, por lo que técnicamente es similar a ésta y también en sus dimensiones de<br />
42x25 cm 2 .<br />
107
Figura 4.6.3.1.- Tipos de tejas.<br />
Existen otros tipos de tejas como son la teja meridional( Figura45.6.3.2.a ) y la teja supernova ( Figura<br />
4.6.3.2.b ) .<br />
Ventilación (Figura 4.6.3.3).<br />
Figura 4.6.3.2.- Otros tipos de tejas . (a) Meridional (b) Supernova<br />
La ventilación de la cubierta es una de las principales claves para su perfecto mantenimiento, a través de la<br />
circulación del aire bajo las tejas evitamos que exista un gran contraste de temperaturas entre la superficie<br />
del tejado y bajo las tejas. En este sentido del grado de ventilación dependerá el que la humedad se<br />
mantenga por debajo del punto de saturación.<br />
108
La entrada de aire ser realizará por la línea de alero, mientras que la salida se procurara cerca de la línea de<br />
cumbrera. A lo largo del faldón se colocarán tejas de ventilación, que se utilizan para favorecer la<br />
circulación del aire formando una ventilación natural bajo la teja, de manera que una filtración por<br />
capilaridad u otro motivo sea eliminada o secada por el paso del aire. Pueden ser colocadas en la zona<br />
inferior y superior del tejado, creando una aireación con movimientos ascensional continuo. Normalmente<br />
se airean así unos 20 m 2 . Se suministra con chapa metálica que evita la entrada de pájaros y roedores bajo la<br />
teja<br />
La circulación en el interior de la cubierta no debe exceder de 12 metros, y en ningún caso estará<br />
obstaculizada por elemento alguno.<br />
Si la colocación es en seco utilizaremos una teja de ventilación cada 20 m 2 , si la colocación es con mortero<br />
utilizaremos una cada 10 m 2 . Cuanto mayor sea la diferencia de altura entre la entrada y la salida del aire,<br />
mejor será la circulación. Entre los elementos que podemos utilizar para facilitar la ventilación,<br />
encontramos:<br />
Peine de alero: Permite la ventilación a través de la línea de alero levantando las primeras tejas y al mismo<br />
tiempo evita la entrada de pájaros o roedores.<br />
Remates de cumbrera: Elemento formado por un perfil metálico perforado y dos baberos laterales que<br />
pueden ser de zinc, de plomo, o de plástico. Mediante esta pieza se consigue una correcta salida del aire que<br />
circula a través de la cubierta.<br />
(a)<br />
(b)<br />
Figura 4.6.3.3.- (a).- Ventilación de una cubierta (b).- Tejas de ventilación.<br />
109
Piezas especiales.<br />
Son los elementos destinados a completar las tejas utilizadas en la parte principal de In cubierta (por ejemplo<br />
medias tejas), o destinados a realizar los encuentros de los distintos planos del tejado (por ejemplo tejas cumbrera),<br />
o los diversos puntos singulares (por ejemplo: tejas de ventilación). Algunas de estas piezas pueden<br />
tener también una función ornamental, con los aditamentos que proceda-<br />
En todos los casos, las piezas especiales amparadas por esta norma son aquellas cuyas características de<br />
diseño y de dimensión son compatibles con las características de las tejas utilizadas en la parte principal de Ia<br />
cubierta.<br />
En la figura 4.6.3.4 muestra un esquema general de una cubierta con los diferentes puntos singulares y en las<br />
figuras 4.6.3.7 a 4.6.3.14 se pueden ver los accesorios correspondientes a la teja mixta. Se puede observar<br />
la gran variedad existente, lo que se debe a la facilidad de moldeo que presenta la arcilla.<br />
1.- TAPON CUMBRERA 2.- CUÑA 3.- CUMBRERA A 4 AGUAS<br />
4.- MEDIA TEJA 5.- CUMBRERA A 3 AGUAS 6.- TEJA DE VENTILACIÓN<br />
7.- TEJA DE CRISTAL 8.- FINAL CUMBRERA 9.- ADORNO<br />
10.- REMATE LATERAL CURVO DERECHO 11.- ALERO COBIJA<br />
Figura 4.6.3.4.- Esquema general de una cubierta con los diferentes puntos singulares. Elementos<br />
constructivos.<br />
110
Figura 4.6.3.4.- Piezas especiales.<br />
111
Las limahoyas (Figura 4.6.3.5). son uno de los puntos que más agua recibe, pues es la línea que describe la<br />
desembocadura de dos faldones. Entre los materiales a utilizar para su realización están: plomo, zinc, chapa<br />
galvanizada, láminas flexibles impermeables, etc. Se puede considerar como un canalón inclinado que lleva<br />
el agua, de las dos vertientes contiguas que lo configuran, hasta el alero.<br />
Las tejas que vuelen por encima de la limahoya estarán cortadas según la línea paralela al eje que describa<br />
ésta, y deberán solaparla al menos 10 cm. Todas las tejas en contacto irán fijadas. Se prestará especial<br />
atención a los encuentros en los que uno de los faldones tenga mayor pendiente o donde esta tenga poca<br />
inclinación. Estas situaciones se resolverán incrementando el ancho de la limahoya o aplicando una capa<br />
complementaria de impermeable.<br />
Figura 4.6.3.5.- Limahoya.<br />
Las limatesas (Figura 4.6.3.6). son las líneas inclinadas que resulta del encuentro de dos faldones en su<br />
punto de máxima altura. Donde se iniciara la caída del agua. Se colocarán las tejas del primer faldón más<br />
allá del eje de la limatesa, y se marcan para su cortado, siguiendo la línea de la limatesa. Las retiramos y<br />
realizamos la misma operación con el faldón opuesto. Tras esta operación se colocan de nuevo, asegurando<br />
su perfecta fijación al soporte.<br />
Si la colocación es en seco, las tejas irán colocadas a testa con el rastrel, si se utiliza mortero lo harán a testa<br />
entre ellas. Seguidamente colocaremos la cumbrera. Comenzando por el alero con una pieza de remate<br />
cumbrera, y siguiendo el eje con tejas cumbrera. Es importante que las tejas cortadas queden solapadas al<br />
menos 5 cm. Para asegurar una perfecta estanqueidad se pueden utilizar bandas impermeables, perfiles de<br />
espuma, zinc con plomo, etc. El espacio que deja la teja mixta en su canal podrá ser ocupado con cuñas. En<br />
el caso en que una cumbrera derive en dos limatesas utilizaremos la pieza caballete a 3 aguas.<br />
Figura 4.6.3.6.- Limatesa<br />
112
1.- TAPON CUMBRERA (Figura 4.6.3.7.a).<br />
Esta pieza remata ambos extremos de la cumbrera, solapando tres piezas, el caballete, el lateral derecho de<br />
un faldón y el lateral izquierdo de otro faldón. Garantiza la estanqueidad en ese encuentro y consigue el<br />
acabado perfecto de ambos remates al unirse a la cumbrera.<br />
2.- CUMBRERA (Figura 4.6.3.7.b).<br />
Pieza que asegura la estanqueidad a lo largo de las limatesas y la línea de cumbrera. La cumbrera es la línea<br />
horizontal que describe el faldón en su punto de máxima altura. Puede resultar del encuentro de dos faldones<br />
(cubierta a dos aguas) o de un faldón acabado en plano vertical (cubierta a un agua).<br />
Faldón con faldón:<br />
Es importante que con el replanteo de la cubierta consigamos llegar a la línea de cumbrera utilizando una<br />
teja entera. Si la colocación es sobre rastreles, las tejas irán colocadas a testa con el rastrel de cumbrera, pero<br />
si van con mortero se colocaran a testa entre ellas. Todas las tejas en contacto con la cumbrera irán fijadas.<br />
Una vez que se han colocado todas las tejas de los faldones, se procede a colocar las tejas cumbrera, que<br />
deberán solapar un mínimo de 5 cm a las tejas de ambos faldones.<br />
Se comenzara por uno de los extremos colocando la pieza de remate cumbrera, y se continuara con el resto<br />
de tejas cumbrera acoplándolas unas con otras gracias al sistema de encaje. Su colocación será opuesta a los<br />
vientos que traen lluvia. El encuentro de la cumbrera en el otro extremo lo resolvemos utilizando el tapón de<br />
cumbrera. Esta pieza ira fijada mediante clavos o tornillos autotaladrantes. Otra pieza especial que podemos<br />
utilizar en la cumbrera es la cuña. Mediante esta pieza se cierra el espacio que deja la teja mixta en su canal.<br />
Faldón con un plano vertical, cubierta a un agua:<br />
Este punto lo resolveremos colocando una fila completa de piezas de remate lateral, siempre en dirección<br />
contraria a los vientos que traen lluvia. Este remate lo fijaremos a un rastrel que previamente habremos<br />
colocado. Cubriendo el remate lateral y la última fila de tejas del faldón colocaremos la cumbrera,<br />
asegurándonos de que solapa a estas en al menos 5 cm.<br />
(a) (b)<br />
Figura 4.6.3.7.- (a).- Tapón Cumbrera (b).- Cumbrera. Colocación.<br />
113
3.- CUÑA (Figura 4.6.3.8).<br />
Pieza que cierra el espacio que deja la teja mixta en su canal.<br />
4.- CUMBRERA A 4 AGUAS (Figura 4.6.3.9.a).<br />
5.- CUMBRERA A 3 AGUAS (Figura 4.6.3.9.b).<br />
Figura 4.6.3.8.-Cuña. Colocación.<br />
(a) (b)<br />
Figura 4.6.3.9.-Cumbreras 3 y 4 aguas.<br />
114
6.- TEJA DE CRISTAL (Figura 4.6.3.10).<br />
Se pueden colocar con el fin de dejar paso a la luz.<br />
7.- CHIMENEA (Figura 4.6.3.11).<br />
8.- MEDIA TEJA (Figura 4.6.3.12.a).<br />
Figura 4.6.3.10.- Teja cristal mixta y plana.<br />
Figura 4.6.3.11.- Chimenea y teja soporte chimenea..<br />
Pieza que cierra la última columna de tejas en la parte derecha del faldón. Se complementa con el remate<br />
lateral derecho.<br />
9.- REMATE LATERAL CURVO DERECHO (Figura 4.6.3.12.b).<br />
Pieza que asegura la estanqueidad al agua y al viento a lo largo del lateral del faldón. Existe tanto para el<br />
lado izquierdo como para el derecho, quedando solapada por la primera y la última columna de tejas del<br />
faldón.<br />
Se utilizarán las piezas de remate especialmente diseñadas para adaptarse al faldón, pues garantizan la<br />
estanqueidad en su unión con la teja, además de aportar belleza en el lateral de la fachada (al hastial). La<br />
colocación del remate lateral se realiza comenzando desde el alero y finalizando en la cumbrera. Todas las<br />
piezas se fijarán sobre listón situado en el lateral de la pared o en el propio faldón, mediante clavado o<br />
atornillado. El agujero será posteriormente sellado para garantizar la estanqueidad.<br />
115
(a) (b)<br />
(c)<br />
Figura 4.6.3.12.- (a).- Media teja (b).- Remate lateral curvo derecho (c).- Vista de un remate lateral<br />
10.- ADORNOS (Figura 4.6.3.13).<br />
Figura 4.6.3.13.- Adornos<br />
116
12.- FINAL DE CUMBRERA (Figura 4.6.3.14).<br />
Pieza que permite terminar el extremo de la limatesa, cumpliendo un importante función estética, al tiempo<br />
que garantiza la estanqueidad en el encuentro con el alero.<br />
Figura 4.6.3.14.- Final cumbrera<br />
13.- ALERO COBIJA Y ALERO CANAL (Figura 4.6.3.15.a y b).<br />
Piezas que cumplen una doble función. Por un lado, se obtiene un alero embellecido y similar al de las<br />
cubiertas de teja curva y, por otro, se prolonga el alero unos 15 cm., evitando que se produzcan humedades<br />
y manchas en la fachada.<br />
(a) (b)<br />
Figura 4.6.3.15.- (a).- Alero cobija (b).- Alero canal-<br />
La tejas pueden presentarse en diferentes colores y acabados y pueden ser: naturales y flameadas ( Figura<br />
4.6.3.16 ) esmaltadas ( Figura 4.6.3.17 ) o envejecidas ( Figura 4.6.3.18 ).<br />
117
ROJA. ROJA FLAMEADA<br />
PAJA PAJA FLAMEADA<br />
MARRON MAIGMÓ<br />
TABAIRES<br />
Figura 4.6.3.16.- Tejas naturales y flameadas.<br />
118
BLANCA. NEGRO AZUL<br />
AZUL COBALTO. GRANATE VERDE BOTELLA<br />
VERDE OLIVA. MIEL COÑAC<br />
Figura 4.6.3.17.- Tejas esmaltadas<br />
119
ESPARTA CELTIBERA<br />
HISPANIA ROJA JASPEADA<br />
FENICIA ATHENAS<br />
LUCENTUM SALMON<br />
CARTAGO.<br />
Figura 4.6.3.18.- Tejas envejecidas.<br />
120
TEJA INTEGRAL : NOVOTEJA ( Figura 4.6.3.19).<br />
Realizada por extrusión, en una sola pieza de gran formato, novoteja incorpora en su estructura todos los<br />
elementos necesarios para poder ser instalada directamente sobre vigas, con un alto nivel de acabado.<br />
Montada sobre placa, sus prestaciones la hacen igualmente inmejorable.<br />
Despiece:<br />
1 – NOVOTEJA<br />
2 - Viga de hormigón (o de madera, perfil metálico...).<br />
3 - Techo cerámico, doble o sencillo (el mejor complemento para una cubierta de novoteja). Los remates se<br />
realizarán en función de las necesidades, común a cualquier otra teja.<br />
Características.<br />
Figura 4.6.3.19.- Teja NOVOTEJA<br />
Resistencia: Gracias a su estructura interna en forma de celdas esta teja ofrece la más alta resistencia a la<br />
flexión del mercado.<br />
Instalación: Con su especial diseño esta teja ofrece el mejor rendimiento de instalación del mercado, donde<br />
todo son ventajas: el replanteo, los apoyos la solidez...<br />
Formato:Su gran formato, además de facilitar la instalación, hace desaparecer los problemas de movilidad<br />
de las tejas por vientos o modificación. 55 x 50 x 12 cms. = 5 uds x m2.<br />
121
Ventilación: La buena ventilación que se produce a través de las cámaras interiores evita toda posible<br />
condensación en el interior de la construcción.<br />
Impermeabilidad: Los grandes solapes de esta teja, su tratamiento industrial con siliconas y su buena<br />
ventilación nos permiten ofrecer una óptima impermeabilidad. NORMA U.N.E. 67.033-85 = goteo calidad<br />
A > 2h, B > 12h, C > 24h (máxima calidad); novoteja = goteo > 72h.<br />
Heladicidad: La materia prima utilizada en la realización de la teja y una adecuada cocción, permiten a esta<br />
teja ofrecer la máxima resistencia al hielo. NORMA U.N.E. 67.034-86 = no heladiza > 25 ciclos; novoteja ><br />
30 ciclos.<br />
Aislamiento: Sus cámaras interiores permiten un alto nivel de aislamiento y hacen innecesario, en muchos<br />
casos, el empleo de materiales aislantes de refuerzo.<br />
Estética: Una ventaja más de esta teja consiste en mantener la estética de las tejas cerámicas, pudiendo<br />
realizarse, además, en cualquiera de sus distintas formas.<br />
Mantenimiento: La alta resistencia de las tejas y su sólida instalación anulan cualquier movimiento en las<br />
tejas reduciendo las necesidades de mantenimiento.<br />
Precio : Con este tipo de teja se puede ahorrar en mano de obra, en materiales, en mantenimiento... y,<br />
montada sobre vigas, se ahorrará la placa.<br />
4.6.4.- ELEMENTOS ESTRUCTURALES.<br />
Estos elementos se utilizan para la realización de forjados. Existen dos tipos de forjado ( Figura 4.6.4.1) :<br />
Forjado de viguetas que, en general, está constituido por:<br />
- Viguetas prefabricadas de hormigón u hormigón y cerámica, armadas o pretensadas.<br />
- Piezas de entrevigado cuya función puede ser de aligeramiento o resistente.<br />
- Hormigón vertido en obra en relleno de nervios y formando la losa superior (capa de compresión).<br />
- Armadura colocada en obra.<br />
Forjado de losas alveolares pretensadas que, en general, está constituido por:<br />
- Losas alveolares prefabricadas de hormigón pretensado.<br />
- Hormigón vertido en obra en relleno de juntas laterales entre losas y formando la losa superior. Puede<br />
prescindirse de la losa superior mediante un estudio especial de las condiciones resistentes y de<br />
deformación, salvo cuando existan acciones laterales importantes.<br />
- Armadura colocada en obra.<br />
El principio básico de los entrepisos construidos con viguetas y elementos intermedios livianos consiste en<br />
sustituir la zona no resistente de la losa por un material estáticamente inactivo, de menor peso y mayores<br />
propiedades aislantes que el hormigón convencional, permitiendo alcanzar mayores luces y sobrecargas,<br />
reduciendo costos, tiempos y mano de obra especializada por la ausencia total del encofrado, simplificación<br />
de los apuntalamientos y fabricación en serie que asegura la calidad y uniformidad de los componentes.<br />
Definiciones ( Figura 4.6.4.2)<br />
-Alas de apoyo: Salientes inferiores de la bovedilla, en general ligeramente desplazados del piano inferior<br />
hacia arriba, que ocupan toda la longitud de la pieza y sobre los que se apoya la bovedilla en su colocación en<br />
obra. Existen algunos modelos de bovedillas a los que no es aplicable esta definición.<br />
122
- Altura de las alas de apoyo: Distancia vertical entre el piano inferior de la bovedilla y el del ala de apoyo (hf).<br />
- Anchura de las alas de apoyo: Distancia entre los pianos verticales que limitan el ala de apoyo (bf).<br />
- Altura: Dimensión máxima en el sentido vertical, supuesta la bovedilla colocada en obra (H).<br />
- Anchura: Dimensión máxima exterior, en el sentido de la luz entre viguetas o nervios (B).<br />
- Longitud: Dimensión máxima en el sentido paralelo al eje de las viguetas, supuesta la bovedilla colocada en<br />
obra (L).<br />
Figura 4.6.4.1.- Tipos usuales de forjados unidireccionales.<br />
Figura 4.6.4.2.- Elementos geometricos de una bovedilla.<br />
Según la función, se distinguen los tres tipos siguientes ( Figura 4.6.4.3 ) : Aligerantes, formantes y<br />
resistentes.<br />
Figura 4.6.4.3.- Tipos de elementos estructurales.<br />
123
- Bovedillas aligerantes (A) ( Figura 4.6.4.4 ). Son aquellas cuya misión es servir de encofrado al hormigón<br />
del forjado. Son casetones cuyo fin es reducir el peso de los forjados reticulares. Existen diversos tipos<br />
aunque el más conocido es el triangular, combinándose cuatro piezas que dan un cuadrado de 50 a 70 cm. de<br />
lado y altura de 17 a 20 cm.<br />
Figura 4.6.4.4 .- Forjado utilizando casetones triangulares.<br />
En las bovedillas aligerantes, se admitirá cualquier "pared fisurada", siempre que se cumpla que la carga de<br />
rotura a flexion, según la Norma UNE 67037, deberá ser en todas las probetas de la muestra superior a 1.0 KN.<br />
- Bovedillas resistentes (R) ( Figura 4.6.4.5 ). Son aquellas que además de servir de encofrado, se puede<br />
considerar a la cerámica en contacto con el hormigón como parte de la capa de compresión del forjado,<br />
formando una bóveda resistente de hormigón entre las viguetas. Sus dimensiones varían de 50 a 70 cm. de<br />
ancho y 25 cm. de largo, con una altura entre 17 y 20 cm. Se realizan piezas especiales de menor ancho y<br />
altura. Su parte superior es abovedada aunque se fabrican también planas.<br />
- Bovedillas resistentes con capa de compresión incorporada (RC). Son aquellas que forman parte de la capa<br />
de compresión del forjado, sin necesidad de hormigón sobre la parte superior de las mismas. Se conforman<br />
vigas y viguetas de hormigón armado. Existen numerosas patentes y formas, siendo ésta en general en U<br />
para colocar en la base o zona de tracciones.<br />
En las bovedillas resistentes y resistentes con capa de compresión, no se admitirán paredes fisuradas en su cara<br />
superior, en su cara inferior, en las alas de apoyo, ni en los tabiques verticales si estos no son más de<br />
cuatro. Si superan este número, podrá admitirse que uno de ellos sea "pared fisurada".<br />
La bovedilla cerámica constituye la mejor solución como pieza de aligeramiento de cualquier tipo de<br />
forjado. Entre sus propiedades físicas y mecánicas, hemos de señalar:<br />
- Su buen grado higrométrico.<br />
- Nula posibilidad de condensaciones.<br />
- Alta capacidad de aislamiento acústico y térmico.<br />
- Máxima garantía contra fisuraciones.<br />
- Buena resistencia a la flexión >180 KP, que le confiere gran seguridad en el trabajo.<br />
- Dimensiones regulares.<br />
- Máxima adherencia a hormigones, yesos o cualquier material de recubrimiento.<br />
- Buena absorción del agua.<br />
124
´<br />
Figura 4.6.4.5 .- Elementos formantes. Bovedillas.<br />
Por su solidez y ligereza, la bovedilla cerámica permite a la empresa constructora y a sus operarios, una<br />
ejecución de las estructuras rápida y segura. Asimismo, las dilataciones medias, al ser la cerámica, un<br />
material muy inalterable, no sobrepasan los 0.01 mm/ml., con la siguiente evitación de aparición de<br />
desconchados, fisuras y roturas en los techos.<br />
125
4.6.5.- Plaquetas ceramicas.<br />
Las plaquetas cerámica sirven para realizar revestimientos exteriores ( Figura 4.6.5.1 ). Sus características<br />
más importantes han de ser : impermeabilidad, ausencia total de eflorescencias y una durabilidad ilimitada,<br />
además de una fácil instalación y conservación. Todas estas cualidades junto con una completísima gama de<br />
modelos y piezas especiales ( Figura 4.6.5.2) hacen de la plaqueta, un elemento a considerar en la<br />
arquitectura de hoy.<br />
Modelo Oporto<br />
Modelo Aragon<br />
Modelo Guadarrama<br />
Modelo Bilbao<br />
Modelo Levante<br />
Modelo Castilla<br />
Modelo Galicia<br />
Modelo Inglés<br />
Figura 4.6.5.1.- Revestimientos exteriores a base de plaquetas cerámicas.<br />
126
Col. a b c d R Cod. a b c d R<br />
Plaqueta 1.140 24 2 (1)<br />
Esquina en<br />
ángulo<br />
2.015 24 5<br />
Esquadra 1.160 24 11,5 (1) Esquina Roma 2.030 24 6<br />
Medio largo 1.030 24 5,75 (1) Gárgola Recta 2.110 18 13 8,5 5,5 6<br />
Esquadra<br />
Roma<br />
1.240 24 11,5 (1) 2,5 Gárgola Cañón 2.120 13,5 11,5 10,5 3<br />
Esquadra<br />
Roma<br />
1 canto<br />
Remate padieira<br />
1.250 24 11,5 (1) 6,5 2.130 24<br />
curvo 24 cm. (7)<br />
12 11,5 15,5<br />
Terminal Romo 1.260 24 11,5 (1) Remate ventana 2.140 24 11,5 (1)<br />
Plaqueta en<br />
ángulo<br />
1.620 24 11,5 (1) 2,5 (2)<br />
(1) 5 cm./6,5 cm. (2) ángulo 120º/135º consulte ángulos<br />
Figura 4.6.5.2.- Piezas especiales y sus dimensiones.<br />
En la tabla 4.6.5.1 se dan las características técnicas de las plaquetas.<br />
127
4.6.6.- Adoquines ceramicos. Bordillos.<br />
Tabla 4.6.5.1.- Características técnicas de las plaquetas cerámicas.<br />
Son piezas de forma paralelepipédica que sirven para realizar pavimentos exteriores, generalmente, fuera de<br />
la vivienda: porches, rampas, accesos, aceras, etc... Las dimensiones pueden ser : 20 cm x 10 cm x 5 cm ,<br />
24 cm x 6 cm x 5 cm, etc.<br />
Los adoquines presentan frente a otros productos prefabricados ventajas indiscutibles que marcan las<br />
diferencias, como son: su gama de colores cálidos e inalterables en el tiempo que les confieren una belleza<br />
natural y duradera, sus cualidades físicas que les hacen resistir la acción de las heladas y los ambientes<br />
donde la contaminación, las lluvias ácidas y el resto de agentes agresivos acabarían con otros materiales, su<br />
Kgf<br />
resistencia a compresión (que en algunos modelos supera los 1350 ), solo comparable a elementos de<br />
2<br />
piedra natural, su elevada resistencia al desgaste, su dureza frente al rayado y su excepcional resistencia a la<br />
flexotracción, que les permite obtener mejores resultados que piezas de hormigón de grueso muy superior,<br />
lo que se traduce en un menor peso de la pieza y un mayor rendimiento en su colocación.<br />
Todos los aspectos anteriores hacen de los adoquines cerámicos un producto de alta calidad que amplia las<br />
posibilidades existentes para proyectar los pavimentos de cualquier tipo de espacio.<br />
cm<br />
128
ROJO ROJO GRIS<br />
RUSTICO LISO RUSTICO<br />
TENERE TUAREG GRIS LISO<br />
Figura 4.6.6.1.- Adoquines ceramicos. Terminaciones y tonalidades. Disposición posible.<br />
Por su parte, en la figura 4.6.6.2 se representan dos formas de realizar un pavimento con adoquines<br />
cerámicos.<br />
Figura 4.6.6.2.- Procedimientos para realizar un pavimento con adoquines cerámicos.<br />
129
En la tabla 4.6.6.1 se dan las características técnicas de los adoquines cerámicos.<br />
Tabla 4.6.6.1 .- Características técnicas de los adoquines cerámicos Klinker y prensados.<br />
Características Técnicas<br />
* Dimensiones nominales mm<br />
Tolerancias sobre<br />
el valor nominal<br />
Tolerancias dimensionales.<br />
Rango (mm)<br />
Soga y<br />
tizón<br />
Klinker<br />
Palo de<br />
Rosa<br />
198 x 98 x<br />
50 *<br />
Klinker<br />
Rojo,<br />
Avellana y<br />
Venecia<br />
197 x 97 x<br />
48 *<br />
± 3 ± 3<br />
Grueso ± 2 ± 2<br />
Soga y<br />
tizón<br />
4 4<br />
Grueso 3 3<br />
Absorción de agua < 6 % < 2 %<br />
Densidad aparente (kg/dm 3 ) 2,10 2,30<br />
Resistencia al hielo No heladizo No heladizo<br />
Resistencia a la abrasión<br />
(vol. materia perdida)<br />
Resistencia a la flexión DIN<br />
Resistencia a la flexión<br />
Proy. Norma Europea<br />
Resistencia a la compresión<br />
310 mm 3 215 mm 3<br />
15,3 N/mm 2<br />
(156<br />
Kp/cm 2 )<br />
135 N/mm<br />
(138 Kp/cm)<br />
95 N/mm 2<br />
(970<br />
Kp/cm 2 )<br />
18 N/mm 2<br />
(183<br />
Kp/cm 2 )<br />
150 N/mm<br />
(153 Kp/cm)<br />
135 N/mm 2<br />
(1383<br />
Kp/cm 2 )<br />
Dureza Mohs 7 7<br />
*Dimensiones sin los separadores<br />
Finalmente, en la figura 4.6.6.4 puede verse un bordillo cerámico.<br />
Figura 4.6.6.3.- Bordillo cerámico<br />
130
4.6.7.- Baldosas cerámicas (Figura 4.6.7.1).<br />
También llamadas losetas, rasillas o atobas, son piezas delgadas con una cara lisa y otra estriada para mejor<br />
agarre al mortero. Se utilizan en pavimentos y revestimientos. Producto cerámico elaborado con arcillas<br />
especiales, que al ser cocida a alta temperatura consigue una absorción menor del 6 % y una gran resistencia<br />
g<br />
y densidad mayor a 2 3<br />
cm g.<br />
En cuanto a calidades, existen el baldosín catalán, realizado con arcillas seleccionadas y la atoba de Aspe,<br />
menos fina. Las formas varían desde piezas rectangulares y cuadradas a poligonales y las dimensiones de<br />
24x24 cm, 20x20 cm, 12x24 cm , 12x12 cm, 10x10 cm, etc...<br />
4.6.8.- Tubos .<br />
Podemos hablar de los siguientes tipos:<br />
Saneamiento (Figura 4.6.8.1):<br />
Figura 4.6.7.1.- Baldosas cerámicas.<br />
Se fabrican en pequeño formato de 50 a 60 cm. de longitud y 10 cm de diámetro, con gres vidriado<br />
interiormente. Actualmente también existen piezas de grandes dimensiones para redes urbanas. Los tubos de<br />
gres se construyen con arcilla molida y agua. Cuando adquieren la forma definitiva, se desecan y se<br />
hornean.<br />
El gres es un material que no se corroe por acciones bioquímicas, las juntas de los tubos son de enchufe y<br />
cordón con aro de goma.<br />
Las cualidades de los tubos y accesorios de gres son:<br />
- Resistencia a la acción de agentes químicos (todos los ácidos menos el Hidrofluorito).<br />
- Fluidez Hidráulica importante, Coeficiente de rugosidad K=0.002 mm., en tuberías rectas y K=0.15 mm<br />
en tuberías con muchos empalmes.<br />
- Resistencia mecánicas a cargas de tráfico y peso del terreno.<br />
- Impermeabilidad, puede soportar presiones puntuales hasta los 10 m.c.a.<br />
- Resistencia a las temperaturas extremas, soporta entre -10ºC a 70ºC.<br />
131
Humos y olores: Conductos de ventilación.<br />
Figura 4.6.8.1.- Tubos de saneamiento cerámicos.<br />
Para conductos verticales se fabrican piezas rectangulares con varias cámaras ( Figura 4.6.8.2). Existen<br />
piezas con un cilindro circunscrito interior que reduce el depósito de partículas ( Figura 4.6.8.3 ) . Las<br />
dimensiones de las piezas pueden ser 20x20x25 cm. 20x20x40 cm. o 20x20x55 cm.<br />
Figura 4.6.8.2.- Conductos de ventilación.<br />
Figura 4.6.8.3.- Conductos de ventilación con superficie cilíndrica circunscrita<br />
132
En las figuras 4.6.8.4 y 4.6.8.5 puede verse el montaje de los conductos de ventilación sencillos y dobles<br />
respectivamente.<br />
Figura 4.6.8.4.- Montaje de los conductos de ventilación sencillos<br />
133
Figura 4.6.8.5.- Montaje de los conductos de ventilación dobles.<br />
134
4.6.9.- Piezas especiales.<br />
Se fabrican una gran variedad de piezas destinadas a construcción, debido a la gran facilidad de moldeo de<br />
las arcillas. Destacan de entre ellas las siguientes:<br />
Celosías (Figura 4.6.9.1).<br />
Piezas destinadas a cerramiento parcial o vallados, ya que permite el paso del aire y en parte la luz y la<br />
visión. Se fabrican en muy diversas formas, aunque la más generalizada es la cuadrada o rectangular.<br />
Figura 4.6.9.1.- Diferentes formas de celosías.<br />
135
Vierteaguas o albardillas (Figura 4.6.9.2).<br />
Para ventanas y antepechos de terrazas. Son piezas delgadas con goterón en un extremo para la evacuación<br />
del agua. Se fabrican vidriadas o porosas, siendo éstas de arcillas seleccionadas y muy compactas.<br />
Dimensiones 10x20x2 cm.<br />
Cornisas (Figura 4.6.9.3).<br />
Pasamanos (Figura 4.6.9.4).<br />
(a) (b)<br />
(b)<br />
Figura 4.6.9.4.- (a).- Albardillas. (b).- Vierteaguas<br />
Figura 4.6.9.4.-Cornisas.<br />
Figura 4.6.9.4.- Pasamanos cerámico.<br />
136
4.6.10.- Ladrillos especiales y piezas compuestas.<br />
Ladryeso.<br />
Arcilla y yeso, dos de los materiales más utilizados por el<br />
Arcilla y yeso, dos de los materiales más utilizados por el hombre para la construcción a lo largo de la<br />
historia, son hoy en día la sólida base para la fabricación de LADRYESO (Figura 4.6.10.1).<br />
Figura 4.6.10.2.- Formatos de ladryeso<br />
Ladryeso es un elemento de gran formato compuesto por un núcleo de ladrillo revestido de escayola. Sus<br />
caras son totalmente planas y presenta testas moldeadas con uniones machihembradas. No necesita mano de<br />
obra especializada para su instalación (Figura 4.6.10.2).<br />
Figura 4.6.10.2.- Instalación del ladryeso<br />
Esta indicado para paredes divisorias internas, así como para la realización de cámaras aislantes, siendo<br />
perfectamente utilizable para paredes de baños y cocinas.<br />
Ladryeso puede colocarse sobre forjados o pavimentos y reduce el número de juntas y la cantidad de<br />
mortero a utilizar. Además posee una excelente planimetría debido al perfecto calibrado de sus cuatro caras<br />
machihembradas, su secado rápido y no genera escombros<br />
Sus características son:<br />
- Buena resistencia a flexión originada por el alma cerámica que tiene, permite el apoyo de grandes pesos<br />
sin ningún tipo de deformación o rotura (Tabla 4.6.10.1).<br />
- Alta dureza superficial, que permite ser inalterable ante roces y golpes, conseguida gracias a la calidad de<br />
las escayolas (Tabla 4.6.10.1).<br />
- Su excelente planeidad, consigue un acabado perfecto, sin imperfecciones (Tabla 4.6.10.1).<br />
137
Tabla 4.6.10.1.- Caracteristicas técnicas según norma UNE 136001/136002.<br />
- Gran amortiguación acústica (Tabla 4.6.10.2):<br />
Tabla 4.6.10.2.- Aislamiento acústico<br />
La conductividad térmica y la resistencia al fuego se dan en la tabla 4.6.10.3.<br />
Ladryeso térmico (Figura 4.6.10.3).<br />
Tabla 4.6.10.3.- Conductividad térmica y la resistencia al fuego del ladryeso.<br />
Con la técnica de fabricación e instalación de Ladryeso térmico, se incorpora un aislamiento a una de las<br />
caras de la pieza cerámica y, por tanto, a la hoja interior de la fachada, consiguiéndose la solución técnica<br />
adecuada para el confort térmico.<br />
Los beneficios que se consiguen son:<br />
- Aislamiento incorporado en cara caliente.<br />
- Homogeneidad del aislante.<br />
- Espesor uniforme y, por tanto, características constantes.<br />
- Obra seca<br />
- Sin problemas de condensaciones.<br />
- Fácil instalación.<br />
- Previene que el aislamiento absorba humedad, cumpliendo la norma NBE – CT - 79<br />
138
Figura 4.6.10.3.- Ladryeso térmico. Detalle de la hoja de la fachada<br />
En la tabla 4.6.10.4 se dan las caracteristicas técnicas del ladryeso térmico<br />
Termicón.<br />
Tabla 4.6.10.4.- Caracteristicas técnicas del ladryeso térmico.<br />
Es una pieza sándwich compuesta por dos elementos cerámicos que llevan en el medio un material aislante,<br />
como es poliestireno o la lana de roca. (Figura 4.6.10.4).<br />
Con termicón se consigue cubrir y aislar en una sola fase, convertiéndose en la solución ideal y más rentable<br />
para cubiertas, proporcionando un óptimo resultado como aislante bajo teja en una sola fase.<br />
Los beneficios del producto son:<br />
- Sin puentes térmicos, por lo que responde a un comportamiento como aislante de máxima calidad.<br />
Máximo confort con<br />
139
un importante ahorro energético.<br />
- Sistema de cubierta aislante cerámico tipo sandwich.<br />
- Gran resistencia a la flexotracción, por lo que la cubierta es segura y consistente (100% transitable).<br />
- Material estable al tiempo.<br />
- Fabricación tecnológicamente precisa.<br />
- Material ecológico, inocuo para la salud. Nivel de emisión de humos nulo.<br />
y los beneficios de instalación los siguientes:<br />
- Rapidez y facilidad de ejecución. Mayor rentabilidad en la obra.<br />
- Garantiza mayor seguridad laboral, cubierta 100% transitable.<br />
- Gran variedad de posibilidades decorativas en acabados. Ideal para techos vistos.<br />
Figura 4.6.10.4.- Termicón.<br />
En la tabla 4.6.10.5 se dan las caracteristicas técnicas, térmicas y acústicas del termicón.<br />
140
Tabla 4.6.10.5 .- Caracteristicas técnicas, térmicas y acústicas del termicón.<br />
Piezas de elevado aislamiento acustico.<br />
Acusper.<br />
Acusper es un ladrillo perforado (Figura 4.6.10.5), con un sistema evolucionado de perforaciones para la<br />
realización de muros simples de separación de viviendas que proporcionan al tabique divisorio, unas<br />
excelentes prestaciones acústicas. Permite un aislamiento acústico al ruido aereo mayor de 50 dBA.<br />
Figura 4.6.10.5.- Ladrillo perforado Acusper. Características técnicas.<br />
En la tabla 4.6.10.6 se dan las caracteristicas térmicas y acústicas del Acusper.<br />
Tabla 4.6.10.6 .- Caracteristicas térmicas y acústicas del Acusper.<br />
141
Acustistac.<br />
ACUSTISTAC es el resultado de la evolución natural de la construcción en el campo del aislamiento<br />
acústico para tabiquería. Es un sistema de ensamblado en tres capas conformadas mecánicamente en una<br />
sola pieza, formando un panel sandwich que integra la cerámica tradicional con un material absorbente<br />
acústico (lana de roca, fibra de vidrio, etc.) (Figura 4.6.10.6).<br />
Los beneficios del producto son:<br />
- Sistema acústico tipo sandwich. Aislamiento al ruido aéreo > 53 dBA.<br />
- Diseño específico para alojar fácilmente instalaciones y cableado.<br />
- Ligero como tabiquería. Espesor 14 cm, por lo que no reduce superficie habitable.<br />
- Sin puentes térmicos, por lo que responde a un comportamiento como aislante de máxima calidad.<br />
- Material estable al tiempo.<br />
- Material ecológico, inocuo para la salud. Nivel de emisión de humos nulo.<br />
- Máximo confort con un importante ahorro energético.<br />
y los neneficios de instalación son los siguientes:<br />
- Rapidez de ejecución y mayor rentabilidad en la obra.<br />
- Manejo sencillo en obras y montajes.<br />
- Producción de escombros mínima.<br />
(a)<br />
(b)<br />
Figura 4.6.10.6.- (a).- Acustistac 32x50x14 (b).- Acustistac 32x50x16<br />
En la tabla 4.6.10.7 se dan las caracteristicas técnicas, térmicas y acústicas del acustistac.<br />
142
Acusticarcilla.<br />
Tabla 4.6.10.7 .- Caracteristicas técnicas, térmicas y acústicas del acustistac<br />
Es un ladrillo cerámico de 5 perforaciones en tabla (Figura 4.6.10.7), que representa una solución acústica<br />
de altas prestaciones, que va más allá de los límites habituales de aislamiento sonoro de otras opciones del<br />
mercado.<br />
Figura 4.6.10.7.- Ladrillo perforado de altas prestaciones acústicas.<br />
En la tabla 4.6.10.7 se dan las caracteristicas técnicas ,acústicas y frente al fuego y en la 4.6.10.8 la<br />
comparación con el aislamiento acústico de otros sistemas .<br />
143
Tabla 4.6.10.7.- Caracteristicas técnicas ,acústicas y frente al fuego.<br />
Medidas: 250x122x68 mm<br />
Revestimiento: 1-1,5 cm de yeso por cada cara<br />
Peso Ud.: 3'00kg +/- 5%<br />
Espesor de muro terminado<br />
Peso/m2 de la solución<br />
14 cm<br />
constructiva<br />
(acustiarcilla+mortero+yeso)<br />
215 kg/m2 (acustiarcilla+mortero+yeso)<br />
Aislamiento Acústico:<br />
UNE-EN ISO 717-1:1997 51.(-2;-5)db<br />
NBC-CA 88 R(A) 50,1 db(A)<br />
R: 120<br />
Comportamiento frenta al fuego: M0<br />
Tabla 4.6.10.8.- Comparación con el aislamiento acústico de otros sistemas.<br />
1 pie ladrillo cerámico<br />
Acustiarcilla 50 Termoarcilla 14<br />
100 mm<br />
Aislante Acústico 50 dbA 46 dbA 45 dbA<br />
Espesor de la pared 14 cm 17 cm 27 cm<br />
Pérdida de espacio por cada<br />
10m lineales de pared<br />
comparándolo con<br />
Acustiarcilla<br />
- 0,3 m2 1,3 m2<br />
Es de fácil y rápida instalación, ya que no necesita mano de obra especializada, utiliza como material de<br />
agarre mortero habitual y se enluce con 1,5 cm de yeso por cada lado. Se recomienda rellenar los huecos<br />
internos con mortero, evitando que coincidan rozas por ambas caras.<br />
144
4.7.- PROPIEDADES Y ENSAYOS.<br />
Las propiedades a exigir a un producto cerámico son en esencia las mismas que para los pétreos naturales<br />
con alguna particularidad. Veamos estas propiedades y la forma de controlarlas a partir de los ensayos.<br />
Los criterios de rechazo de las piezas cuando no se cumplan las exigencias, figuran en las normas UNE<br />
67019 y NBE-MV-201/1972.<br />
4.7.1.- Ensayos organolépticos.<br />
Nos determinan por observación visual de forma rápida y sencilla, una serie de datos sobre el material que<br />
luego será preciso comprobar en laboratorio.<br />
- Propiedades físicas: Color, grietas, mellas y deformaciones.<br />
Los ladrillos de la clase V tendrán una coloración uniforme, aunque podrán presentar variaciones en tonos e<br />
intensidad siempre que se mantenga una entonación homogénea a lo largo de todo el suministro de la obra.<br />
Los ladrillos de la clase V coloreados superficialmente se someterán a un ensayo de cocción en horno<br />
eléctrico a 600 ºC durante dos horas, no debiendo sufrir las superficies de las caras coloreadas variaciones<br />
de color ni de aspecto.<br />
- Propiedades mecánicas: En base al color se puede intuir el contenido de hierro que está en relación directa<br />
con la resistencia mecánica.<br />
- Propiedades químicas: Como primera aproximación a la alterabilidad de la pieza está la observación de<br />
caliches en forma de puntos blancos.<br />
Fisura: Hendidura mas o menos irregular que afecta a la totalidad del espesor de una pared del ladrillo.<br />
Caliche: Grano de oxido cálcico, producido durante la cocción del ladrillo, que se expansiona al hidratarse<br />
dando lugar a la aparición de desconchados.<br />
Desconchado: Desprendimiento de una parte superficial del material que hace aparecer un cráter mas o<br />
menos profundo en el ladrillo de dimensión media superior a siete milímetros. La dimensión media de un<br />
desconchado es la media aritmética de los lados del menor rectángulo circunscrito.<br />
Los desconchados no producidos por caliche no se consideraran por no ser un problema de recepción del<br />
material en obra.<br />
Exfoliación: Todo defecto originado en el moldeo consistente en una estructura hojosa o laminar del<br />
ladrillo.<br />
4.7.2.- Ensayos físicos.<br />
Color, mellas, deformaciones o desviaciones de aristas correctamente medidos, nos permiten comprobar si<br />
las piezas cumplen los criterios de clasificación de la norma UNE.<br />
La norma UNE 67030, establece los ensayos de planicidad de caras y dimensiones para ladrillos. El tamaño<br />
de la muestra será de 5 probetas. Las probetas para la medición de dimensiones y comprobación de la<br />
forma de ladrillos serán piezas enteras.<br />
145
Los aparatos a emplear serán (Figura 4.7.2.1):<br />
- Regla graduada para medida de longitudes con exactitud no inferior a 1 mm.<br />
- Desviómetro para medida de flechas con exactitud no inferior a 1 mm.<br />
En cada ladrillo se medirá :<br />
- La longitud o soga efectuando una sola medida en el eje de la cara vista (V), o en uno de los cantos si<br />
no es ladrillo cara vista (NV).<br />
- La anchura, o tizón midiendo el eje de cada una de las dos testas y tomando su valor medio.<br />
- El grueso, realizando una sola medida en el eje de la cara vista o en uno de los cantos si no es ladrillo<br />
cara vista.<br />
La curvatura y alabeo de los ladrillos cara vista (V) se determinara midiendo la flecha en una de las<br />
diagonales de cada una de las tres caras vistas (un canto y dos testas), e igualmente en una de las tablas.<br />
En los ladrillos que no sean cara vista (NV) bastara con medir la flecha en la diagonal de una tabla y un<br />
canto.<br />
La medición se realizara con el desviometro apoyando la punta fija en un extremo de la diagonal y<br />
desplazando el cursor de la punta deslizante hasta que esta apoye en el otro extremo (Figura 4.7.2.1).<br />
El micrómetro se situará en el punto de máxima flecha, no teniendo en consideración los defectos locales.<br />
Todas las medidas se realizaran con exactitud de 1 mm.<br />
También se podrá emplear para esta medición una regla y una galga en forma de curia (Figura 4.7.2.1)).<br />
Figura 4.7.2.1.- Desviometro y cuña y regla para medir flechas.<br />
146
Densidad:<br />
La densidad real varía de 2.05 a 2.5 Kg/dm 3 según el contenido de metales pesados como el Fe.<br />
La densidad aparente se determina teniendo en cuenta como porosidad los huecos artificialmente creados en<br />
las piezas, por lo que puede ser inferior a la unidad cuando éstas sean muy huecas.<br />
En ladrillos, oscila entre 1 Kg/dm 3 para los huecos, 1.7 para los perforados y 1.9 en los macizos, con valores<br />
de 2.3 - 2.4 para productos vitrificados.<br />
Ambos valores nos dan idea de la ligereza de la cerámica como material de construcción, de gran interés en<br />
alguna aplicación.<br />
La masa de los ladrillos perforados desecados será, como mínimo, la siguiente:<br />
Cuando el grueso nominal del ladrillo no coincida con los indicados en la tabla se tomara el valor más<br />
próximo.<br />
Porosidad y Compacidad:<br />
Se determinan como en los pétreos naturales al igual que las densidades. La porosidad es enormemente<br />
importante por su relación con otras propiedades, tanto físicas como mecánicas y químicas.<br />
Hay que tener en cuenta la porosidad abierta Pa y la cerrada Pc, teniendo en cuenta que en Pa se miden los<br />
huecos artificiales.<br />
Propiedades físicas relacionadas con la porosidad y el agua.<br />
Absorción de agua:<br />
Cantidad de agua que es capaz de absorber una pieza expresada en % de su peso en seco (Norma UNE<br />
67027).<br />
Las probetas para el ensayo de absorción especifica de ladrillos macizos perforados o huecos, serán<br />
ladrillos enteros. El tamaño de la muestra será de tres probetas.<br />
147
Las probetas se desecan en estufa a 100 ° C, pesándolas a las 21 y a las 24 h de desecación. Si la<br />
diferencia de peso es inferior al 0.1 % se dan por desecadas. En caso contrario, se continua desecando<br />
y pesando hasta que la diferencia entre pesadas consecutivas sea inferior al Iímite señalado. El<br />
intervalo mínimo entre pesadas consecutivas será de tres horas. La ultima pesada es el peso en seco,<br />
Gs.<br />
Después de enfriadas al aire, las probetas se introducen de canto en un tanque de inmersión de forma<br />
que su inmersión completa se consiga en un tiempo mínimo de tres horas.<br />
A las 24 h de comenzar la inmersión, se saca del agua cada probeta, se seca con un paño húmedo y se<br />
pesa, volviendo a introducirla en el agua. Cada 24 h se continua pesando hasta que dos pesadas consecutivas<br />
difieran en menos de 0.1 % . La ultima pesada es el peso después de la absorción, Ge. El agua<br />
absorbida es la diferencia entre Ge y Gs.<br />
La absorción A de cada probeta, se calculara mediante la aplicación de la expresión siguiente:<br />
G − G<br />
A =<br />
G<br />
e s<br />
s<br />
100<br />
El peso a saturación (Ge ) depende del volumen de huecos accesibles al agua.<br />
La absorción especifica que se tomara coma resultado del ensayo será la media aritmética de los resultados<br />
obtenidos con las tres probetas.<br />
Capilaridad o succión:<br />
Es la velocidad inicial con la que el ladrillo toma agua por capilaridad, medida en gramos de agua<br />
absorbidos por cada cm 2 de superficie puesta en contacto con el agua en un minuto, que mide la capacidad<br />
de imbibición de agua por capilaridad mediante inmersión parcial del ladrillo en un periodo corto de tiempo,<br />
es decir es la cantidad de agua que puede ascender por tensión capilar en una pieza ( Norma UNE 67031).<br />
El numero de piezas de la muestra será de 6 ladrillos Se pesa cada ladrillo con precisión de 0.1 g y se deseca<br />
a una temperatura comprendida entre 100 y 110 °C hasta peso constante, Pi.<br />
Se mide el área Ai de la cara de la pieza que va a estar en contacto con el agua, con precisión del 1 %,<br />
descontando el área de los taladros en tabla en caso de que existan. En una bandeja nivelada, se añade agua<br />
hasta que queden cubiertos unos apoyos para los ladrillos, unos 3 mm manteniendo el nivel constante<br />
durante todo el ensayo. Cada pieza se coloca en posición de tabla, se asienta sobre los apoyos y se mantiene<br />
así durante 1 minuto. Se saca el ladrillo, se seca superficialmente con un paño escurrido y se obtiene su<br />
peso, Qi en gramos.<br />
La succión , Si , de cada pieza, expresada en gramos por centimetro cuadrado y minuto con precisión de<br />
0.01 g/cm 2 .min, viene dada por la formula:<br />
Qi − Pi<br />
Si =<br />
A<br />
donde:<br />
Qi = Peso en gramos del ladrillo después de la inmersión<br />
Pi = Peso en gramos del ladrillo antes de la inmersión.<br />
Ai = Area en centimetros cuadrados de la tabla del ladrillo descontando los taladros.<br />
Como resultado del ensayo se dará el valor individual de la succión de cada uno de los ladrillos y el<br />
valor medio de los seis.<br />
148
El pliego de condiciones técnicas particulares podrá fijar el limite de succión de agua de los ladrillos. En<br />
ningún caso deberá ser superior a 0.45 g /cm 2 por minuto. La practica de sumergir brevemente en agua los<br />
ladrillos antes de su colocación es aconsejable en cualquier caso e imprescindible si la succión es mayor de<br />
0.15 g/cm 2 .minuto, para evitar la deshidratación del mortero que puede ocasionar problemas de penetración<br />
de agua a través de las fabricas.<br />
La Norma UNE 67019 sólo establece que los ladrillos cuya succión sea superior a: 0.10 g/cm 2 .min. deberán<br />
humedecerse antes de su colocación.<br />
Permeabilidad.<br />
Movimiento de un fluido (líquido o gas) en el interior de un cuerpo por diferencias de presión. Los ensayos<br />
dan resultados dudosos pero es importante en piezas vistas que los valores sean bajos.<br />
Heladicidad.<br />
Lo que determinamos con el ensayo de heladicidad es el comportamiento de los ladrillos frente a la acción<br />
del hielo, que es indicativo de su durabilidad. El agua penetra en la capilaridad del ladrillo en el interior de<br />
los poros accesibles y una disminución de la temperatura por debajo de los 0 ºC provoca que se transforme<br />
en hielo, el cual ocupa un volumen mayor y por lo tanto, ejerce una presión intersticial.<br />
A través de este ensayo, sometiendo el ladrillo a ciclos hielo y deshielo, se detectan fallos de fabricación,<br />
especialmente de cocción, que pueden afectar a la durabilidad del mismo. Por ello este ensayo se considera<br />
preceptivo para ladrillo visto independientemente de las características climáticas del emplazamiento de la<br />
obra. Un ladrillo ha sido bien (cocido) cuando dentro de su masa se ha formado una estructura cerámica<br />
adecuada. Sin embargo no es posible determinar por el aspecto u otros ensayos sencillos si tal estructura ha<br />
tenido lugar.<br />
Para personas muy familiarizadas con un determinado ladrillo, el color puede ser suficiente para conocer su<br />
grado de cocción, pero para el que lo vaya a utilizar puede ser completamente engañoso. El sonido metálico<br />
y campanil, claro y agudo, que se obtiene cuando se golpea con un cuerpo duro o con otro ladrillo, puede ser<br />
también una buena indicación para el experto . Pero, obviamente, este criterio no puede aplicarse a todos los<br />
ladrillos.<br />
La resistencia al hielo del material se define por la disminución de la resistencia a la compresión de las<br />
probetas antes y después de 25 ciclos de hielo y deshielo (Norma UNE 67028).<br />
Se toman diez ladrillos y se numeran del 1 al 10. Se cortan por la mitad según un plano paralelo a la<br />
testa denominando A y B a cada una de las dos mitades correspondientes a un mismo ladrillo. Los diez<br />
medios ladrillos A serán sometidos al ensayo de heladicidad. Los otros 10 medios ladrillos B se<br />
reservaran para el ensayo comparativo de resistencia a la compresión.<br />
Para la realización de éste ensayo se necesitan los siguientes aparatos:<br />
- Cámara frigorífica capaz de mantener la temperatura de -15 ± 5 °C durante el tiempo de duración del<br />
ensayo.<br />
- Tanque de deshielo con las medidas necesarias para permitir la inmersi6n completa de las probetas.<br />
Se introducen los 10 medios ladrillos A en el tanque de deshielo durante 48 h a una temperatura de 1<br />
5°±5 °C, de forma que la inmersión completa de las probetas se produzca gradualmente en un tiempo<br />
minimo de tres horas. Transcurridas las 48 h. se sacan del agua y se dejan escurrir durante 1 minuto y se<br />
introducen en la cámara frigorífica de forma tal que no exista contacto entre ellos ni con las paredes de<br />
la cámara. Se mantienen así durante 18 h.<br />
149
Seguidamente se introducen en el tanque de deshielo durante 6 h. Este ciclo de hielo - deshielo se repite<br />
25 veces. Completados los 25 ciclos de hielo y deshielo, se procede a la inspección ocular de las piezas,<br />
comprobando que durante el ensayo no se han producido roturas, exfoliaciones, ni desconchados de<br />
dimensión media superior a 15 mm en ninguna pieza, o que aparezca más de 1 pieza fisurada. Si se presenta<br />
alguno de estos defectos, se califica al ladrillo como heladizo (entonces el informe del laboratorio deberá ir<br />
acompañado de fotografías mostrando los defectos observados).<br />
Durante cualquier período de interrupción del ensayo, las probetas se mantienen en la cámara frigorífica.<br />
Se pueden utilizar ciclos de 5 horas de congelación y 1 hora de deshielo, siempre que la cámara sea capaz de<br />
alcanzar los -8 ºC + 3 ºC en un máximo de 2 horas, después de meter los ladrillos. La velocidad de<br />
descenso de la temperatura, en ambos casos, no será superior a 20 ºC / h.<br />
En caso de duda o de no observación de los defectos anteriores, se procederá a realizar el ensayo<br />
comparativo de resistencia a la compresión según la norma UNE 67-026.<br />
Para ello se tomaran los 10 medios ladrillos A de dos en dos y de forma correlativa para confeccionar 5<br />
probetas (1 A con 2A, 3A con 4A, etc). Con la serie B se procederá de forma análoga.<br />
Obtenidos los resultados del ensayo de resistencia a la compresión se calificara el ladrillo según los<br />
siguientes valores del coeficiente K:<br />
Siendo K = RA/RB<br />
K > 0.8 no heladizo<br />
0.8 > K > 0.7 potencialmente heladizo<br />
K < 0.7 heladizo<br />
donde: RA = Valor medio de la resistencia de las probetas de la serie A<br />
RB = Valor medio de la resistencia de las probetas de la serie B.<br />
Los ladrillos de clase V deberán obtener la calificación de (no heladizo), mientras que los ladrillos de la<br />
clase NV no precisan este requisito.<br />
Expansión por humedad.<br />
Es el aumento en las dimensiones, producido en multitud de materiales, por efecto de la humedad. No existe<br />
ninguna referencia a un valor máximo de expansión por humedad que deba cumplir el ladrillo visto. La<br />
Norma UNE 67020 de bovedillas habla de un valor medio máximo de 0.55 mm/m, no superando<br />
individualmente el valor de 0.65 mm/m.<br />
Es un fenómeno lento, que de forma natural se produce a lo largo de varios años. Sin embargo se sabe que,<br />
en las primeras 2-3 semanas desde la salida del horno, se produce hasta un 25 % de la expansión total: un<br />
ladrillo cuya expansión total sea de 0.6 mm/m habría expandido 0,15 mm/m en unos 15 ó 21 días<br />
Para conocer la expansión por humedad sin esperar tanto tiempo se utiliza el método descrito en la Norma<br />
UNE 67036.<br />
Se cortan 6 probetas, que serán forma de paralelepípedo recto rectangular, se obtendrán por corte en<br />
húmedo de la pieza, estando sus dimensiones comprendidas entre:<br />
- 200 mm y 300 mm para la longitud.<br />
- 30 mm y 70 mm para el ancho.<br />
150
El espesor será el de la pared de la pieza, con un máximo de 30 mm<br />
Tras el corte de las probetas, en cada extremo de las mismas, se practicara una cavidad semiesférica.<br />
Dichas cavidades permitirán el acoplamiento adecuado de las puntas del aparato de medida, las cuales<br />
serán de forma semiesférica y con un diámetro ligeramente inferior al de la cavidad. El aparato de<br />
medida tendrá una precisión de 0.002 mm.<br />
Figura 4.7.2.2.- Aparato de medida : comparador.<br />
Medir con el calibre cada probeta anotando su valor, L0 (mm). Esta medida se realizará con una precisión<br />
de 0.1 mm. Mantener las probetas durante 48 h en la estufa a 60 °C ± 5 °C, dejándolas enfriar hasta<br />
temperatura ambiente en el interior del desecador. A continuación se procederá a medir con el comparador<br />
dos veces cada probeta, cambiándola de posición y anotando el valor medio de cada una, L1 (mm).<br />
Seguidamente introducir las probetas en un horno eléctrico a temperatura ambiente. La velocidad de<br />
calentamiento será tal que se alcance la temperatura de 600 °C en un tiempo mínimo de 2 h,<br />
manteniéndose a dicha temperatura durante 6 h. Las probetas se enfriaran dentro del horno durante un<br />
tiempo mínimo de 2 h, hasta que su temperatura alcance 110 °C, colocándolas a continuación dentro del<br />
desecador donde se enfriaran hasta temperatura ambiente.<br />
Seguidamente se procederá a medir con el comparador dos veces cada probeta, cambiándola de posición y<br />
anotando el valor medio de cada una, L2 (mm).<br />
Sumergir las probetas en un recipiente con agua hirviendo, durante un tiempo de 24 h. Extraerlas del recipiente<br />
y dejar enfriar hasta alcanzar la temperatura ambiente, que deberá ser la misma en que se realizaron las<br />
medidas anteriores.<br />
Medir con el comparador dos veces cada probeta, cambiándola de posición y anotando el valor medio de<br />
cada una,<br />
L3 (mm).<br />
Para cada probeta se determina el valor de la expansión por humedad como:<br />
El valor de la expansión potencial, se expresara para cada probeta como:<br />
A<br />
B<br />
L − L<br />
L<br />
3 2 = 1000 en mm/m<br />
0<br />
L − L<br />
L<br />
3 1 = 1000 en mm/m<br />
0<br />
151
Mientras que la expansión por humedad, es el incremento total de las dimensiones que puede sufrir una<br />
pieza cerámica desde que sale del horno de fabricación, la expansión potencial corresponde al diferencial<br />
que le restaría por crecer, a partir de un momento más o menos alejado de la fecha en que fue cocida (Figura<br />
4.7.2.3).<br />
Figura 4.7.2.3.- Expansión total por humedad y expansión potencial.<br />
En los últimos tiempos, se ha convertido en un recurso simplista, el acusar a la expansión por humedad de<br />
los ladrillos cerámicos de todas las fisuras y grietas, aparecidos en las obras. Sin embargo, hay que tener<br />
presentes otros muchos factores:<br />
• Dilatación térmica,<br />
• Asentamiento del edificio,<br />
• Defectos de cimentación,<br />
• Movimientos de la estructura,<br />
• Deformaciones de los forjados,<br />
• No-utilización de juntas de dilatación o colocación a distancias mayores que las recomendadas (15<br />
metros),<br />
• Ejecución incorrecta de las juntas de dilatación<br />
Los ladrillos hidrofugados tienen ventaja para la expansión por humedad, ya que al ponerlos en contacto con<br />
agua (se hidrofugan por inmersión) se observa que ya en la primera semana se acelera la expansión entre un<br />
15 y un 25 %, de este modo queda menos expansión por hacer en la obra (Figura 4.7.2.4).<br />
152
Figura 4.7.2.4.- Expansión por humedad de un ladrillo hidrofugado y sin hidrofugar.<br />
Ejemplo: un ladrillo que expandiría 0,15 mm/m en dos semanas, si lo hidrofugamos, expandirá 0,18 mm/m.<br />
Otras propiedades físicas de interés.<br />
Dureza:<br />
Se mide por rayado en la escala de Mohs. Es importante para uso en pavimentos. En piezas de gres puede<br />
llegar a 7.<br />
Conductividad térmica:<br />
Cantidad de calor que pasa en una hora por una pieza de 1 m 2 de superficie y 1 m. de longitud, existiendo<br />
entre sus caras un gradiente de Temperatura de 1° C. Los cerámicos son poco conductores cuando son<br />
porosos.<br />
Dilatación térmica:<br />
Aumento de longitud de una pieza por efecto del calor. Los cerámicos tienen gran estabilidad volumétrica<br />
pero son sensibles a cambios térmicos y también a los de humedad.<br />
Resistencia acústica:<br />
Al paso del sonido medido en Db. Los cerámicos son materiales rígidos y actúan como cajas de resonancia<br />
en sus zonas huecas. Las piezas macizas son buenos aislantes.<br />
4.7.3.- Ensayos mecánicos.<br />
Son de gran importancia en los diferentes usos de los materiales cerámicos.<br />
Resistencia a compresión:<br />
Se denomina resistencia a la compresión del ladrillo, la tensión aparente de rotura determinada en el<br />
ensayo descrito a continuación, ejerciendo esfuerzo axial de compresión en dirección perpendicular a la<br />
tabla o cara mayor del ladrillo.<br />
153
El tamaño de la muestra para realizar este ensayo es de siete ladrillos, los cuales de cortan<br />
transversalmente por serrado. A continuación, se superponer las dos mitades correspondientes de cada<br />
ladrillo por su tabla, previamente humidificadas, de forma que se cumplan !as dos condiciones<br />
siguientes (Figura 4.7.3.1):<br />
(a).-Que las dos mitades de un mismo canto estén en el mismo plano.<br />
(b).- Que las dos testas estén en el mismo plano.<br />
Los dos medios ladrillos se unen mediante una capas de mortero de espesor no superior a 5 mm.<br />
También es necesario recubrir las caras de la probeta, normales a la dirección del esfuerzo, con una<br />
capa de mortero de espesor no superior a 5 mm, con objeto de conseguir la planicidad y el paralelismo<br />
entre las caras.<br />
Se tomaran las debidas precauciones para evitar el relleno de los huecos por el mortero. El mortero<br />
tendrá una dosificación ponderal (1:3) de cemento y arena normalizada, con una relación en peso<br />
agua/cemento de 0.5.<br />
Una vez confeccionadas las probetas se dejaran fraguar y endurecer al aire un tiempo mínimo de 24<br />
horas sumergiéndolas a continuación en agua durante 48 h antes de proceder al ensayo.<br />
Se utilizara un máquina de ensayo provista de una rotula de segmento. Todas las probetas se han de<br />
ensayar sometiéndolas a un esfuerzo normal, aplicando la carga centrada en la cara superior de la<br />
probeta. La velocidad de la carga no será superior a 9.8 Mpa/min.<br />
Los resultados de resistencia a la compresión se obtendrán aplicando la formula siguiente:<br />
en la que:<br />
σ =<br />
c<br />
σc = Resistencia a la compresión.<br />
F = Carga máxima que admite la probeta.<br />
A = Area media de las bases superior e inferior sin descontar orificios.<br />
Se dará el valor individual de cada una de las probetas y el valor medio de las siete.<br />
Figura 4.7.3.1.- Probeta para la determinación de la resistencia a la compresión.<br />
F<br />
A<br />
154
Es criterio de no admisión según norma UNE 67.026-84:<br />
Resistencia a la tracción:<br />
Es aproximadamente 1<br />
5<br />
Resistencia a la flexión:<br />
- Ladrillos macizos < 100 Kgf/cm 2 , < 10 MPa<br />
- Ladrillos perforados < 100 Kgf/ cm 2 , < 10 MPa<br />
- Ladrillos huecos < 50 Kgf/ cm 2 , < 5 MPa<br />
de la de compresión, lo que supone un valor alto en relación a los pétreos naturales.<br />
Importante en tejas y pavimentos. Se realiza según norma DIN 51090 hasta rotura. En piezas de gres se<br />
alcanzan hasta 500 Kgf/cm 2 aunque los valores normales rondan los 200 Kgf/cm 2 .<br />
Adherencia a morteros:<br />
Muy importante sobre todo en fábricas. Se realiza con probetas similares a las de compresión pero aplicando<br />
un esfuerzo de tracción. Con morteros bien dosificados y piezas rugosas, la adherencia es tal que la rotura se<br />
produce a veces por la pieza y no por la junta.<br />
Resistencia a la abrasión:<br />
Se mide por el desgaste en peso de la pieza al aplicar un disco con abrasivo de corindón y comprobando la<br />
huella que deja. (Ensayo PEI). Se clasifican según el desgaste en PEI- 1, 2, 3 o 4.<br />
4.7.4.- Ensayos químicos.<br />
No se comprueba la composición de las piezas. La propiedad más importante es la durabilidad o resistencia<br />
a agentes atmosféricos que se puede ensayar por procesos acelerados. Se deben comprobar los siguientes<br />
aspectos.<br />
Caliches:<br />
Los caliches son gránulos de cal viva producidos en la cocción por la descarbonatación de las calizas y los<br />
fósiles marinos..<br />
CaCO3 + Coccion ⇔ CaO + CO2<br />
Su presencia se detecta visualmente por el color blanco. Con la humedad ambiente aumenta de volumen y<br />
da lugar a desconchados.<br />
Ca O + H2O → Ca OH<br />
La norma que se utiliza para la determinación de inclusiones calcáreaa es la Norma UNE 67039, que tiene<br />
por objeto definir un método de ensayo para determinar la presencia de inclusiones calcáreas (caliche), en las<br />
bovedillas, ladrillos, tejas y bloques de arcillas cocida utilizados en construcción.<br />
155
Tras examinar cuidadosamente las probetas por sus caras, se marcaran los cráteres existentes. A continuación se<br />
colocan las probetas sobre un recipiente al baño de vapor durante 3 h. En los productos de "cara vista", tales como<br />
ladrillos y tejas, se colocara dicha superficie vista hacia abajo, frente al flujo de vapor.<br />
La distancia entre la superficie inferior de la pieza y el nivel de agua estará comprendido entre 5 cm y 10 cm durante el<br />
tiempo de duración del ensayo.<br />
Pasado este tiempo, se examinan nuevamente, anotando el ni mero y la dimensión media de los nuevos cráteres. La<br />
dimensión media de un cráter, es la media de las longitudes de los lados del menor rectángulo circunscrito. Ejemplo:<br />
Solo se consideraran los cráteres con diámetro medio superior a 7 mm, agrupándose en dos categorías:<br />
a).- de 7mm a15mm;<br />
b).- superiores a 15 mm.<br />
Coma resultado del ensayo, se dará el número de cráteres por decímetro cuadrado del tipo a) en la probeta que<br />
más tenga, y el total de cráteres del tipo b) en el conjunto de las 6 probetas.<br />
La valoración se efectúa dividiendo eI número total de cráteres de la probeta, por la superficie de la(s) cara(s)<br />
Una pieza desconchada es la que tiene más de un desconchado (cráter de dimensión media superior a 7 mm)<br />
en sus caras vistas. Ejemplo:<br />
Las especificaciones para el ladrillo visto en cuanto a las inclusiones calcáreas son las siguientes:<br />
• De cada 6 piezas, el número de piezas desconchadas no será superior a uno.<br />
• Ningún desconchado tendrá una dimensión media superior a 15 mm.<br />
156
Ejemplo:<br />
Eflorescencias:<br />
Las eflorescencias son manchas, generalmente de color blanquecino, que aparecen en la cara vista de los<br />
ladrillos. Están formadas por distintos tipos de sales; en su mayoría, son sulfatos, pero también pueden ser<br />
carbonatos y cloruros. Estas sales solubles cristalizan al evaporar el agua. No hay relación entre el % de<br />
sales en la pieza y su aparición ya que a veces se producen con porcentajes bajos, del orden del 0.01 % .<br />
Son sulfatos y nitratos de Ca, Na o K.<br />
El proceso de aparición de las eflorescencias durante la puesta en obra es el agua del mortero disuelve sales<br />
de diversas procedencias (cemento, arena, etc.), entra en el ladrillo por sus capilares y se evapora por la cara<br />
vista, donde deposita las sales que transporta.<br />
La Norma que define el método de ensayo para determinar el comportamiento ante las eflorescencias de los<br />
ladrillos vistos es la Norma UNE 67029.<br />
El ensayo se realizara sobre seis ladrillos enteros, uno como patrón y los otros cinco se someterán a<br />
ensayo.<br />
Los ladrillos de la muestra se ensayaran tal como se reciben, excepto cuando tengan alguna<br />
adherencia extraña que pueda ser causa de errores en la eflorescencia, en cuyo caso se procederá a un<br />
cepillado para eliminar dichas adherencias.<br />
El ensayo se realizara-en una cámara o en un local que cumpla las siguientes condiciones:<br />
- Humedad relativa entre 60 % y 80 %.<br />
- Temperatura 20 °C ± 5 °C.<br />
- Ausencia de corrientes de aire.<br />
157
Se colocan los 5 ladrillos apoyads por el canto en un recipiente, que no proporcione sales solubles cuando<br />
se ponga en contacto con agua destilada, provisto de un sistema de cierre que sólo deje al descubierto la<br />
cara vista del canto; deben estar separados como mínimo 5 cm (Figura ). Se añade agua destilada hasta<br />
cubrir 2.5 cm de la parte inferior de los ladrillos. Se ajusta el cierre y se mantienen en esta posición<br />
durante 7 días.<br />
Figura 4.7.4.1.- Disposición de los ladrillos en el ensayo de eflorescencia.<br />
Transcurridos los 7 días, se sacan las probetas del agua y se mantienen durante 24 h en ambiente de<br />
laboratorio (en las condiciones detalladas anteriormente), introduciéndose posteriormente junto con la probeta<br />
patrón en la estufa de desecación durante 24 h.<br />
La evaluación del grado de eflorescencia de cada ladrillo de la muestra se realizara por comparación con<br />
el ladrillo patrón. La calificación individual de cada ladrillo en cuanto a su capacidad de eflorescer, será una<br />
de las siguientes:<br />
- Ladrillo no eflorescido.<br />
- Ladrillo ligeramente eflorescido.<br />
- Ladrillo eflorescido.<br />
- Ladrillo muy eflorescido.<br />
Ya que con la medida de eflorescencia evaluamos el impacto visual que dicho efecto produce en la cara<br />
vista del ladrillo, los factores a considerar son los siguientes:<br />
- Intensidad de la eflorescencia.<br />
- Superficie afectada.<br />
En función de la intensidad de la eflorescencia se distinguen las siguientes clases:<br />
- Velo fino: Se define como una capa de eflorescencia muy fino y semitransparente solo discernible<br />
por comparación con el ladrillo patrón.<br />
- Velo grueso: Es una capa de eflorescencia fina con cierta transparencia.<br />
- Mancha: Es una capa de eflorescencia de espesor variable y opaca.<br />
158
Con respecto a la superficie afectada se establecen cuatro intervalos de tanto por ciento sobre el total de la<br />
superficie de la cara vista:<br />
- del 0 % a15 % , - más del 5 % hasta el 25 %, - más del 25 %.<br />
Combinando ambos parámetros, la calificación individual de cada ladrillo se realiza a través de la tabla 4.7.4.1.<br />
Ejemplos:<br />
Tabla 4.7.4.1.- Calificación individual de cada ladrillo en el ensayo de eflorescencia.<br />
La calificación de la muestra será la correspondiente al mayor número de piezas de la misma.<br />
Ejemplo:<br />
159
En el caso de resultar dos probetas con una calificación, y otras dos con otra, la calificación de la<br />
muestra se efectuará según la tendencia indicada por la quinta probeta.<br />
En los casos en que el resultado sea eflorescido o ligeramente eflorescido, se recomienda adjuntar al<br />
informe del ensayo una o varias fotografías de los ladrillos ensayados, junto con el patrón.<br />
En la figura 4.7.4.2 se dan ejemplos de paredes de ladrillo cara vista con eflorescencias.<br />
Figura 4.7.4.2.- Paredes de ladrillo cara vista con eflorescencias.<br />
En las tablas 4.7.4.2 a 4.7.4.9 se dan las especificaciones de distintos tipo de productos cerámicos.<br />
160
Tabla 4.7.4.2.- ESPECIFICACIONES PARA LADRILLOS CERÁMICOS SEGÚN UNE 67-019-96<br />
161
Tabla 4.7.4.3.- ESPECIFICACIONES PARA LADRILLOS HUECOS GRAN FORMATO SEGÚN UNE 67-044-88<br />
Tabla 4.7.4.4.- ESPECIFICACIONES PARA BLOQUES CERAMICOS SEGÚN UNE 67-045-88.<br />
162
Tabla 4.7.4.5.- ESPECIFICACIONES PARA BLOQUES CERÁMICOS DE ARCILLA ALIGERADA SEGÚN UNE 136-010-00.<br />
Tabla 4.7.4.6.- ESPECIFICACIONES PARA PANELES PREFABRICADOS DE CERAMICA Y YESO SEGÚN UNE 136-001-95.<br />
163
Tabla 4.7.4.7.- ESPECIFICACIONES PARA BOVEDILLAS CERAMICAS SEGÚN UNE67020-99.<br />
164
Tabla 4.7.4.8.- ESPECIFICACIONES PARA TABLEROS CERAMICOS PARA CUBIERTAS SEGÚN UNE 67041-88.<br />
Tabla 4.7.4.9.- ESPECIFICACIONES PARA TEJAS CERAMICAS SEGÚN UNE 1304-99.<br />
4.8.- PATOLOGIAS DEL MURO DE LADRILLO. DEFECTOS DE PIEZAS Y OBRAS CERÁMICAS.<br />
La durabilidad de los productos cerámicos es una de sus características más interesantes y apreciadas, ya<br />
que existen pocos materiales como los ladrillos que puedan resistir el paso del tiempo de una forma tan<br />
favorable y sin cuidados de mantenimiento.<br />
165
Si bien son abundantes los ejemplos de edificaciones con cientos de años que conservan sus características<br />
estéticas y mecánicas como el primer día, también existen algunos ejemplos de fachadas construidas<br />
recientemente y que en pocos años han sufrido una importante degradación, debido fundamentalmente a la<br />
acción de los agentes atmosféricos y en particular a las heladas.<br />
En muchas ocasiones las obras de productos cerámicos presentan defectos que puede ser internos debidos a<br />
los materiales empleados (cerámica o mortero), o externos por alteración de agentes procedentes del exterior<br />
(terreno, atmósfera...). Los defectos más corrientes son producidos por las siguientes causas:<br />
4.8.1.- Ataque de sulfatos.<br />
1.- Ataque de sulfatos.<br />
2.- Uso de materiales inestables. Caliches<br />
3.- Acción del hielo. Heldicidad<br />
4.- Corrosión de materiales metálicos.<br />
5.- Cambios dimensionales. Expansión por humedad.<br />
6.- Eflorescencias.<br />
7.- Impermeabilidad frente al agua de lluvia.<br />
La presencia de sulfatos puede deberse a la misma cerámica (de la arcilla o de los gases de combustión<br />
durante el proceso de cocción), proceder del terreno (aguas sulfatadas) o de la atmósfera (humos industriales<br />
o calefacciones).<br />
Los sulfatos representan uno de los mayores riesgos de agresión química para e lmortero y hormigón. Las<br />
reacciones químicas que incluyen la formación de productos expansivos en el hormigón o mortero ya<br />
endurecido pueden dar lugar a efectos perjudiciales, ya que la expansión puede producir tensiones<br />
mecánicas internas que, eventualmente, se traducen en deformaciones y desplazamientos en diferentes<br />
partes de la estructura, en la aparición de grietas y fisuras, desconchados, etc.<br />
Proceso de ataque por los sulfatos.<br />
La degradación de los hormigones o morteros por la acción de los sulfatos se debe, principalmente, a los<br />
fenómenos de expansión relacionados con la cristalización de etringita denominada “secundaria”, para<br />
diferenciarla de la “primaria” , que se obtiene en las primeras etapas de hidratación del cemento Pórtland<br />
por reacción del yeso y del aluminato. Esta etringita “primaria” nunca da lugar a fenómenos de expansión.<br />
La formación de la etringita “secundaria” se realiza en dos etapas:<br />
(i).- Formación de yeso “secundario”, como resultado de una reacción de sustitución entre la portlandita ,<br />
Ca(OH)2, y el sulfato. En el caso del sulfato de sodio se tiene:<br />
Ca(OH)2 + Na2SO4 + H2O CaSO4 .2H2O + NaOH (4.8.1.1)<br />
Si el contenido en sulfato es elevado , superior a 1000 mg/l, y si la concentración local de iones Ca 2+ y SO4 2-<br />
en la fase liquida intersticial del hormigón excede el producto de solubilidad del yeso, este último<br />
precipitará. El volumen del sólido precipitado representa un poco más del doble del de los productos de<br />
partida, con lo que puede presentarse un fenómeno de expansión. Sin embargo, en la mayoría de los casos<br />
dicha reacción está limitada en la medida que el yeso se forma según un proceso de disolución y<br />
cristalización en los espacios libres de la pasta endurecida.<br />
(ii).- Reacciones entre el yeso “secundario” y los aluminatos de calcio del cemento formando etringita. Se<br />
pueden presentar varios escenarios:<br />
166
- A partir de restos de aluminato tricálcico, C3A, anhidro:<br />
C3A + CaSO4 .2H2O + (24-26) H2O C3A.3CS.H32 (4.8.1.2)<br />
- A partir de aluminato tetracalcico hidratado , C4AH13,<br />
C3A + CaSO4 .2H2O + (24-26) H2O - C3A.3CS.H32 (4.8.1.3)<br />
- A partir del monosulfoaluminato de calcio (MSA), C3A.CS.H12, que es el producto de hidratación<br />
cuando el contenido de es superior al 5 %.<br />
C3A + CaSO4 .2H2O + (24-26) H2O C3A.3CS.H32 (4.8.1.4)<br />
Según sea la composición de la fase liquida, en particular del contenido de calcio, la cristalización de la<br />
etringita puede ser expansiva o no.<br />
Si el contenido de calcio es alto según se desprende de los datos de la tabla 4.8.1.1, la solubilidad de la<br />
etringita es muy pequeña formándose una disolución fuertemente sobresaturada, con lo que la velocidad de<br />
nucleación de la etringita es muy superior a la de crecimiento de sus cristales, produciéndose una formación<br />
en masa de cristales muy pequeños de naturaleza más o menos coloidal de baja densidad (Figura 4.8.1.1.a).<br />
La nueva masa sólida formada, cuyo volumen molar es de 3 a 8 veces mayor que el de la masa inicial,<br />
desarrolla tensiones muy elevadas debidas a las presiones de cristalización que acompañan su formación.<br />
Tabla 4.8.1.1.- Solubilidad de la etringita, a 25 ºC, en función del contenido en CaO de la solución.<br />
Por el contrario, en los cementos que liberan menos portlandita la etringita precipita a partir de<br />
disoluciones con un grado de saturación menor, formando cristales de forma acicular bien formados con<br />
una densidad mayor y, por tanto, el aumento de volumen que se produce es menor que en el caso<br />
anterior y se acomoda a los vacíos intersticiales existentes en el hormigón, no dando lugar a fenómenos<br />
de expansión.<br />
Figura 4.8.1.1.- Micrografías de la etringita.<br />
(a).- Etringita masiva expansiva mal cristalizada formada topoquimicamente.<br />
(b).-Cristales bien formados de etringita no expansiva precipitados a partir de la solución.<br />
167
Los sulfatos más agresivos frente al hormigón son los sulfatos de magnesio, de amonio , de calcio y de<br />
sodio.<br />
El sulfato de magnesio es fuertemente agresivo debido a la doble acción del catión Mg 2+ que se cambia con<br />
el Ca 2+ y del anión SO4 2- , según las reacciones :<br />
Ca(OH)2 + MgSO4 CaSO4 + Mg(OH)2 (5)<br />
C3A + CaSO4 .2H2O + 26H2O C3A.3CS.H32<br />
C- S - H + MgSO4 CaSO4 .2H2O + (C, M) – S – H (7)<br />
Los cambios del Mg 2+ con el Ca 2+ conducen a la formación de brucita Mg(OH)2 , que puede ralentizar<br />
temporalmente la penetración de los sulfatos. También provocan la transformación progresiva de C- S – H<br />
en un silicato de magnesio hidratado M - S – H sin propiedades ligantes. Además, la cristalización de<br />
etringita, inestable en presencia de sulfato de magnesio, intensifica la reacción de formación del yeso.<br />
El sulfato de calcio, presente en los suelos en forma de yeso y anhidrita y en las aguas subterráneas<br />
selenitosa, es agresivo para el hormigón a pesar de su pequeña solubilidad (Tabla 4.8.1.2). El proceso de<br />
degradación, más lento que en el caso del sulfato de magnesio y de amonio, se debe esencialmente a la<br />
formación de etringita expansiva.<br />
El sulfato de sodio, muy soluble, entraña una degradación por formación de yeso y de etringita expansiva,<br />
cuyas proporciones relativas son función de la concentración de iones SO4 2- y del contenido de aluminato<br />
tricálcico del cemento. El yeso precipita para concentraciones de 1000 mg de SO4 2- /l. Los C – S – H ,<br />
menos sensibles que la portlandita, no se ven afectados directamente por el sulfato de sodio, pero si son<br />
susceptibles de descomponerse en una segunda fase por lixiviación parcial de su cal y posterior formación<br />
de yeso.<br />
Tabla4.8.1.2.- Solubilidad de diferentes sulfatos en el agua (temperatura 20 ºC).<br />
El sulfato de potasio tiene una acción similar a la del sulfato de sodio, pero la velocidad de ataque es un<br />
poco más lenta.<br />
Durante la hidratación del cemento Pórtland, uno de sus compuestos el aluminato tricálcico (C3A) es capaz<br />
de reaccionar con los sulfatos externos al cemento formando un sulfoaluminato expansivo, la Ettringita o sal<br />
de Candlot.<br />
La formación de la Ettringita produce un gran aumento de volumen (del 227%) creando unas presiones tan<br />
fuertes que provocan disgregaciones del mortero y descascarillamientos en la cerámica. En enfoscados de<br />
muros se producen grietas y desconchados.<br />
(6)<br />
168
El ataque se acelera en presencia de humedad, por lo que se debe evitar esta, sobre todo la de capilaridad.<br />
Figura 4.8.1.1- Aumento del volumen de un prisma de mezcla inmerso en una solución con alto contenido<br />
de sulfatos (mezclaconfeccionada con cemento normal).<br />
4.8.2.- Uso de materiales inestables. Caliches.<br />
La causa principal son los nódulos de cal viva sin apagar o caliches, existentes en el mortero o la pieza<br />
cerámica.<br />
Habitualmente se utiliza el término ”caliches” para denominar los granos de óxido cálcico existentes en las<br />
piezas cerámicas de arcilla cocida. Los desconchados por caliche se deben a la expansión producida por la<br />
hidratación de granos de óxido cálcico para formar hidróxido cálcico. Si la cal está finamente molida, el<br />
efecto se reduce.<br />
Los granos de óxido calcico se forman durante la cocción y proceden de los granos de caliza (carbonato<br />
cálcico), contenidos en la materia prima, que no han sido suficientemente triturados durante el proceso de<br />
molienda. Para tamaños menores de 0.5 mm, la actividad de los “caliches” es muy baja, siendo muy poco<br />
probable su acción rompedora.<br />
La presión ejercida por la expansión de las partículas es proporcional al cuadrado de su radio. De tal forma,<br />
una partícula de 4 mm de radio producirá un efecto 16 veces mayor que otra de 1 mm.<br />
La resistencia mecánica de la pieza es un factor primordial para definir la vulnerabilidad de los productos de<br />
arcilla cocida a la acción disruptiva de los caliches. Así, un mismo tamaño de grano de caliche puede<br />
producir saltados en una pieza cerámica de baja resistencia mecánica y no producirla en otra de mayor<br />
resistencia.<br />
La formación de tensiones destructivas por parte de los granos de hidróxido cálcico es más probable si la<br />
hidratación se produce por vapor de agua. Cuando la hidratación del óxido cálcico se produce con agua<br />
líquida, la masa plástica de hidróxido cálcico formada puede disgregarse parcialmente y fluir por la red<br />
capilar del material cerámico sin producir tensiones disruptivas.<br />
El principal problema de este defecto es que su apreciación no es inmediata. En función de la humedad<br />
ambiente pueden pasar días, semanas o incluso meses hasta la aparición del mismo. Durante los meses de<br />
verano, en los que el aire puede contener mayor cantidad de vapor y la temperatura es más elevada (lo que<br />
favorece la velocidad de la reacción), además de ser menos probable la presencia de agua en fase líquida, el<br />
defecto suele aparecer con mayor rapidez que en tiempo frío y lluvioso.<br />
Para minimizar los desconchados por caliches, el fabricante cuenta con medios durante el proceso de<br />
fabricación como son molienda más fina, la regulación correcta de la temperatura de cocción y/o la<br />
inmersión del material en agua a la salida del horno.<br />
169
4.8.3.- Acción del hielo.<br />
Si los materiales cerámicos o los morteros contienen agua en tiempo frío, existe peligro de heladas con la<br />
consiguiente expansión y disgregación del material.<br />
La acción destructiva del hielo se debe al aumento de volumen (un 9% aproximadamente) que se produce al<br />
pasar al estado sólido el agua existente en el interior del material durante las heladas. El hielo formado<br />
produce fuertes tensiones que sólo pueden ser adecuadamente soportadas por aquellos materiales cerámicos<br />
cuya estructura interna y resistencia sean adecuadas.<br />
En zonas de costa, con influencia directa de la atmósfera salina, pueden depositarse sales (cloruros) sobre<br />
fachadas y cubiertas con un efecto destructivo similar al hielo, debido al aumento de volumen por la<br />
cristalización de las sales. Por<br />
este motivo, los ladrillos que se utilicen en estos lugares deben ser no heladizos aunque no exista riesgo de<br />
helada.<br />
Recomendaciones.<br />
En las zonas donde exista riesgo de helada o ambiente marino deben adoptarse las siguientes precauciones:<br />
• Utilizar siempre ladrillos que cumplan el ensayo de resistencia a la helada fijado por la normativa.<br />
• El riesgo de daños por helada sólo existe cuando el ladrillo está saturado. Por tanto, a nivel de diseño, se<br />
debe procurar que la disposición de los ladrillos no permita que esto ocurra, evitando las zonas embalse así<br />
como el aporte excesivo de agua procedente de las cubiertas, terrazas, etc.<br />
• Rematar las coronaciones de los muros con albardillas provistas de goterones.<br />
• Utilizar siempre la lamina antihumedad en el arranque de los muros e impermeabilizar correctamente el<br />
intradós en contacto con el terreno (en muros de contención, jardineras, etc.). De lo contrario, se pueden<br />
alcanzar niveles importantes de saturación por capilaridad, con el consiguiente riesgo de degradación por<br />
heladas.<br />
• Debe interrumpirse la ejecución de la fábrica en tiempo frío al ser la fina capa de mortero muy sensible a<br />
la helada, no siendo efectivos para morteros los anticongelantes que habitualmente se utilizan para el<br />
hormigón. Caso de producirse<br />
la helada con paramentos recién ejecutados, se protegerán los mismos para mitigar el problema.<br />
• Sólo los ladrillos con absorción de agua inferior al 6% pueden emplearse con garantía en zonas con<br />
máximo riesgo, como pavimentos, jardineras, etc.<br />
Si bien el límite citado de absorción de agua garantiza un comportamiento adecuado en zonas de máximo<br />
riesgo, en términos generales no existe correlación entre resistencia a la helada y la absorción de agua. Un<br />
ladrillo con el 10%<br />
de absorción puede ser heladizo y otro con el 20% de absorción resistente a la helada. El valor de la<br />
absorción sirve al fabricante para conocer el grado de cocción de sus ladrillos, para un tipo de arcilla y<br />
proceso de fabricación. Por tanto, el ensayo de heladicidad, junto con la resistencia a flexión y/o<br />
compresión, definirán perfectamente el comportamiento futuro del ladrillo.<br />
170
4.8.4.- Corrosión de materiales metálicos.<br />
Si se produce la corrosión de elementos metálicos empotrados en una obra de fábrica o en cerámicas<br />
armadas por filtración de agua, ácidos, sulfatos o cloruros, da lugar a un aumento de volumen que ocasiona<br />
la rotura del material.<br />
La reacción del Ca(OH)2 del morteroi con el C02 de la atmósfera produce la formación de carbonatos :<br />
Ca(OH) 2 + C02 ⇒ C03Ca + H2O<br />
lo cual lleva consigo una disminución del pH. Al disminuir por la tanto la basicidad del mortero disminuye<br />
la protección que este ofrece a las armaduras por lo que puede iniciarse el ataque a las mismas con el<br />
consiguiente aumento de volumen (el oxido tiene un volumen ocho veces mayor que el metal que lo forma).<br />
Dicho aumento provoca tensiones internas que provocan la fisuración.<br />
El fenómeno es más acentuado en los metales férricos que se deben proteger siempre contra la corrosión.<br />
4.8.5.- Cambios dimensionales. Expansión por humedad.<br />
Las piezas cerámicas, a pesar de su rigidez dilatan o contraen por cambios térmicos o por efecto de la<br />
humedad. En obra se colocan húmedos y al secar contraen, manifestándose en grietas que normalmente se<br />
producen en las juntas del mortero. Para evitarlo, se deben realizar juntas de dilatación que permitan<br />
movimientos parciales de la obra.<br />
La expansión por humedad se puede definir como la característica que tienen los productos cerámicos de<br />
aumentar mínimamente sus dimensiones, como consecuencia de la fijación de agua procedente de la<br />
humedad ambiente. Dicha característica no es específica de la cerámica, ya que existen otros materiales de<br />
construcción cuya estabilidad dimensional depende en gran medida de su contenido de humedad.<br />
Son de sobra conocidas, por ejemplo, la influencia de la humedad en obras ejecutadas con yeso, las<br />
variaciones en la retracción de hormigones y los cambios dimensionales de la madera.<br />
La expansión por humedad en los materiales cerámicos depende de varios factores, entre los que destacan<br />
como más importantes:<br />
• El tipo de arcilla.<br />
• La temperatura de cocción.<br />
• El tiempo desde la cocción hasta la puesta en obra.<br />
• La humedad.<br />
La influencia del tipo de arcilla es decisiva, de tal modo que las expansiones de mayor magnitud se dan en<br />
piezas compuestas por arcillas de tipo caolinítico, mientras que aquellas en las que se utiliza arcilla con alto<br />
contenido calcáreo presentan expansiones muy reducidas.<br />
La temperatura es otro factor importante, ya que para cada tipo de arcilla existe una temperatura de cocción<br />
para la cual la expansión es máxima. Sin embargo, esta temperatura crítica no suele coincidir con la<br />
temperatura optima de cocción, lo que hace muy importante el empleo de ladrillos bien cocidos.<br />
La relación entre composición y temperatura parece influir en la formación de varios compuestos químicos<br />
inestables, estos son las espinelas de silice-alúmina con defectos en su red cristalina, que pasan a<br />
estabilizarse fijando moléculas de agua con un ligero aumento de volumen.<br />
171
El análisis del tercer factor, el tiempo, permite mconsiderar la relación expansión-tiempo como una curva de<br />
tipo exponencial, con una asíntota horizontal, observándose que una parte importante de la expansión total<br />
de la pieza se produce en los primeros días tras su cocción.<br />
La humedad, cuarto factor estudiado, produce la aceleración de la expansión. Este efecto puede utilizarse<br />
para que la expansión del material se realice sin producir daños. Simplemente humedeciendo el ladrillo en<br />
los días anteriores a su puesta en obra se puede reducir considerablemente su expansión residual (véase<br />
expansión por humedad en nuestros ladrillos hidrófugados).<br />
Los efectos perjudiciales son muy escasos en nuestro país, debido fundamentalmente al tipo de arcillas que<br />
se emplean. No ocurre lo mismo en países como Francia o Australia, donde los problemas ocasionados por<br />
este fenómeno llegan a ser de gran importancia.<br />
En todos los casos en que se han podido estudiar patologías en los muros motivados por la expansión por<br />
humedad han coincidido los siguientes factores:<br />
• La materia prima tenía gran proporción de caolinita.<br />
• La cocción de la pieza era defectuosa.<br />
• La puesta en obra se hacía inmediatamente después de fabricarse el ladrillo.<br />
• No existía posibilidad de absorber el aumento dimensional, por no haberse previsto juntas de dilatación<br />
adecuadas o por ser piezas cuyo movimiento estaba totalmente coaccionado por elementos estructurales.<br />
• La puesta en obra se hacía sin humedecer previamente el material y en periodos de tiempo seco.<br />
En la figura 4.8.5.1 puede verse el efecto de la expansión por humedad sobre una fachada de ladrillo<br />
cerámico.<br />
Recomendaciones.<br />
.<br />
Figura 4.8.5.1.- Efecto de la expansión por humedad sobre una fachada de ladrillo cerámico.<br />
Como conclusión de lo expuesto y con objeto de evitar problemas cuya causa sea la expansión por<br />
humedad, se recomiendan las siguientes precauciones:<br />
• Conocer los valores de la expansión por humedad del ladrillo que se va a utilizar.<br />
• Colocar ladrillos que lleven fabricados al menos una semana si el valor de su expansión es alto.<br />
172
• Mantener húmedos los ladrillos hasta su puesta en obra.<br />
• Disponer juntas de dilatación a distancias adecuadas, teniendo en cuenta tanto la posible expansión del<br />
material como las dilataciones térmicas.<br />
En este sentido cabe señalar que, las distancias que establece la NBE FL-90. “Muros resistentes de fábrica<br />
de ladrillo” parecen excesivas, por lo que recomendamos una separación máxima de 25m entre juntas, para<br />
climas marítimos y de 20m para climas continentales.<br />
4.8.6.- Eflorescencias.<br />
Las eflorescencias son manchas producidas por la cristalización de sales solubles como nitratos, sulfatos<br />
alcalinos o de magnesio, que están disueltas en el agua y al evaporarse ésta, aparecen en la superficie del<br />
ladrillo. Normalmente se trata de un problema leve de tipo estético, que no afecta a la durabilidad del<br />
ladrillo, a excepción de los casos en que se produzca un aporte continuo de sales procedentes del terreno, y<br />
que se autoelimina a corto plazo con los ciclos naturales de humectación-secado. Si la cristalización se<br />
produce con aumento de volumen y se da internamente puede disgregar la pieza.<br />
La causa directa de las eflorescencias es la migración de una solución salina a través del sistema capilar del<br />
conjunto mortero-ladrillo y la acumulación de dichas sales solubles en la superficie expuesta, donde se<br />
produce una evaporación relativamente rápida. En las zonas de máxima evaporación, se precipitan las sales<br />
cuando la solución sobrepasa su concentración de saturación.<br />
Aunque en algunos casos pueden tener un aspecto muy parecido, es importante no confundir las<br />
eflorescencias con las manchas de mortero, debidas a una deficiente eliminación del sobrante de este<br />
material durante la ejecución de la fábrica.<br />
Origen de las sales solubles.<br />
Si bien la aparición de eflorescencias se produce en la superficie del ladrillo, favorecida por la naturaleza del<br />
sistema capilar de éste con respecto al mortero, el origen de las sales solubles causantes del problema puede<br />
estar en cualquiera de los elementos que componen la fabrica:<br />
En el ladrillo pueden existir sales solubles en forma de sulfatos (sodio, potasio, magnesio y calcio), cuyo<br />
origen hay que buscarlo en las arcillas de que se compone, o bien en los combustibles empleados durante la<br />
cocción.<br />
- Del terreno cuando contiene aguas sulfatadas que ascienden por capilaridad en las bases de la obra.<br />
- Del agua de obra cuando esta es salina y se utiliza en el amasado o para mojar las piezas cerámicas.<br />
- De reacciones de los componentes del mortero con la cerámica.<br />
El mortero, constituido a su vez por tres componentes, es en muchos casos la principal fuente de sales<br />
causantes de eflorescencias.<br />
173
Las causas físico-químicas que favorecen la aparición de eflorescencias en el ladrillo, debidas al mortero<br />
son:<br />
• Los morteros poseen cantidades apreciables de sales solubles, en especial álcalis libres (hidróxidos de<br />
sodio y potasio).<br />
• Debido a la relación de intercambio, el hidróxido cálcico hace que el contenido de sulfatos alcalinos del<br />
ladrillo aumente en su presencia.<br />
• Las adiciones activas de los cementos pueden contener en algunos casos sulfatos solubles. Las últimas<br />
investigaciones realizadas sobre la influencia del cemento en la aparición de eflorescencias en las fábricas<br />
de ladrillo, parecen establecer una relación directa entre el contenido de sulfatos y la aparición de este<br />
defecto.<br />
• La pasta del mortero contiene agua abundante, que sirve de vehículo para el transporte de las sales.<br />
• El ladrillo es un elemento poroso, capaz de ejercer en algunos casos una importante succión capilar.<br />
• Existe una gran superficie de contacto entre el ladrillo y el mortero que permite el paso de los<br />
componentes solubles del mortero.<br />
• La velocidad de evaporación del agua es, por lo general, mayor en la superficie del ladrillo que en la de<br />
mortero. Esta circunstancia favorece el establecimiento de un flujo de sentido único.<br />
Como complemento se expone a continuación el resultado de un estudio experimental en el que se realizó el<br />
ensayo de eflorescencias según UNE 67029 sobre un ladrillo previamente calificado como ligeramente<br />
eflorescido, rellenando con mortero las perforaciones y después de un curado de 28 días.<br />
Como lo que se trataba era de comprobar la influencia de distintos cementos, se elaboraron los morteros con<br />
arena lavada y agua destilada, variando sólo la procedencia del cemento (de doce fábricas distintas de<br />
España).<br />
Tras el ensayo, las distintas muestras fueron calificadas como sigue:<br />
- Ligeramente eflorescido . . 4 muestras.<br />
- Eflorescido . . . . . . . . . . . . 3 muestras.<br />
- Muy eflorescido. . . . . . . . . 5 muestras.<br />
Las grandes diferencias observadas en el resultado, son suficientemente ilustrativas sobre la influencia del<br />
cemento en la aparición de eflorescencias. Como puede verse, en casi el 70% de los casos el<br />
comportamiento del conjunto ladrillo- mortero empeoró frente al del ladrillo solo.<br />
Recomendaciones.<br />
El fenómeno de la eflorescencia es complejo, función de múltiples variables que difícilmente pueden ser<br />
controladas en su totalidad. No obstante se pueden dar una serie de recomendaciones de puesta en obra y de<br />
diseño que reducirán su importancia:<br />
• Utilizar ladrillos calificados como no eflorecidos o ligeramente eflorescidos.<br />
• Verificar la influencia del mortero realizando pruebas previas a la obra con los mismos componentes que<br />
se vayan a utilizar en ésta, y a ser posible realizar el ensayo de eflorescencia del conjunto ladrillo mortero.<br />
En este sentido se puede indicar que los cementos blancos producen menos eflorescencias, al igual que suele<br />
ocurrir cuando se utilizan morteros de planta, aunque en este último caso hay que tomar esta afirmación con<br />
mayor cautela.<br />
• Apilar los ladrillos sobre superficies limpias evitando el contacto con el suelo, ya que en presencia de<br />
agua, el ladrillo podría absorber sales solubles procedentes del terreno que provocarían eflorescencias con<br />
posterioridad.<br />
174
• Puesto que el agua es el vehículo que transporta las sales, no es recomendable mojar en exceso el muro<br />
tras su ejecución, si bien en épocas calurosas debe aportarse la humedad precisa para evitar la<br />
deshidratación del mortero.<br />
• En tiempo lluvioso se debe proteger la parte superior de los paramentos cuando estos queden sin rematar al<br />
final de la jornada, para evitar acumulación de agua en las perforaciones del ladrillo.<br />
• El enfoscado de la cara posterior del paramento se realizará pasadas al menos 48 horas desde la<br />
terminación del muro, de esta forma se rompe la continuidad capilar y es menos probable la aparición de<br />
eflorescencias motivadas por las sales de este mortero.<br />
• Cuando se utilice espuma de poliuretano sobre el intradós del muro como aislamiento, se tendrá la<br />
precaución de efectuar su proyección una vez haya secado el muro, en caso contrario, se estará obligando a<br />
que la totalidad de la humedad residual salga a través de la cara vista.<br />
A nivel de diseño conviene tener presente los siguientes aspectos:<br />
• Cuando un muro vaya a estar en contacto con tierra, como es el caso de jardineras y muretes de<br />
contención, debe impermeabilizarse perfectamente el intradós del muro, con objeto de evitar el aporte<br />
continuado de sales procedentes del terreno, que no solo producirán la aparición de manchas de<br />
eflorescencia, sino que pueden llegar en algunos casos a dañar el ladrillo.<br />
• Es igualmente importante disponer de láminas antihumedad en el arranque de todo tipo de muros de<br />
fabrica de ladrillo, que eviten la ascensión capilar del agua .<br />
• Se cuidará el diseño de los elementos de protección necesarios para evitar los aportes de agua excesivos<br />
sobre la fachada en tiempo de lluvia, (aleros, vierteaguas, albardillas, canalones, etc.), poniendo especial<br />
atención en que estos elementos no produzcan a su vez concentración de agua sobre puntos aislados del<br />
paramento.<br />
• Cuando se prevean condiciones expuestas para los paramentos vistos, se cuidará la elección del modelo de<br />
ladrillo, siendo aconsejable la utilización de ladrillos hidrófugos o modelos con baja absorción, que reducen<br />
las consecuencias negativas que pueden ocasionar frecuentes aportes de agua sobre los mismos.<br />
Resumiendo, dado que el agua actúa como disolvente y vehículo de las sales, se reducirá al máximo su<br />
presencia en la fábrica para prevenir eflorescencias.<br />
Eliminación de eflorescencias.<br />
Partiendo de la base de que la mayor parte de las eflorescencias se autoeliminan con los ciclos naturales de<br />
humectación-secado, somos conscientes de que su máxima intensidad suele coincidir con la terminación de<br />
la obra, por lo que son frecuentes los tratamientos de limpieza. En este sentido conviene tener en cuenta lo<br />
siguiente:<br />
• No se deben limpiar paramentos que no estén secos, pues podría ocurrir que después del proceso de<br />
limpieza, el agua que falta por eliminar vuelva a traer sales a la cara vista.<br />
• Si la única suciedad de la fachada se debe a cristalización de sales (no existen además manchas provocadas<br />
por el mortero o por otros elementos), en muchas ocasiones basta proceder a un cepillado previo de las<br />
zonas afectadas, a fin de desprender la mayor parte de las sales cristalizadas, y a un posterior lavado con<br />
agua limpia comenzando por la parte superior, procurando evacuar el agua que escurre cargada de sales, ya<br />
que de no hacerlo así, será absorbida por la parte inferior del paramento, aumentando la concentración<br />
salina.<br />
El lavado a presión mejora los resultados al desincrustar las sales de la superficie, procurando no dañar el<br />
llagueado.<br />
• Si, como es frecuente, la fachada tiene además manchas de mortero, se pueden adicionar pequeñas<br />
cantidades de ácido, teniendo la precaución de regar antes y después con agua limpia, para evitar daños en la<br />
llaga de mortero.<br />
175
4.8.7.-Impermeabilidad frente al agua de lluvia.<br />
Cuando la superficie exterior de un muro de ladrillo se moja por acción del agua de lluvia, la humedad<br />
tiende a desplazarse hacia la parte seca del mismo. Si la humedad llega a la cara interior del muro siendo<br />
éste de una hoja, los problemas que esto crea son bien conocidos: deterioro del revestimiento interior y de<br />
los materiales colocados en sus inmediaciones y un ambiente insano en la habitación por el exceso de<br />
humedad relativa.<br />
En los muros de doble hoja se puede producir el mismo efecto anterior en los puntos en que existan llaves<br />
que unan las dos hojas. En la cámara de aire se producirán con mayor facilidad condensaciones que pueden<br />
terminar haciendo aparecer la humedad en el interior. Si el espacio entre las dos hojas está ocupado por un<br />
aislamiento térmico, su efectividad se reducirá considerablemente.<br />
En la construcción actual, mucho más ligera que la antigua, los muros exteriores han pasado a desarrollar<br />
funciones de mero cerramiento, reduciendo sus espesores y descuidando las tradicionales técnicas de buena<br />
ejecución.<br />
Si bien es cierto que las causas de la aparición de manchas de humedad en el interior de una pared de<br />
ladrillo pueden ser diversas, muchas de ellas relacionadas con los encuentros con otros elementos, como<br />
carpinterías o elementos estructurales.<br />
Se pretende aquí hacer hincapié en los aspectos en los que interviene únicamente el ladrillo y su forma de<br />
colocación.<br />
Durante los años 1984-85, se realizaron en los laboratorios del INCE de Madrid, distintos ensayos con el fin<br />
de evaluar la influencia de cada uno de los factores que podían considerarse como causas de la penetración<br />
de la humedad a través de los muros de ladrillo cara vista. Los aspectos estudiados fueron:<br />
• Espesor de la pared de la cara vista.<br />
• Succión y absorción del ladrillo.<br />
• Tipo de llaga de mortero (enrasada o rehundida).<br />
• Unión mortero-ladrillo.<br />
Para comprobar la influencia de los tres primeros factores, se elaboraron muretes de medio pie de espesor<br />
con diferentes ladrillos cuya succión y absorción variaban desde valores moderados a muy altos y con<br />
espesores de pared comprendidos entre 29 mm y 11 mm. Los muretes fueron ejecutados por la misma<br />
cuadrilla de albañiles especialistas en cara vista, se empleó en todos los casos el mismo mortero y se<br />
dividieron verticalmente los muretes en dos mitades: una de las mismas se ejecutó con llaga enrasada y la<br />
otra con llaga rehundida; el intradós de los muros se recubrió con una delgada capa de yeso a fin de observar<br />
nítidamente la aparición de manchas.<br />
Se procedió, una vez transcurridos 28 días, en los que se cuidó el perfecto curado del mortero, a someterlos<br />
a la acción de la maquina de aguaviento, con los siguientes resultados:<br />
1.- No se apreciaron diferencias entre la utilización de llaga enrasada y rehundida.<br />
2.- No se observó mejora en el comportamiento por aumento del espesor de pared.<br />
3.- Las manchas de humedad aparecidas en periodos cortos de lluvia coincidían con defectos locales en la<br />
zona de contacto mortero-ladrillo, (fisuras y grietas apreciables a simple vista). Estos defectos parecían<br />
provocados por una deshidratación prematura del mortero, más notoria en los modelos con alta succión, por<br />
lo que parecía motivada por esta característica del ladrillo, al no haber sido previamente humedecidos los<br />
ladrillos.<br />
176
Para verificar esta hipótesis se elaboraron cuatro nuevos muretes de cada uno de los modelos de ladrillo, de<br />
tal manera que el primero se realizó con las piezas secas, el segundo, sumergiendo en agua durante un<br />
segundo el ladrillo inmediatamente antes de su colocación, el tercero con un minuto de inmersión y el cuarto<br />
con cinco minutos. Se adosó un marco metálico sobre la cara de los muretes sellando las juntas para permitir<br />
embalsar tres centímetros de agua, con los muretes en posición horizontal. Además se ensayaron en posición<br />
vertical al paso de una corriente de agua de caudal tres litros por minuto, regularmente repartida.<br />
Los resultados obtenidos reflejaban de forma clara que, independientemente de las características del<br />
ladrillo, las manchas de humedad aparecían en primer lugar en aquellos ladrillos que se habían colocado<br />
secos, retardándose su aparición en función del grado de humedecimiento a que se había sometido el<br />
ladrillo. De lo que se desprende que si no se aminora el efecto de succión del ladrillo, mediante su<br />
hidratación previa, el mortero se deshidrata en las primeras etapas de fraguado, lo que provoca fallos en la<br />
adherencia mortero-ladrillo y la aparición de fisuras entre ambos elementos por los que penetra fácilmente<br />
el agua hasta alcanzar la cara posterior.<br />
El mecanismo descrito se produce en todos los tipos de ladrillos a excepción de los de muy baja succión<br />
(hidrófugos y klinker), y aumenta escalonadamente con la misma. Si bien, cuando el ensayo se prolonga<br />
hasta las 24 horas, se pueden observar diferencias claras entre los ladrillos en función de su absorción, en<br />
ensayos de hasta seis horas el comportamiento de los ladrillos es similar, marcando las diferencias en éstos,<br />
básicamente, el grado de humedad previa del ladrillo.<br />
Recomendaciones.<br />
Como recomendación fundamental está la de humedecer, de forma previa a su colocación en obra, todos los<br />
ladrillos cuya succión sea superior a 0,10 g/cm 2 .min. Este humedecimiento habrá de ser suficiente para bajar<br />
la succión por debajo de esa cifra máxima y uniforme para evitar succiones diferenciales que<br />
imposibilitarían la elección del mortero adecuado. Es necesarioextremar estos cuidados si la llaga es muy<br />
estrecha, ya que se aumenta la influencia de este factor.<br />
Cuidar la ejecución de las llagas, evitando que puedan quedar espacios sin rellenar. Esto es frecuente,<br />
especialmente en las llagas verticales. El repaso de las juntas de mortero con el “llaguero” mejora el<br />
comportamiento de las mismas, además del aspecto estético de la fachada.<br />
En paramentos en situación expuesta y situados en zonas donde sean previsibles periodos prolongados de<br />
lluvia, se tenderá a utilizar ladrillos de moderada o baja succión - absorción de agua, cuidando además su<br />
puesta en obra.<br />
La utilización de ladrillos dotados de muesca semicircular en la testa mejora el comportamiento de las juntas<br />
verticales en ladrillos fabricados por extrusión. Para ladrillos prensados se amplían las ventajas a la junta<br />
horizontal empleando ladrillos con “cazoleta continua” y muescas en sus testas.<br />
4.9.- APLICACIÓN DE PRODUCTOS CERÁMICOS.<br />
Las aplicaciones de cerámicas porosas en la construcción son muy numerosas debidas, principalmente, a su<br />
posibilidad de ser moldeadas en formas muy diversas y a su fácil adaptación a todo tipo de obra, sobre todo<br />
en elementos de pequeño formato.<br />
Las cualidades que avalan su uso son las siguientes:<br />
Físicas: Ligereza, porosidad y buen aislamiento térmico aunque no acústico.<br />
Mecánicas: Buena resistencia a compresión y tracción y perfecta adherencia a morteros.<br />
Químicas: Inalterabilidad a agentes atmosféricos o durabilidad.<br />
177
OBRAS DE ELEMENTOS CERÁMICOS POROSOS (Figura 4.9.1).<br />
Fábricas de ladrillo:<br />
Cubiertas:<br />
Estructuras planas:<br />
Conducciones:<br />
Pavimentos:<br />
Estructurales:<br />
- Divisiones Interiores<br />
- Cerramientos<br />
- Muros de Carga<br />
- Pilares<br />
- Arcos y Bóvedas<br />
- Tejados inclinados<br />
- Terrazas o Azoteas Planas<br />
Forjados:<br />
- Resistentes (viguetas)<br />
- Forjantes (bovedillas)<br />
- Aligerantes (bloques)<br />
- Tubos de desagües.<br />
- Conductos de humo y ventilación.<br />
- Baldosas<br />
- Escalones.<br />
Elementos auxiliares:<br />
- Dinteles<br />
- Vierteaguas o alfeizares<br />
- Celosías<br />
CERÁMICAS IMPERMEABLES.<br />
Productos porosos vidriados: Azulejos:<br />
Productos impermeables: Gres:<br />
- Revestimientos<br />
- Revestimientos<br />
- Pavimentos o rodapies<br />
- Tubos<br />
- Sanitarios<br />
Porcelana y loza: Loza sanitaria y porcelana vitrificada:<br />
- Aparatos sanitarios<br />
178
Figura 4.9.1.- Obras de elementos cerámicos.<br />
179
4.10.- FÁBRICAS DE LADRILLO.<br />
En la figura 4.10.1 puede verse, a modo de resumen, la terminología constructiva.<br />
Fábrica: Organización estable de ladrillos, bloques, etc. trabados tras un proceso de construcción,<br />
comúnmente manual, aplicando una técnica de ligazón y asiento mediante mortero.<br />
Fábrica armada: Fábrica en la que se colocan barras o mallas, generalmente de acero, embebidas en mortero<br />
u hormigón, de modo que todos los materiales trabajen en conjunto.<br />
Aparejo: Ley de traba que rige la disposición en que deben colocarse los ladrillos, bloques, etc, en una obra<br />
de fábrica para garantizar su unidad constructiva.<br />
Hilada: Cada una de las hileras o series horizontales de ladrillos, bloques, etc. que se van colocando a<br />
medida que se construye el muro.<br />
Las fábricas de ladrillos son las ejecutadas con los distintos tipos de ladrillos y se clasifican de acuerdo a su<br />
finalidad en la obra y al espesor de la fábrica que viene determinado por las formas de colocación que son<br />
las siguientes:<br />
A soga: Cuando el canto queda visto en el paramento.<br />
A tizón: Cuando queda vista la testa en posición horizontal.<br />
A sardinel: Cuando queda vista la testa pero verticalmente.<br />
A penderete: Si el ladrillo presenta la tabla en el paramento.<br />
El espesor de la fábrica varía según la colocación. Según se coloquen de una u otra manera se realizan<br />
distintos tipos de aparejos de fábrica. Se denomina hilada a los ladrillos que se encuentran en un mismo<br />
plano horizontal.<br />
Se llaman llagas a las juntas verticales y tendeles a las horizontales. El ladrillo se coloca en obra mojándolo<br />
para eliminar el polvo y mejorar su adherencia, pero sin empapar, pues cedería agua al mortero haciéndolo<br />
fluir y este debe ser lo más seco posible aunque manejable. La resistencia ladrillo-mortero debe ser igual<br />
para evitar tensiones de tracción entre ellos al entrar en carga y deformar. Los tipos de juntas más comunes<br />
pueden verse en la figura 4.10.2.<br />
180
Terminología constructiva (Figura 4.10.1).<br />
Figura 4.10.2.- Tipos de juntas más comunes.<br />
En este apartado se definen una serie de conceptos a los que se hace referencia en el desarrollo del manual.<br />
Fábrica: Organización estable de ladrillos, trabados tras un proceso aditivo de construcción, comúnmente<br />
manual, aplicando una técnica de ligazón, mediante mortero.<br />
Aparejo: Es la ley de traba que rige la disposición en que deben colocarse los ladrillos de una obra de<br />
fábrica para garantizar su unidad constructiva.<br />
Ladrillo: Pieza generalmente ortoédrica, utilizada en la construcción, cuya dimensión máxima es menor o<br />
igual a 29 cm.<br />
Soga: Dimensión correspondiente a la arista mayor o largo.<br />
Tizón: Dimensión correspondiente a la arista intermedia o ancho.<br />
Grueso: Dimensión correspondiente a la arista menor o altura.<br />
Tabla: Cara mayor del ladrillo (soga x tizón).<br />
Canto: Cara mediana del ladrillo (soga x grueso).<br />
Testa: Cara menor del ladrillo (tizón x grueso).<br />
Tendel: Junta continua constituida por el mortero que se acusa entre dos hiladas o roscas sucesivas, en<br />
general horizontales.<br />
Llaga: Junta constituida por el mortero que se acusa entre dos piezas sucesivas de una misma hilada o<br />
rosca. Son generalmente discontinuas de una hilada a otra y verticales.<br />
Trasdós: Haz exterior de un muro.<br />
Intradós: Haz interior de un muro, o superficie inferior de un dintel o arco.<br />
Dintel: Elemento constructivo o conjunto de ellos, que definen el cierre superior de un hueco con intradós<br />
recto.<br />
Cargadero: Parte estructural o resistente de un dintel.<br />
Jamba: Cada uno de los elementos verticales que limitan lateralmente un hueco y sirven de apoyo al dintel.<br />
Telar: Plano de la jamba, a escuadra con el paramento del muro.<br />
Antepecho: Cierre inferior del hueco de una ventana, constituyendo un pretil protector.<br />
Alféizar: Plano inferior del hueco de una ventana que define la coronación del antepecho.<br />
181
Componentes auxiliares.<br />
Figura 4.10.1.- Terminología constructiva.<br />
Armadura de tendel: Armadura preparada para su colocación en tendeles. Se recomienda el empleo de aros<br />
inoxidables para armar, aceros galvanizados o con protecciones equivalentes (por ejemplo, con resinas<br />
Epoxi).<br />
Llave : Dispositivo que enlaza una hoja de un muro con una estructura, con un muro de trasdós o con otro<br />
muro.<br />
Barrera antihumedad: lámina impermeable, piezas de fábrica u otros materiales, que se colocan en las<br />
fábricas para impedir el paso del agua de escorrentía o de capilaridad.<br />
4.10.1.- Tipos de fábricas.<br />
Los tipos de fábricas son los siguientes:<br />
Divisiones interiores:<br />
Destinadas a separar espacios en el interior de las edificaciones. Deben tener características de aislante<br />
acústico que se mejora con enlucidos de yeso y también térmico. Son las siguientes:<br />
- Tabiques (Figura 4.10.1.1.a): Entre espacios del mismo uso. Se utiliza ladrillo h<br />
s<br />
espesor colocados a panderete.<br />
- Tabicones: Entre espacios de distinto uso. Realizados con ladrillos h<br />
d<br />
panderete.<br />
de 3, 4 ó 5 cm. de<br />
de 7 ó 9 cm. de espesor colocados a<br />
182
Cerramientos:<br />
Pueden ser respecto a espacios cubiertos (como escaleras) o a espacio abierto (como patios o directamente a<br />
la calle). Según el caso, las exigencias varían debiendo tener buen aislamiento térmico y acústico. Al<br />
exterior es importante la durabilidad e impermeabilidad. Hay diversos tipos:<br />
- Cítaras (Figura 4.10.1.1.b): Para espacios cubiertos de ladrillo h h<br />
, o perforado colocados a soga. El<br />
d t<br />
espesor de la fábrica será 12 ó 14 cm. según el formato utilizado denominándose de 1<br />
2 pie.<br />
- Capuchinas (Figura 4.10.1.1.c): Para cerramiento al exterior. Muro compuesto por dos muros de una hoja<br />
paralelos, eficazmente enlazados por llaves o armaduras de tendel, con una o ambas hojas soportando cargas<br />
verticales.<br />
Son fábricas mixtas de las anteriores con cámara de aire intermedia de 4 cm. pudiendo ser tabique-tabique<br />
(de 12 ó 14 cm. de espesor sustituye a la cítara con mejor aislamiento), tabicón - tabicón (18 ó 22 cm.) para<br />
patios, cítara-tabique (usual en fachadas dando 20 cm.) y mejor cítara - tabicón (23 ó 25 cm.). Pueden<br />
realizarse con ladrillo hueco o perforado cara vista. En cada caso se explicará la fábrica más adecuada al<br />
nivel de aislamiento exigible.<br />
Estructurales :<br />
Muros de carga, pilares y bóvedas se realizan igualmente a base de ladrillos. Las exigencias aquí serán<br />
mecánicas de resistencia a la compresión y adherencia a los morteros.<br />
- Muros de carga : Muro que desempeña una función sustentante y recibe, comúnmente, cargas verticales<br />
procedentes de otros elementos de obra. Realizados con cítaras de ladrillo colocado a soga y tizón, dando<br />
espesores de 25, 37 ó 5O cm. según sean de una pieza, pieza y media o dos (1 pie, 1 pie y medio ó 2 pies).<br />
- Pilares (Figura 4.10.1.2.a): Se realizan aparejando los ladrillos de forma que dan dimensiones de 25x25,<br />
25x37, 37x37, 37x50 ó 50x50 cm2, pudiendo ser mayores aunque los anteriores son los usuales. El hueco<br />
interior se rellena con hormigón y armadura de acero.<br />
- Arcos (Figura 4.10.1.2.b): De directriz recta o curva trabajan siempre a compresión, ejecutándose con<br />
ladrillos colocados a sardinel.<br />
- Bóvedas: Se pueden realizar como arcos de gran profundidad. Las llamadas bóvedas tabicadas, se ejecutan<br />
como tabiques horizontales curvados con doble o triple capa de ladrillos trabados entre sí, tomándose la<br />
primera con yeso por su expansión y las restantes con mortero de cemento.<br />
183
Clases de muros.<br />
(a) (b) (c)<br />
Figura 4.10.1.1.- Tipos de cerramientos.<br />
(a) (b)<br />
Figura 4.10.1.2.- Tipos de fábricas: Pilar y arco.<br />
Para su organización constructiva, los muros se clasifican en las cinco clases siguientes:<br />
Muro aparejado: Muro trabado en todo su espesor ejecutado con una sola clase de ladrillo (Figura<br />
4.10.1.3)<br />
Muro verdugado: Muro aparejado en el que alternan témpanos de una clase de ladrillo con verdugadas de<br />
ladrillos mas resistentes (Figura 4.10.1.4), que pueden ser armadas.<br />
184
Figura 4.10.1.3.- Muro apararejado Figura 4.10.1.4.- Muro verdugado<br />
Muro doblado: Muro de dos hojas adosadas, de la misma o de distinta clase de ladrillo, con elementos que<br />
las enlazan: verdugadas, bandas, (laves o anclajes (Figura 4.10.1.5).<br />
Muro capuchino: Muro de dos hojas, de la misma o de distinta clase de ladrillo, con camara intermedia y<br />
elementos que las enlazan: verdugadas, bandas, llaves o anclajes (Figura 4.10.1.6).<br />
Muro apilastrado: Muro aparejado, con resalto de pilastras (Figura 4.10.1.7).<br />
Figura 4.10.1.5.- Muro doblado con llaves Figura 4.10.1.6.- Muro capuchino con llaves<br />
185
Condiciones para cada clase de muro .<br />
Cada clase de muro cumplirá las condiciones que se prescriben en los apartados siguientes :<br />
Muro aparejado.<br />
El espesor de los muros que sustentan forjados será no menor de 11.5 cm y el de los muros transversales<br />
no menor de 9 cm, siempre que encuentren a otros muros con traba efectuada de hilada a hilada.<br />
Podrá adoptarse cualquier tipo de aparejo de Ilagas encontradas, es decir, Ilagas de una sola hilada de<br />
altura, y con solapos no menores que 1/4 de la soga menos una junta (Figura 4.10.1.8).<br />
Figura 4.10.1.7.- Muro apilastrado Figura 4.10.1.8.- Solapos en aparejos de Ilagas<br />
encontradas.<br />
Los aparejos fundamentales son: de sogas (Figura 4.10.1.9) , de tizones (Figura 4.10.1.10) , de sogas y<br />
tizones en hiladas alternas, ejemplo: ingles (Figura 4.10.1.11) y belga (Figura 4.10.1.12) , de sogas y<br />
tizones en toda la hilada, ejemplos: flamenco (Figura 4.10.1.13) y holandés (Figura 4.10.1.14). Existen<br />
variantes con otros juegos decorativos de juntas, que cumplen también las condiciones anteriores.<br />
Podrá emplearse todo motivo decorativo en resaltos o rehundidos que cumplan las condiciones anteriores<br />
de aparejo. Se podra tomar como espesor de un muro con rehundidos el nominal definido por los<br />
paramentos exteriores si cumple todas las condiciones siguientes:<br />
- La profundidad de los rehundidos no es mayor que 1<br />
4<br />
del espesor nominal, ni que 1<br />
4<br />
- La anchura de los rehundidos no es superior a una soga mas dos juntas.<br />
- La altura de los rehundidos no es superior a tres hilados mas una junta.<br />
de soga.<br />
- distancia entre centros de rehundidos y el borde del muro, en cualquier dirección no es superior a cuatro<br />
veces la dimensión el rehundido en dicha dirección.<br />
186
Si no se cumple alguna de estas condiciones, el espesor del muro será igual al nominal menos la<br />
profundidad máxima de los rehundidos.<br />
Figura 4.10.1.9.- Aparejo de sogas Figura 4.10.1.10.- Aparejo belga<br />
Figura 4.10.1.11.- Aparejo de tizones o a la española Figura 4.10.1.12.- Aparejo flamenco<br />
Figura 4.10.1.13.-Aparejo ingles Figura 4.10.1.14.- Aparejo holandes<br />
187
Muro verdugado.<br />
Cumplirá las condiciones del muro aparejado. La altura v de cada verdugada (Figura 4.10.1.15) será no<br />
menor que 2 hiladas y no menor que 12.5 cm. La altura t de cada témpano será no mayor que 7 veces la<br />
altura de la verdugada.<br />
Muro doblado .<br />
Cada hoja cumplirá las condiciones de aparejo del muro aparejado. Las dos hojas se ejecutaran<br />
simultaneamente y se macizara de mortero la junta entre ambas y el espesor de cada hoja será no menor<br />
de 9 cm.<br />
Los elementos de enlace entre las hojas pueden consistir en:<br />
a).- Verdugadas de ladrillo (Figura 4.10.1.16), con las condiciones del apartado 4.3.2.<br />
b).- Llaves de ladrillo (Figura 4.10.1.17), constituidas por: un solo ladrillo con entrega en cada hoja no<br />
menor de 9 cm; dos ladrillos superpuestos y trabados, con entrega de cada ladrillo en las hojas no menor<br />
de 4 cm.<br />
c).-Bandas continuas de chapa desplegada galvanizada de anchura no menor de 12 cm, centradas con la<br />
junta a separaciones en altura no mayor de 1 m (Figura 4.10.1.18).<br />
d).- Anclajes de acero galvanizado (Figura 4.10.1.19), de seccion no menor que 0,2 c m 2 , con parte recta<br />
entre los ejes de cada hoja y longitud desarrollada no inferior al espesor total del muro. Las (laves y los<br />
anclajes se dispondrán al tresbolillo (Figura 4.10.1.20), y su separación entre centros no será mayor que<br />
60 cm.<br />
Muro capuchino.<br />
Cada hoja cumplirá las condiciones de aparejo del muro aparejado. El espesor de cada hoja sera no menor<br />
de 9 cm.<br />
El ancho de la cámara interior no sera mayor que 11 cm . Se recomiendan anchos de 3.5 cm, 6 cm y 8.5 cm,<br />
que dan espesores totales de muro acoplables a las redes modulares de 10 cm, o a las submodulares (Figura<br />
4.10.1.21).<br />
Las bandas, (llaves y anclajes cumplirán las condiciones del muro doblado .<br />
Se colocara una verdugada, con las condiciones del apartado 4.3.2, bajo toda cadena de forjado, y bajo<br />
toda zapata de apoyo.<br />
Muro apilastrado .<br />
Cumplira las condiciones del apartado del muro aparejado; las pilastras se ejecutaran simultaneamente<br />
con el muro, e iran aparejadas con el, de acuerdo con las condiciones señaladas en dicho apartado.<br />
Juntas .<br />
Las juntas se denominan tendeles cuando son continuas y, en general, horizontales, y Ilagas cuando son<br />
discontinuas y, en general, verticales.<br />
188
Las juntas de las fabricas vistas se terminan con rejuntado, que puede ser de varias clases. En fábricas<br />
resistentes se recomienda la terminación enrasada y la matada superior (Figura 4.10.1.22).<br />
Figura 4.10.1.15.- Muro verdugado Figura 4.10.1.16.- Muro doblado con verdugadas<br />
Figura 4.10.1.17: Muro doblado con (laves Figura 4.10.1.18.- Muro doblado con bandas<br />
continuas de chapa plegada galvanizada<br />
189
Figura 5.10.1.19.- Muro doblado con anclaje Figura 5.10.1.20.- Muro doblado. Separaciones entre<br />
anclajes<br />
Figura 5.10.1.21.- Muros capuchinos, cotas en cm. Figura 5.10.1.22.- Tipos de juntas<br />
190
4.11.- BALDOSAS CERAMICAS.<br />
4.11.1.- Introducción.<br />
Según las normas EN-UNE y las recientes normas ISO, las baldosas cerámicas son placas de poco grosor,<br />
generalmente utilizadas para revestimiento de arcillas y paredes, fabricadas a partir de composiciones de<br />
arcillas y otras materias primas inorgánicas, que se someten a molienda y/o amasado, se moldean y<br />
seguidamente son secadas y cocidas a temperatura suficiente para que adquieran establemente las<br />
propiedades requeridas. Las arcillas utilizadas en la composición del soporte pueden ser de cocción roja o<br />
bien de cocción blanca.<br />
Son piezas cerámicas impermeables que están constituidas por un soporte cerámico, de naturaleza arcillosa,<br />
con o sin recubrimiento esencialmente vítreo: El esmalte cerámico. Son incombustibles e inalterables a la<br />
luz.<br />
Las baldosas cerámicas pueden ser no esmaltadas (UGL) o esmaltadas (GL). Las baldosas no esmaltadas se<br />
someten a una cocción única; las baldosas esmaltadas reciben una cubierta vitrificable entre una primera y<br />
una segunda cocción (bicocción) o antes de la única cocción (monococción).<br />
4.11.2.- Proceso de fabricación de baldosas cerámicas.<br />
Los procesos de fabricación son similares a los vistos en productos porosos, extrusión, prensado y colada,<br />
pero altamente mecanizados. La principal diferencia estriba en el vidriado para el que se someten las piezas<br />
a doble cocción.<br />
El proceso de fabricación de baldosas cerámicas se desarrolla en una serie de etapas sucesivas, que pueden<br />
resumirse del modo siguiente:<br />
1.- Preparación de las materias primas.<br />
2.- Conformación y secado en crudo de la pieza<br />
3.- Cocción o cocciones, con o sin esmaltado<br />
4.- Tratamientos adicionales<br />
5.- Clasificación y embalaje<br />
Dependiendo de que el producto a fabricar sea esmaltado o no, de que éste se fabrique por un procedimiento<br />
de monococción, bicocción o tercer fuego, en un determinado proceso se realizará o no el esmaltado, o se<br />
modificará la secuencia de las etapas de esmaltado y de cocción en la forma adecuada. (Figura 4.11.2.1).<br />
191
Figura 4.11.2.1.- Procesos de fabricación de baldosas cerámicas.<br />
(a).- Preparación de materias primas - Molienda en húmedo - Atomización - Prensado - Secado - (Cocción) -<br />
Esmaltado - Cocción (Variante sin esmaltado y con/sin pulido)(Variante con cogeneración)<br />
(b).- Preparación de materias primas - Molienda en seco - Prensado - (Cocción) - Esmaltado - Cocción.<br />
(c).- Preparación de materias primas - Amasado - Extrusión - (Esmaltado) - Cocción.<br />
Preparación de las materias primas.<br />
El proceso cerámico comienza con la selección de las materias primas que deben formar parte de la<br />
composición de la pasta, que son fundamentalmente arcillas, feldespatos, arenas, carbonatos y caolines.<br />
En la industria cerámica tradicional las materias primas se suelen utilizar, por lo general, tal y como se<br />
extraen de la mina o cantera, o después de someterlas a un mínimo tratamiento. Su procedencia natural<br />
exige, en la mayoría de los casos, una homogeneización previa que asegure la continuidad de sus<br />
características.<br />
En general, la preparación de pastas cerámicas para su uso en el proceso de obtención de baldosas<br />
cerámicas, consiste en el mezclado de materias primas en proporciones controladas mediante la dosificación<br />
por pesada, la molienda en vía húmeda mediante molinos de bolas y el secado en los atomizadores hasta la<br />
obtención del polvo a una humedad conveniente para la operación de prensado.<br />
192
Existen dos tipos de pasta, que tienen distinta preparación.<br />
- Pasta blanca: Se utiliza en vidriados transparentes ya que permiten mejor definición de la decoración. Son<br />
más permeables al agua y de menor resistencia mecánica.<br />
Se componen de cuarzo, feldespato, caliza, caolín y otras arcillas no férricas. Primero se muelen las materias<br />
duras y luego se diluyen en agua las blandas (caolín y arcillas), para posteriormente mezclas ambas, tenerlas<br />
en suspensión y tamizarlas para eliminar gruesos.<br />
Luego se proceden al atomizado o pulverización en gotas por corriente de aire caliente, formándose unas<br />
esferas que finalmente se prensan.<br />
- Pasta arcillosa: Se utiliza en piezas de vidriado opaco dando mayor resistencia mecánica. Se realiza con<br />
arcillas margosas muy ricas en Fe y CO3Ca. Se procede al desecado por debajo del 5 % de agua, luego se<br />
trituran en molinos junto con chamota (desechos de piezas cocidas) y finalmente se humidifican de nuevo<br />
antes del prensado.<br />
Molturación por vía seca o por vía húmeda (Figura 4.11.2.2).<br />
Una vez realizada la primera mezcla de los distintos componentes de la pasta cerámica, ésta se somete por<br />
lo general a un proceso de molturación, que puede ser vía seca (molinos de martillos o pendulares) o vía<br />
húmeda (molinos de bolas continuos o discontinuos).<br />
El material resultante de la molturación presenta unas características distintas si aquella se efectúa por vía<br />
seca o por vía húmeda. En el primer caso se produce una fragmentación, manteniéndose tanto los agregados<br />
como los aglomerados de partículas, siendo el tamaño de partículas resultante (existen partículas mayores de<br />
300 micras) superior al obtenido por vía húmeda (todas las partículas son menores de 200 micras). Al elegir<br />
el tipo de molturación a emplear, un factor decisivo lo constituye el coste de la inversión a realizar en cada<br />
caso.<br />
193
Figura 4.11.2.2.- Molino de bolas.<br />
Molturación por vía húmeda y secado de la composición por atomización.<br />
El procedimiento que se ha impuesto totalmente en la fabricación de pavimentos y revestimientos cerámicos<br />
por monococción, como consecuencia de las importantes mejoras técnicas que supone, es el de vía húmeda<br />
y posterior secado de la suspensión resultante por atomización. (Figura 4.11.2.3)<br />
Figura 4.11.2.3.-Proceso de fabricación con molturación por vía húmeda y secado de la composición por<br />
atomización.<br />
194
En el procedimiento de vía húmeda, las materias primas pueden introducirse total o parcialmente en el<br />
molino de bolas, que es lo habitual, o desleírse directamente.<br />
A la suspensión resultante (barbotina) se le elimina una parte del agua que contiene hasta alcanzar el<br />
contenido en humedad necesario para cada proceso. El método más utilizado en la fabricación de<br />
pavimentos y revestimientos cerámicos es el secado por atomización.<br />
El proceso de atomización es un proceso de secado, por el cual una suspensión pulverizada en finas gotas,<br />
entra en contacto con aire caliente para producir un producto sólido de bajo contenido en agua. El contenido<br />
Kg.. de.. agua<br />
en humedad presente en la suspensión (barbotina), suele oscilar entorno a 0.30-0.45<br />
Kg.. de.. solido..sec o ,<br />
Kg.. de.. agua<br />
este contenido en agua tras el proceso de atomización se reduce a 0.05-0.07<br />
Kg.. de.. solido..sec o .<br />
El proceso de secado por atomización se desarrolla según el esquema de la figura 4.11.2.4, que comprende<br />
las siguientes operaciones:<br />
1.- Bombeo y pulverización de la suspensión.<br />
2.- Generación y alimentación de los gases calientes.<br />
3.- Secado por contacto gas caliente-gota suspensión.<br />
4.- Separación del polvo atomizado de los gases.<br />
Los atomizadores operan siguiendo la siguiente secuencia: la barbotina procedente de las balsas de<br />
almacenamiento de las plantas de molienda, con un contenido en sólidos entre el 60 y el 70 % y con una<br />
viscosidad adecuada (alrededor de 1000 cp.), es bombeada por medio de bombas de pistón al sistema de<br />
pulverización de la barbotina.<br />
La barbotina finamente nebulizada y dividida, se seca poniéndola en contacto con una corriente de gases<br />
calientes. Estos gases provienen de un quemador convencionalaire-gas natural o son los gases de escape de<br />
una turbina de cogeneración.<br />
El granulado, con una humedad entre el 5.5 y el 7%, es descargado en una cinta transportadora y llevado a<br />
los silos para su posterior prensado.La corriente de gases utilizada para secar la barbotina y obtener el polvo<br />
atomizado es eliminada por la parte superior del atomizador conteniendo un elevado grado de humedad y<br />
partículas de polvo muy finas en suspensión.<br />
195
Figura 4.11.2.4.- Esquema del proceso de secado por atomización.<br />
1 El electroventilador de presurización presiona el aire…2 ...a través del quemador que lo calienta …3 ...a lo<br />
largo de una tubería de acero aislada térmicamente…4 ...en el distribuidor anular que lo pone en rotación<br />
…5 ...dentro de la torre de secado. Aquí encuentra la barbotina que…A ...las bombas han enviado a presión<br />
constante, B ...a través de los filtros,... C ...en una serie de boquillas con orificio calibrado. Las boquillas<br />
ubicadas en el anillo distribuidor o en lanzas radiales, pulverizan la mezcla de agua y tierra. 6 El producto<br />
secado de esta forma cae en el fondo de la torre donde se descarga en una cinta que lo transporta a los silos<br />
de almacenado. 7 Los ciclones separadores capturan el aire húmedo y abaten gran parte del polvo fino en<br />
suspensión. 8 El ventilador principal … 9 ...introduce el aire húmedo en el abatidor que acaba el tratamiento<br />
de de pulverización. 10 El aire limpio se expulsa hacia el exterior a través de la chimenea. Todo el ciclo está<br />
controlado mediante un equipo electrónico.<br />
En la figura 4.11.2.5 puede verse un atomizador y el sistema de distribución de la barbotina en él. Hay dos<br />
soluciones:<br />
Corona: Las boquillas pulverizadoras están montadas en un anillo de acero inoxidable. El movimiento<br />
automático permite una extracción rápida de la corona para el mantenimiento, cosa muy útil cuando hay<br />
cambios frecuentes de producción.<br />
Lanzas: Las boquillas están montadas en una serie de lanzas colocadas radialmente. Su diferencia, respecto<br />
a otras instalaciones, es que las lanzas no estan vinculadas a la puerta de cierre así pueden girar en su eje y<br />
sobresalir más o menos dentro de la torre. De esta forma se puede regular la orientación de las boquillas<br />
según el tipo de barbotina a atomizar. Se pueden extraer las lanzas sin interrumpir la actividad del<br />
atomizador, cosa muy útil cuando hay producciones continuas muy largas.<br />
196
Figura 4.11.2.5.- Atomizador<br />
La implantación del proceso de secado por atomización para la obtención de la materia prima del soporte<br />
(polvo atomizado), conlleva unas importantes ventajas que favorecen el desarrollo de las posteriores etapas<br />
del proceso de fabricación. Una de las ventajas más importantes es la obtención de gránulos más o menos<br />
esféricos, huecos en su interior y muy uniformes, lo que confiere al polvo atomizado una elevada fluidez,<br />
facilitando las operaciones de llenado de los moldes de las prensas y prensado de piezas de gran formato.<br />
Otras ventajas a destacar son la consecución de dos operaciones, secado y granulación, a la vez y con el<br />
mismo equipo. Por otra parte el control de las variables del proceso presentan una gran simplicidad aunque,<br />
debe tenerse en cuenta, la elevada rigidez en las condiciones límites de operación, que vienen impuestas por<br />
las características geométricas y constructivas de la instalación. Además cabe destacar el carácter continuo<br />
del proceso, por lo que puede ser automatizado.<br />
En cuanto al coste energético de este proceso de secado es muy elevado pero se consigue aumentar la<br />
rentabilidad del mismo, por el aprovechamiento del calor de los gases y generación de electricidad mediante<br />
la implantación de turbinas de cogeneración.<br />
En la figura 4.11.2.6 puede verse un esquema completo de la preparación de la pasta cerámica por<br />
molturación por vía húmeda y secado de la composición por atomización.<br />
197
Figura 4.11.2.6.- Esquema completo de la preparación de la pasta cerámica por molturación por vía húmeda<br />
y secado de la composición por atomización.<br />
LEYENDA:<br />
1 Silos materias primas 2 Cinta materias primas dosificadas<br />
3 Silos materias primas dosificadas 4 Cinta extractora-pesadora<br />
5 Depósito defloculante sólido 6 Cóclea extractora<br />
7 Dosificador defloculante sólido 8 Alimentación molino<br />
9 Molino 10 Colector de descarga barbotina<br />
11 Tanque recogido y agitación barbotina 12 Batería de tamices<br />
13 Agitadores y tanque de depósito barbotina 14 Depósito agua<br />
15 Contador agua 16 Bomba agua<br />
17 Bomba barbotina<br />
198
Amasado.<br />
El proceso de amasado consiste en el mezclado intimo con agua de las materias primas de la composición de<br />
la pasta, con esto se consigue una masa plastica facilmente moldeable por extrusión.<br />
Conformación de las piezas.<br />
Prensado en seco.<br />
El procedimiento predominante de conformación de las piezas pieza es el prensado en seco (5-7% de<br />
humedad), mediante el uso de prensas hidráulicas. Este procedimiento de formación de pieza opera por<br />
acción de una compresión mecanica de la pasta en el molde y representa uno de los procedimientos mas ec<br />
onomicos de la fabricación de productos cerámicos de geometria regular.<br />
El sistema de prensado se basa en prensas oleodinámicas que realizan el movimiento del pistón contra la<br />
matriz por medio de la compresión de aceite y presentan una serie de características como son: elevada<br />
fuerza de compactación, alta productividad, facilidad de regulación y constancia en el tiempo del ciclo de<br />
prensado establecido.<br />
Las prensas se han desarrollado mucho en los últimos años y son equipos con automatismos muy<br />
sofisticados fácilmente regulables y muy versátiles.<br />
Extrusión.<br />
Básicamente el procedimiento de con formación de pieza por extrusión consiste en hacer pasar una columna<br />
de pasta, en estado plástico, a través de una matriz que forma una pieza de sección constante.<br />
Los equipos que se utilizan constan de tres partes principales: el sistema propulsor, la matriz y la cortadora.<br />
El sistema propulsor mas habitual es el sistema de hélice.<br />
Secado de piezas conformadas.<br />
La pieza cerámica una vez conformada se somete a una etapa de secado, con el fin de reducir el contenido<br />
en humedad de las piezas tras su conformado hasta niveles los suficientemente bajos (0,2-0,5 %), para que<br />
las fases de cocción y, en su caso, esmaltado se desarrollen adecuadamente.<br />
En los secaderos que normalmente se utilizan en la industria cerámica, el calor se transmite<br />
mayoritariamente por convección, desde gases calientes a la superficie de la pieza, participando ligeramente<br />
el mecanismo de radiación desde dichos gases y desde las paredes del secadero a dicha superficie. Por lo<br />
tanto, durante el secado de piezas cerámicas, tiene lugar simultánea y consecutivamente un desplazamiento<br />
de agua a través del sólido húmedo y a través del gas.<br />
El aire que se utiliza debe ser lo suficientemente seco y caliente, pues se utiliza, no sólo para eliminar el<br />
agua procedente del sólido sino también para suministrar la energía en forma de calor, que necesita esa agua<br />
para evaporarse.<br />
Actualmente el secado de las piezas se realiza en secaderos verticales u horizontales.<br />
Tras el conformado de las piezas éstas se introducen en el interior del secadero, en donde se ponen en<br />
contacto en contracorriente con gases calientes. Estos gases calientes son aportados por un quemador airegas<br />
natural o por gases calientes procedentes de la chimenea de enfriamiento del horno. El principal<br />
mecanismo de transmisión de calor entre el aire y las piezas es el de convección.<br />
199
En los secaderos verticales las piezas se colocan en planos metálicos, formando entre varios planos<br />
diferentes unidades denominadas habitualmente “cestones”. El conjunto de cestones se mueve por el interior<br />
del secadero verticalmente, entrando el conjunto cestón-pieza en contacto con los gases calientes.<br />
Normalmente la temperatura en este tipo de secaderos es inferior a 200ºC y los ciclos de secado suelen estar<br />
entre los 35 y 50 minutos.<br />
La concepción de los secaderos horizontales es del tipo horno monoestrato de rodillos. Las piezas se<br />
introducen en diversos planos en el interior del secadero y se mueven horizontalmente en su interior por<br />
encima de los rodillos. El aire caliente, que entra en contacto en contracorriente con las piezas, es aportado<br />
por quemadores situados en los laterales del horno. La temperatura máxima en este tipo de instalaciones<br />
suele ser mayor que en el caso de los secaderos verticales (alrededor de los 350ºC) y los ciclos de secado<br />
son menores, entre 15 y 25 minutos.<br />
En general los secaderos horizontales tienen un consumo menor que los verticales, debido a la mejor<br />
disposición de las piezas dentro del secadero y a la menor masa térmica.<br />
La emisión resultante de la operación de secado es una corriente de gases a temperatura del orden de los<br />
110ºC y con muy baja concentración de partículas en suspensión arrastradas de la superficie de las piezas<br />
por esta corriente.<br />
Cocción o cocciones, con o sin esmaltado.<br />
En los productos no esmaltados, tras la etapa de secado se realiza la cocción. Asimismo, en el caso de<br />
productos esmaltados fabricados por bicocción, tras el secado de las piezas en crudo se realiza la primera<br />
cocción.<br />
Esmaltado.<br />
El esmaltado consiste en la aplicación por distintos métodos de una o varias capas de vidriado con un<br />
espesor comprendido entre 75-500 micras en total, que cubre la superficie de la pieza. Este tratamiento se<br />
realiza para conferir al producto cocido una serie de propiedades técnicas y estéticas, tales como:<br />
impermeabilidad, facilidad de limpieza, brillo, color, textura superficial y resistencia química y mecánica.<br />
La naturaleza de la capa resultante es esencialmente vítrea, aunque incluye en muchas ocasiones elementos<br />
cristalinos en su estructura.<br />
Esmaltes y fritas.<br />
El vidriado, al igual que la pasta cerámica, está compuesto por una serie de materias primas inorgánicas.<br />
Contiene sílice como componente fundamental (formador de vidrio), así como otros elementos que actúan<br />
como fundentes (alcalinos, alcalinoterreos, boro, cinc, etc.), como opacificantes (circonio, titanio, etc.),<br />
como colorantes (hierro, cromo, cobalto, manganeso, etc.).<br />
Dependiendo del tipo de producto, de su temperatura de cocción, y de los efectos y propiedades a conseguir<br />
en el producto acabado, se formula una amplia variedad de esmaltes.<br />
En otros procesos cerámicos (porcelana artística, sanitarios) se utilizan en la formulación de vidriados única<br />
y exclusivamente materias primas cristalinas, naturales o de síntesis, que aportan los óxidos necesarios. En<br />
cambio, en el proceso de pavimentos y revestimientos cerámicos se vienen usando materias primas de<br />
naturaleza vítrea (fritas), preparadas a partir de los mismos materiales cristalinos sometidos previamente a<br />
un tratamiento térmico de alta temperatura.<br />
200
Fritas: Naturaleza, ventajas, composición y fabricación.<br />
Las fritas son compuestos vítreos, insolubles en agua, que se obtienen por fusión a temperatura elevada<br />
(1500ºC) y posterior enfriamiento rápido de mezclas predeterminadas de materias primas. La gran mayoría<br />
de los esmaltes que se utilizanen la fabricación industrial de pavimentos y revestimientos cerámicos tienen<br />
una parte fritada en mayor o menor proporción en su composición, pudiéndose tratar en algunos casos de<br />
una sola frita o de mezclas de diferentes tipos de fritas.<br />
La utilización de fritas presenta los siguientes ciertas ventajas frente al empleo de materias primas sin fritar,<br />
para una composición química dada:<br />
- Insolubilización de algunos elementos químicos,<br />
- Disminución de la toxicidad, el material vítreo obtenido, por su tamaño y estructura, tiene menor tendencia<br />
a la formación de polvo ambiental que las materias primas de las que proviene, disminuyendo de esta forma<br />
el peligro asociado a su toxicidad.<br />
- Ampliación del intervalo de temperaturas de trabajo del esmalte, debido a que no poseen puntos definidos<br />
de fusión.<br />
El proceso de fabricación de fritas, comúnmente llamado fritado, tiene como objetivo la obtención de un<br />
material vítreo insoluble en agua, mediante fusión y posterior enfriamiento de mezclas diferentes materiales.<br />
El proceso comienza con una dosificación de las materias primas, previamente seleccionadas y controladas,<br />
en la proporción establecida. Mediante transporte neumático se trasladan las diferentes materias primas a<br />
una mezcladora (Figura 4.11.2.4).<br />
Existen gran variedad de fritas cerámicas, que difieren en su composición química y en las características<br />
físicas relacionadas con ésta. Como se ha explicado previamente, los componentes que por sí son solubles o<br />
tóxicos se aportan siempre en forma fritada para reducir considerablemente su solubilidad; así sucede con el<br />
plomo, el boro, los alcalinos y algunos otros elementos minoritarios. El resto de componentes pueden ser<br />
utilizados en forma fritada o como materia prima cristalina, dependiendo del efecto que se busca.<br />
Figura 4.11.2.4.- Proceso de fritado.<br />
201
Las fritas pueden clasificarse atendiendo a muy diversos criterios: en función de su composición química<br />
(plúmbicas, borácicas, etc.), de sus características físicas (opacas, transparentes, etc.), de su intervalo de<br />
fusión (fundentes, duras), etc. En la actualidad se han desarrollado una serie de fritas, destinadas a<br />
determinados procesos de producción, que engloban varias de las características buscadas, y que hacen<br />
todavía más difícil la clasificación de las fritas cerámicas.<br />
La mezcla de materias primas pasa a una tolva de alimentación, desde la que entra al horno, donde tiene<br />
lugar el fritado propiamente dicho. La alimentación del horno se lleva a cabo mediante un tornillo sin fin,<br />
cuya velocidad controla el flujo másico de material alimentado al horno. El tiempo de permanencia del<br />
material en el interior del horno viene definido por la velocidad de fusión de las materias primas y por la<br />
fluidez del material fundido.<br />
El horno está dotado de quemadores alimentados con gas natural, utilizándose como comburente aire u<br />
oxígeno. Estos sistemas permiten alcanzar temperaturas comprendidas entre 1400-1600 C, necesarias para<br />
llevar a cabo este tipo de procesos.<br />
Los gases de combustión antes de ser expulsados al exterior a través de la chimenea se les hace pasar por un<br />
intercambiador de calor, con el fin de recuperar energía para precalentar el aire de combustión.<br />
El proceso de fritado puede desarrollarse en continuo, empleándose hornos continuos on enfriamiento del<br />
fundido con agua o con aire y en discontinuo, con hornos otatorios y enfriamiento por agua.<br />
Los hornos continuos tienen su base está inclinada con el fin de facilitar el descenso de la masa fundida. En<br />
la salida se sitúa un rebosadero y un quemador que actúa directamente sobre el liquido viscoso en que se ha<br />
convertido la frita a la salida, evitando su brusco enfriamiento al contacto con el aire y facilitando el vaciado<br />
en continuo del horno.<br />
El enfriamiento puede realizarse:<br />
Con agua: El material fundido cae directamente sobre agua, lo cual provoca su inmediato enfriamiento. Al<br />
mismo tiempo, y debido al choque térmico, se produce la rotura del vidrio en pequeños fragmentos de forma<br />
irregular. Estos se suelen extraer del agua mediante un tornillo sin fin, posteriormente transportándolos a un<br />
secadero para eliminarles la humedad del tratamiento anterior.<br />
Con aire: En este caso la masa fundida se hace pasar a través de dos cilindros, enfriados en su interior por<br />
aire, obteniendo un sólido laminado muy frágil, que se rompe con facilidad en pequeñas escamas.<br />
El proceso intermitente se lleva a cabo en el caso que se desee fabricar fritas de menor demanda. En este<br />
caso el proceso de fusión se realiza en un horno rotatorio y normalmente el enfriamiento de la frita se realiza<br />
por agua, siendo éstas las únicas diferencias con respecto al proceso continuo.<br />
El horno rotatorio consiste en un cilindro de acero revestido interiormente con refractario y dotado de un<br />
sistema de movimentación que permite la homogeneización de la masa fundida. En un extremo del horno se<br />
sitúa un quemador que dirige la llama hacia el interior del horno.<br />
Tanto en el proceso continuo como en el intermitente, los humos procedentes de la fusión, contienen<br />
compuestos gaseosos procedentes de la combustión, gases procedentes de las volatilizaciones de las<br />
materias primas alimentadas y partículas arrastradas por los gases de combustión en su salida del horno. Es<br />
importante destacar que la composición de éstas partículas es parecida a la de la frita que se está<br />
produciendo en cada momento.<br />
202
Esmaltes: Preparación y aplicación. Decoración.<br />
El proceso de preparación de los esmaltes consiste normalmente en someter a la frita y aditivos a una fase<br />
de molienda, en molino de bolas de alúmina, hasta obtener un rechazo prefijado. A continuación se ajustan<br />
las condiciones de la suspensión acuosa cuyas características dependen del método de aplicación que se<br />
vaya a utilizar.<br />
El esmaltado de las piezas cerámicas se realiza en continuo y los métodos de aplicación más usuales en la<br />
fabricación de estos productos cerámicos son: En cortina, por pulverización, en seco o las decoraciones.<br />
La serigrafía es la técnica mayoritariamente utilizada para la decoración de baldosas cerámicas, debido a su<br />
facilidad de aplicación en las líneas de esmaltado. Esta técnica se utiliza tanto en monococción como en<br />
bicocción y tercer fuego, y consiste en la consecución de un determinado diseño que se reproduce por<br />
aplicación de una o varias pantallas superpuestas (telas tensadas de una luz de malla determinada). Estas<br />
pantallas presentan la totalidad de su superficie cerrada por un producto endurecedor, dejando libre de paso<br />
únicamente el dibujo que se va a reproducir. Al pasar sobre la pantalla un elemento que ejerce presión<br />
(rasqueta), se obliga a la pasta serigráfica a atravesarla, quedando la impresión sobre la pieza.<br />
Cocción de las piezas.<br />
La cocción de los productos cerámicos es una de las etapas más importantes del proceso de fabricación, ya<br />
que de ella dependen gran parte de las características del producto cerámico: resistencia mecánica,<br />
estabilidad dimensional, resistencia a los agentes químicos, facilidad de limpieza, resistencia al fuego, etc.<br />
Las variables fundamentales a considerar en la etapa de cocción son, el ciclo térmico (temperatura-tiempo,<br />
Figura 4.11.2.5), y la atmósfera del horno, que deben adaptarse a cada composición y tecnología de<br />
fabricación, dependiendo del producto cerámico que se desee obtener.<br />
La operación de cocción consiste en someter a las piezas a un ciclo térmico, durante el cual tienen lugar una<br />
serie de reacciones en la pieza que provocan cambios en su microestructura y les confieren las propiedades<br />
finales deseadas.<br />
Figura 4.11.2.5.- Ciclo térmico de cocción.<br />
203
Cocción única, monococción y bicocción.<br />
Los materiales cerámicos pueden someterse a una, dos o más cocciones. Las baldosas no esmaltadas reciben<br />
una única cocción; en el caso de baldosas esmaltadas, pueden someterse a una cocción tras la aplicación del<br />
esmalte sobre las piezas crudas (proceso de monococción), o someterse a una primera cocción para obtener<br />
el soporte, al que se aplica el esmalte para someterlo luego a una segunda cocción(proceso de bicocción). En<br />
algunos materiales decorados se aplica una tercera cocción a menor temperatura.<br />
En ocasiones puede haber un secado adicional tras la etapa de esmaltado. Esta se lleva a cabo<br />
inmediatamente antes de introducir el material en el horno, con el fin de reducir el contenido en humedad de<br />
las piezas hasta niveles suficientemente bajos para que la etapa de cocción se desarrolle adecuadamente.<br />
Cocción rápida.<br />
La cocción rápida de las baldosas cerámicas, actualmente predominante, se realiza actualmente en hornos<br />
monoestrato de rodillos, que han permitido reducir extraordinariamente la duración de los ciclos de cocción<br />
hasta tiempos inferiores a los 40 minutos, debido a la mejora de los coeficientes de transmisión de calor de<br />
las piezas, y a la uniformidad y flexibilidad de los mismos.<br />
En los hornos monoestrato, las piezas se mueven por encima de los rodillos y el calor necesario para su<br />
cocción es aportado por quemadores gas natural-aire, situados en las paredes del horno. Los mecanismos<br />
principales de transmisión de calor presentes durante este proceso son la convección y la radiación. (Figura<br />
4.11.2.6).<br />
Figura 4.11.2.6.- Esquema de horno monoestrato.<br />
Al tratarse de hornos no muflados el contacto de los gases con el producto es directo, lo cual mejora los<br />
coeficientes de transporte de calor, disminuyendo la duración del ciclo de cocción, reduciendo el consumo<br />
energético y aumentando la flexibilidad de éstos hornos respecto a los anteriormente empleados para este<br />
proceso.<br />
Los gases calientes resultantes de la operación de cocción se emiten a la atmósfera por dos focos emisores.<br />
Por una parte los humos procedentes de la zona de precalentamiento y cocción, se emiten al exterior por una<br />
chimenea que se encuentra a la entrada del horno y los humos de la zona de enfriamiento se emiten por una<br />
chimenea que se encuentra a la salida del horno.<br />
204
Los humos procedentes del proceso de precalentamiento y cocción se componen principalmente de<br />
sustancias procedentes de la combustión y compuestos gaseosos de carácter contaminante procedentes de la<br />
descomposición de las materias primas y partículas de polvo en suspensión. En cuanto a los humos de la<br />
etapa de enfriamiento se trata de aire caliente, pudiendo contener partículas de polvo.<br />
Tratamientos adicionales.<br />
En algunos casos, en particular en baldosas de gres porcelánico, se realiza una operación de pulido<br />
superficial de las piezas cocidas con lo que se obtienen baldosas homogéneas brillantes no esmaltadas.<br />
Clasificación y embalado.<br />
Por ultimo con la etapa de clasificación y embalado finaliza el proceso de fabricación del producto<br />
cerámico.<br />
La clasificación se realiza mediante sistemas automáticas con equipos mecánicos y visión superficial de las<br />
piezas. El resultado es un producto controlado en cuanto a su regularidad dimensional, aspecto superficial y<br />
características mecánicas y químicas.<br />
Se deben eliminar los defectuosos (deformación, irregularidad de esmalte), clasificándose por calidades<br />
según normas (1ª, 2ª y 3ª).<br />
Se embalan en cajas de cartón donde debe figurar el tipo, las dimensiones y la calidad.<br />
4.11.3.- Tipos de baldosas cerámicas.<br />
4.11.3.1.- Clasificación según normativa.<br />
Según las normas, la clasificación básica de las baldosas cerámicas resulta del método utilizado para su<br />
moldeo y de la absorción de agua. El acabado superficial da ulteriores criterios de clasificación.<br />
Grupos de baldosas por el método de moldeo<br />
Según el tipo de moldeo empleado para conformar las piezas, se clasifican en tres tipos:<br />
1. Cerámica extrusionada: Baldosas cuya masa se moldea<br />
en estado plástico (barro mojado) mediante una galletera, y<br />
la cinta obtenida se corta en piezas de longitud<br />
predeterminada.<br />
2. Cerámica prensada: Baldosas formadas a partir de una<br />
masa reducida a polvo y moldeadas en matrices a alta<br />
presión.<br />
3. Cerámica colada: Baldosas formadas de una masa en<br />
estado de barbotina que se vierte en un molde. (De muy<br />
escasa fabricación)<br />
Sin embargo, la mayoría de las baldosas son moldeadas por extrusión o por prensado en seco. Las baldosas<br />
extrudidas forman el grupo A de las normas y las prensadas en seco el grupo B.<br />
205
El tipo de moldeo puede generalmente identificarse por observación de la baldosa y particularmente del<br />
relieve de su cara posterior. Estos relieves, llamados comúnmente "costillas", aumentan la superficie de<br />
contacto con el adhesivo y por tanto la adhesión de las baldosas una vez colocadas.<br />
- El relieve de las baldosas extrudidas tiene la forma de estrías longitudinales paralelas, más o menos<br />
pronunciadas, conservando la baldosa la misma sección transversal a lo largo de la dirección de las estrías.<br />
No incluye generalmente la marca de fábrica, aunque en algún caso se graba en los cantos.<br />
- El relieve de las baldosas prensadas en seco se distribuye sin dirección preferente y consiste en puntos o<br />
líneas ordenados en forma de cuadrícula, panal u otro diseño, incluso decorativo. En ocasiones imita el<br />
estriado de las baldosas extrudidas. Es frecuente que incluya la marca de fábrica y algún signo de control de<br />
producción.<br />
Grupos de baldosas clasificados según la absorción de agua.<br />
La porosidad de las baldosas cerámicas se expresa por el porcentaje de absorción de agua sobre el peso total<br />
de la baldosa, medido según un ensayo normalizado. La porosidad guarda una relación próxima con algunas<br />
de las restantes características de las baldosas cerámicas.<br />
(i).- Tipos: La absorción de agua hasta el 3 % se considera baja (grupo I) y dentro de ella hasta el 0.5 % muy<br />
baja (grupo Ia). Entre 3 y 6 %, se considera media-baja (grupo IIa) y entre 6 y 10 % media-alta (grupo IIb).<br />
Por encima del 10 % la absorción se considera alta (grupo III).<br />
(ii).- Reconocimiento: Un sistema rápido para conocer de forma aproximada la absorción de agua e<br />
identificar así el grupo y el tipo de producto, es observar la velocidad de succión de la baldosas. Para ello,<br />
depositar una gota de agua sobre una cara no esmaltada y limpia, a temperatura ambiente (entre 15º y 25º<br />
C), esperar 20 segundos y observar<br />
el resultado:<br />
- Si el soporte succiona el agua en menos de 20 segundos, es baldosa porosa, del grupo III<br />
- Si el soporte no succiona totalmente el agua en 20 segundos y queda mancha de humedad después de secar<br />
la gota con un trapo, es una baldosa ligeramente porosa, del grupo IIb.<br />
- Si el soporte no succiona el agua en 20 segundos y no queda mancha de humedad después de secar la gota<br />
con un trapo, es una baldosa no porosa, de los grupos IIa o I.<br />
En la tabla 4.11.3.1.1 se dan los grupos normalizados de baldosas cerámicas.<br />
206
Tipos de acabado superficial.<br />
Tabla 4.11.3.1.1.- Grupos normalizados de baldosas cerámicas.<br />
(a).- Esmalte.- Es una cubierta vitrificada por cocción y fuertemente adherida a la cara vista del cuerpo o<br />
soporte de las baldosas esmaltadas (GL). Tiene composición diferente de la del cuerpo, y se aplica entre una<br />
primera y una segunda cocción (proceso de bicocción) o antes de una única cocción (proceso de<br />
monococción). La cara vista adquiere así la apariencia y las propiedades del esmalte, que pueden ser muy<br />
diferentes de las del soporte. En general el esmalte se distingue fácilmente a simple vista o, al menos,<br />
observando una sección de la baldosa.<br />
Las baldosas que no tienen capa de esmalte o baldosas no esmaltadas (UGL) se producen sometiendo el<br />
cuerpo, tras su moldeo, a una única cocción. Las caras son de la misma naturaleza y apariencia que el<br />
cuerpo.<br />
(b).- Engobe.- Es un revoque de arcilla o pasta claras con el que se cubre la cara vista de la baldosa para<br />
tapar su color más oscuro. Aunque generalmente se aplica un esmalte sobre el engobe, puede dejarse como<br />
acabado superficial, que tras la cocción, es mate y menos impermeable y duro que el esmalte.<br />
(c).- Pulido.- Es un tratamiento que alisa y da brillo reflectante a la cara vista. Es usual en las baldosas de<br />
gres porcelánico y ha empezado a usarse en una pequeña cantidad de azulejos y pavimentos de gres.<br />
Los tipos corrientes de baldosas cerámicas en España se describen en la tabla 4.11.3.1.2, utilizando las<br />
denominaciones más extendidas y teniendo en cuenta criterios objetivos de carácter técnico, arancelario u<br />
otros. Pero debe tenerse presente que estas denominaciones no están normalizadas ni son aceptadas o<br />
entendidas por igual, por lo que puede ser necesario hacer precisiones o aclaraciones para evitar malos<br />
entendidos.<br />
207
4.11.4.- Azulejos.<br />
Denominación y uso.<br />
Tabla 4.11.3.1.1.- Tipos de baldosas cerámicas usuales en España.<br />
Azulejo es la denominación tradicional de las baldosas cerámicas con absorción de agua alta, prensadas en<br />
seco, esmaltadas y fabricadas por bicocción o monococción. Sus características los hacen particularmente<br />
adecuados para revestimiento de paredes interiores en locales residenciales o comerciales.<br />
Cuerpo.<br />
El cuerpo o soporte, llamado bizcocho, es de mayólica (loza fina) de color blanco o claro (ligeramente<br />
grisáceo, crema o marfil) o de color, que va del ocre al pardo amarillento o rojizo, sin que el color afecte por<br />
si a las cualidades del producto. Es de textura fina y homogénea, siendo poco apreciables a simple vista<br />
granos, inclusiones o poros. Las superficies y aristas son regulares y bien acabadas.<br />
Cara vista.<br />
La cara vista esta cubierta por un esmalte vitrificado, que puede ser blanco, monocolor, marmoleado,<br />
moteado o multicolor, y puede estar decorado con motivos diversos.<br />
Formas y medidas.<br />
Las formas predominantes son la cuadrada y la rectangular. Se fabrican de muchas medidas, siendo usuales<br />
desde 10 x 10 cm a 45 x 60 cm. Las piezas complementarias usuales son listeles o tiras, molduras y cenefas.<br />
Clasificación normativa.<br />
Los azulejos están comprendidos dentro del grupo BIII, GL, de las normas ISO y EN-UNE (baldosas<br />
cerámicas prensadas en seco con absorción de agua E > 10 %, esmaltadas).<br />
Los azulejos, junto con los pavimentos de gres, representan el grueso de la producción española de baldosas<br />
cerámicas. Su oferta es muy amplia y variada.<br />
En la tabla 4.11.4.1 se dan las características técnicas de los azulejos.<br />
208
Tabla 4.11.4.1.- Características técnicas de los azulejos.<br />
De acuerdo con el tipo de pasta de la base, se dividen en azulejos de pasta blanca y azulejos de pasta<br />
arcillosa (Mayólica).<br />
Se colocan sobre fábricas con mortero de cemento 1: 3 o sobre capa de mortero con adhesivos o cemento<br />
cola. En esquinas y ángulos, deben colocarse piezas vidriadas en los cantos o realizar un inglete para evitar<br />
dejar la base vista (no impermeable).<br />
Se aplican en zonas húmedas y con necesidad de higiene revistiendo los paramentos, (cocinas, barios,<br />
laboratorios, quirófanos...), decoración y a veces en fachadas (peligro de heladas).<br />
4.11.5.- Pavimento de gres.<br />
Denominación y uso.<br />
Pavimento de gres es la denominación más frecuente de las baldosas cerámicas de absorción de agua baja o<br />
media-baja, prensadas en seco, esmaltadas y fabricadas generalmente por monococción, conocidas también<br />
como pavimento gresificado, pavimento cerámico esmaltado o simplemente pavimento cerámico. Son<br />
adecuadas para arcillas interiores en locales residenciales o comerciales. Las que reúnen las características<br />
pertinentes, y en especial la resistencia a la helada o alta resistencia a la abrasión, pueden utilizarse también<br />
para revestimiento de fachadas y de arcillas exteriores.<br />
Es un material cerámico obtenido por la mezcla de arcillas fácilmente vitrificables que le confieren las<br />
propiedades de compacidad, impermeabilidad, dureza, resistencia a la abrasión y durabilidad<br />
Cuerpo.<br />
El cuerpo o soporte es de gres (absorción de agua baja) o gresificado (absorción de agua media-baja), de<br />
color blanco o claro o de color ocre al pardo oscuro, sin que ello afecte a otras características del producto.<br />
Es de textura fina y homogénea y son poco apreciables a simple vista elementos heterogéneos. Las<br />
superficies y aristas son regulares y bien acabadas.<br />
Cara vista.<br />
El esmalte de la cara vista, de mate a muy brillante, puede ser blanco monocolor, marmoleado, moteado,<br />
granulado y puede estar decorado con motivos diversos.<br />
Formas y medidas<br />
La forma predominante es la cuadrada desde 10 cm x 10 cm a 60 cm x 60 cm. , con variantes de una o mas<br />
esquinas achaflanadas, aunque también hay piezas rectangulares. Las piezas complementarias usuales son<br />
los tacos y los listeles y las especiales más comunes el rodapié, el peldaño y el zanquín.<br />
209
Clasificación normativa<br />
El pavimento de gres está comprendido dentro de los grupos BIb, GL (baldosas cerámicas prensadas en seco<br />
con absorción de agua baja E< 3 %, esmaltadas) y BII, GL ( baldosas cerámicas prensadas en seco con<br />
absorción de agua<br />
media-baja 3 % £ E < 6 %, esmaltadas) de las normas ISO y EN-UNE.<br />
En la tabla 4.11.5.1 se dan las características técnicas del pavimento de gres.<br />
Tabla 4.11.5.1.- Características técnicas del pavimento de gres.<br />
Los pavimentos de gres, junto con los azulejos, representan la mayor parte de la producción española de<br />
baldosas cerámicas. La oferta es amplia y variada.<br />
Necesitan procedimientos caros y complicados para conseguir la calidad adecuada que depende del grado de<br />
masa vítrea, utilizándose materias primas de gran pureza y necesitando un tamaño de partícula muy pequeño<br />
y homogéneo, aunque hay productos de grano fino y grano grueso o rústico.<br />
Las materias primas de las pastas son arcillas aglutinadas, caolín, cuarzo, feldespato y chamota, dando la<br />
composición química siguiente:<br />
en % Gres fino<br />
- Hidrolisicato de alúmina 30 - 70 45 %<br />
- Cuarzo 30 - 60 43 %<br />
- Feldespato 5 - 25 12 %<br />
Las variaciones de composición pueden ser muy amplias. Estos componentes le aportan gran dureza (por el<br />
cuarzo y feldespato). El llamado ferrogrés tiene alto contenido de Fe que le da gran resistencia mecánica.<br />
La cocción es a alta temperatura 1250°C hasta fusión parcial de la pasta.<br />
Envalado y clasificación:<br />
Una vez eliminadas las piezas defectuosas, se envalan en cajas de cartón atendiendo a su clasificación por<br />
diversos conceptos:<br />
- Tipo: Indicar tipo y denominación del producto.<br />
- Color: Ya que pueden fabricarse varios para el mismo tipo.<br />
- Dimensiones: Ancho, largo y espesor de las piezas.<br />
- Calibre: Indica las posibles variaciones de tamaño para las mismas dimensiones (se indica el calibre 0, 1,<br />
...).<br />
- Tono: Indica las variaciones de tono en un mismo color.<br />
210
Propiedades.<br />
Se originan sobre todo en la cocción, ya que dependen del porcentaje de masa vítrea que se produzca por<br />
fusión y que se distribuye entre el resto de la masa aglomerándola y cerrando los poros, dándola<br />
impermeabilidad. El gres porcelánico, llega a tener una porosidad prácticamente nula.<br />
Físicas:<br />
Densidad real ( 2.4 a 2.6), aparente ( 2.2 a 2.4 Kg/dm 3 ). Absorción de agua (3 % al 0.05 % ) y dureza ( 6 a 9<br />
Mohs), rayando al vidrio. Resiste perfectamente a la helada y debe tener un bajo coeficiente de dilatación<br />
lineal.<br />
Mecánicas:<br />
Resistencia a flexión (200 a 500 Kgf/cm 2 ), a abrasión ensayo PEI más de 1500 vueltas (pierde menos de<br />
100 mg). Debe garantizarse la adherencia a morteros.<br />
Químicas:<br />
Absoluta estabilidad a agentes atmosféricos. Debe ser resistente a la acción de ácidos y bases. Sólo le ataca<br />
el ácido fluorhídrico. El esmalte debe ser estable a la luz.<br />
Aplicaciones.<br />
- Principalmente en pavimentos interiores (de menos dureza) en exteriores (deben ser rugosos y resistir<br />
abrasión).<br />
- En revestimientos de paredes de cocinas, baños, laboratorios...<br />
- El gresite para revestimientos de piscinas y paredes son piezas mortero, quitando luego el papel. Es<br />
altamente impermeable.<br />
-En fregaderos y duchas para viviendas.<br />
4.11.6.- Gres porcelánico.<br />
Denominación y uso<br />
Gres porcelánico es el nombre generalizado de las baldosas cerámicas con muy baja absorción de agua,<br />
prensadas en seco (Se ha iniciado recientemente la fabricación de piezas moldeadas por extrusión con muy<br />
baja absorción de agua y demás características análogas a las del gres porcelánico prensado, por lo que cabe<br />
hablar de gres porcelánico prensado. Por su novedad y relativamente baja producción no se ha segregado<br />
todavía un grupo AIa y, por tanto, sigue incluido en el grupo AI aunque cumpliendo muy holgadamente las<br />
correspondientes especificaciones.), no esmaltadas (Existen en el mercado baldosas denominadas de gres<br />
porcelánico esmaltado, al que se da ese acabado con la finalidad de ampliar las posibilidades estéticas del<br />
producto. En Italia se utiliza también esa denominación a baldosas de pasta blanca, coloreadas en la masa, y<br />
esmaltadas, cuyas características son más próximas al tipo de pavimentos de gres.), y por tanto sometidas a<br />
una única cocción.<br />
Se utilizan para arcillas interiores en edificación residencial, comercial e incluso industrial, para arcillas<br />
exteriores y fachadas y, para revestimientos de paredes interiores, en esta caso preferentemente con acabado<br />
pulido.<br />
211
Cuerpo.<br />
El cuerpo es del color resultante de la adición de colorantes a la masa, con distribución uniforme o granular.<br />
Es de textura muy fina y homogénea no siendo apreciables a simple vista elementos heterogéneos. Las<br />
superficies y aristas son muyregulares y bien acabadas.<br />
Cara vista.<br />
La cara vista es de la misma materia que el cuerpo y puede ser de color liso, moteada, marmoleada o<br />
decorada. El gres porcelánico puede utilizarse tal como resulta tras la cocción (gres porcelánico mate o<br />
natural) o someterse la cara vista un proceso de pulido, que le da brillo y lisura (gres porcelánico pulido). La<br />
cara vista puede tener relieves similares a los de las piedras naturales, con fines decorativos, o en forma de<br />
puntas de diamante, estrías, ángulos, con fines antideslizantes, para uso en arcillas exteriores o de locales<br />
industriales.<br />
Formas y medidas.<br />
Actualmente predomina la forma cuadrada, pero también se encuentran piezas rectangulares. Las medidas<br />
usuales en el mercado van de 15 x 15 cm a 60 x 60 cm ó 40 x 60 cm. Como piezas especiales se encuentran<br />
peldaños y rodapiés.<br />
Clasificación normativa .<br />
El gres porcelánico está comprendido dentro de grupo Bia (baldosas cerámicas prensadas en seco con<br />
absorción de agua E < 0,5% ) de la norma ISO 13006 y UNE 67-087.<br />
En la tabla 4.11.6.1 se dan las características técnicas del gres porcelánico.<br />
Tabla 4.11.6.1.- Características técnicas del gres porcelánico.<br />
El gres porcelánico es el tipo de baldosas cerámica de más reciente aparición en el mercado. La producción<br />
española, que se inició en 1988, es completa en variedad y aumenta al ritmo de la demanda.<br />
4.11.7.- Baldosín catalán.<br />
Denominación y uso.<br />
Baldosín catalán es el nombre tradicional de baldosas con absorción de agua desde media-alta a alta o<br />
incluso muy alta, extrudidas, generalmente no esmaltadas y por tanto sometidas a una única cocción. La<br />
producción y el consumo son estables o con suave tendencia a la baja, y como su nombre indica están<br />
concentradas en Cataluña, así como en Valencia. El baldosín no esmaltado se utiliza para solado de terrazas,<br />
balcones y porches, con frecuencia en combinación con olambrillas (pequeñas piezas cuadradas de gres<br />
blanco con decoración azul, o de loza esmaltada con decoración en relieve o multicolor).<br />
212
Cuerpo.<br />
El cuerpo es de color rojo o pardo rojizo, propio de la arcilla cocida, de textura poco homogénea, y es<br />
frecuente poder ver pequeños granos, poros o incrustaciones.<br />
Cara vista.<br />
La cara vista del baldosín no esmaltado es lisa y del color del cuerpo. Una pequeña parte de la producción<br />
recibe una cubierta vidriada, de color rojo o verde (baldosín vidriado), y tiene un uso tradicional y muy<br />
limitado, en bancos de cocina de viviendas de ambiente rural.<br />
Tratamiento superficial.<br />
Hay que prever la posibilidad de que el baldosín catalán no esmaltado necesite un tratamiento superficial<br />
impermeabilizante de la cara vista con ceras o productos "ad hoc", para mejorar su resistencia a las manchas<br />
y a los productos de limpieza.<br />
Formas y medidas.<br />
Las formas y medidas predominantes son la cuadrada o rectangular, desde 13 x 13 cm a 24 x 40 cm. Pero<br />
hay otras muchas formas (hexágonos, octógonos regulares u oblongos, con lados curvilíneos) y gran<br />
variedad de piezas complementarias (molduras, escocias, cubrecantos, tiras, tacos) y especiales (peldaños,<br />
rodapiés, vierteaguas).<br />
Clasificación normativa.<br />
Estas baldosas están mayoritariamente comprendidas en los grupos AIIb, UGL (baldosas cerámicas<br />
extrudidas, con absorción de agua 6 % < E £ 10 %, no esmaltadas) y AIII, UGL (baldosas cerámicas<br />
extrudidas, con absorción de agua E > 10 %) de las normas ISO y EN-UNE.<br />
En la tabla 4.11.7.1 se dan las características técnicas del baldosín catalán.<br />
Tabla 4.11.7.1.- Características técnicas del baldosín catalán.<br />
La producción y el consumo son estables o de tendencia moderadamente decreciente.<br />
4.11.8.- Gres rústico.<br />
Denominación y uso.<br />
Gres rústico es el nombre dado a las baldosas cerámicas con absorción de agua baja o media baja y<br />
extrudidas, generalmente no esmaltadas. No deben confundirse con los pavimentos de gres de acabado<br />
intencionalmente rústico. Dentro de una producción española relativamente pequeña hay una gran variedad<br />
de tipos cuyas características particulares los hacen especialmente adecuados para revestimiento de<br />
fachadas, solados exteriores incluso de espacios públicos, arcillas de locales públicos, arcillas industriales,<br />
etc. Las irregularidades de color, superficie y aristas les dan posibilidades decorativas particulares.<br />
213
Cuerpo.<br />
El cuerpo es de color ocre a pardo muy oscuro, de textura heterogénea que permite apreciar a simple vista<br />
granos, inclusiones, poros y otras irregularidades. Lascaras y las aristas pueden tener irregularidades propias<br />
de este material, que son aceptadas o incluso intencionales.<br />
Formas y medidas.<br />
Predominan las formas cuadradas y rectangulares, entre 11 x 11 cm y 37 x 37 cm, con grosores muy<br />
variables según tipos y medidas. Hay algunas piezas complementarias y diversas piezas especiales.<br />
Clasificación normativa.<br />
El gres rústico está mayoritariamente comprendido en los grupos AI, UGL (baldosas cerámicas extrudidas<br />
con absorción de agua E < 3 %, no esmaltadas), o AIIa (baldosas cerámicas extrudidas con absorción de<br />
agua 3 % ≤ E < 6 %, no esmaltadas) de las normas ISO y EN-UNE.<br />
En la tabla 4.11.8.1 se dan las características técnicas del gres rústico.<br />
Tabla 4.11.8.1.- Características técnicas del gres rústico.<br />
Dentro de una producción relativamente pequeña, hay una gran variedad de tipos, entre los que se<br />
encuentran:<br />
- Las baldosas llamadas "quarry tiles" por su similitud con las inglesas de esta denominación. Después de la<br />
extrusión y corte son moldeadas a baja presión y pueden recibir en ese momento una marca en los cantos.<br />
- Las baldosas separables, conocidas con el nombre alemán "Spaltplatten". Se moldean extrudiendo<br />
simultáneamente dos piezas, unidas por las estrías del dorso, que se separan una vez cocidas con un golpe<br />
seco que deja en las estrías un perfil irregular de rotura. Los lados largos suelen tener un pequeño rebaje en<br />
escalón para proteger<br />
las aristas durante la cocción.<br />
- Las baldosas de gres salado, sobre cuya cara vista se proyecta sal común durante la cocción, resultando<br />
una película con brillo broncíneo disparejo, de efecto muy decorativo. Se usan en paramentos, incluso<br />
exteriores, pues debe tenerse en cuenta que en arcillas, incluso de tránsito poco intenso, pierden esa película.<br />
4.11.9.- Barro cocido.<br />
Denominación y uso.<br />
Barro cocido es la denominación más comúnmente aplicada a gran variedad de baldosas con características<br />
muy diferentes, coincidentes solo en la apariencia rústica y en la alta absorción de agua. Sus características<br />
las hacen especial y casi exclusivamente adecuadas para edificación o locales de buscada rusticidad.<br />
214
Cuerpo.<br />
El cuerpo es de color térreo y no uniforme, de textura muy irregular y con granos poros e incrustaciones<br />
fácilmente visibles. Las caras y las aristas tienen marcadas irregularidades que se dan por supuestas como<br />
propias de estos productos.<br />
Formas y medidas.<br />
Hay gran dispersión de formas y medidas.<br />
Tratamiento superficial.<br />
Hay que prever la posibilidad de que necesiten un tratamiento superficial de la cara vista con ceras o<br />
productos "ad hoc", antes o después de la colocación, por razones de aspecto (brillo) o funcionales (rechazo<br />
de manchas, resistencia<br />
a productos de limpieza, impermeabilidad).<br />
Clasificación normativa.<br />
Las baldosas de barro cocido están, en su mayor parte, comprendidas en los grupos AIIb parte 2ª, UGL<br />
(baldosas cerámicas extrudidas con absorción de agua 6% < E £ 10 %, parte 2ª, no esmaltadas) y AIII , UGL<br />
(baldosas cerámicasextrudidas con absorción de agua E < 10 %, no esmaltadas) de las normas ISO y EN-<br />
UNE.<br />
En la tabla 4.11.9.1 se dan las características técnicas del barro cocido.<br />
Tabla 4.11.9.1.- Características técnicas del barro cocido.<br />
La producción es limitada, discontinua y muy dispersa y generalmente se fabrican en pequeñas unidades<br />
productivas y con medios artesanales.<br />
4.11.10.- Clasificación de las baldosas cerámicas según su uso.<br />
La diversidad de situaciones en que puede utilizarse la baldosa cerámica, hace necesaria que se tengan en<br />
cuenta, además del tipo de baldosa, según fue descrito anteriormente diversas características que son<br />
relevantes a los efectos de su uso. Para facilitarlo se propone un código de baldosa según el uso para el que<br />
es adecuada.<br />
Se consideran tres grupos de características de las baldosas cerámicas y a cada grupo se le asigna un<br />
identificador, ya sea un número o una o varias letras. Se obtiene así un código de baldosa según su uso,<br />
compuesto por un primer identificador numérico, un segundo identificador también numérico y un tercero<br />
compuesto por letras.<br />
El proceso de clasificación, en consecuencia, verifica las características de cada grupo y le asigna el<br />
identificador correspondiente, obteniéndose el código de baldosa según el diagrama de la figura 4.11.10.1.<br />
215
Características dimensionales.<br />
Figura 4.11.10.1.- Diagrama de obtención del código de baldosa.<br />
El primer identificador es un número que hace referencia a las características dimensionales. Según las<br />
desviaciones de éstas características sean mayores o menores, se prevén tres tipos de uso de las baldosas:<br />
- El tipo 1 designa baldosas que se han de colocar con junta de colocación, habitualmente en superficies<br />
horizontales, y es el menos exigente en cuanto a características dimensionales.<br />
- El tipo 2 designa baldosas que pueden ser colocadas sin junta de colocación y en superficies horizontales<br />
(pavimentos).<br />
- El tipo 3 designa baldosas que pueden ser colocadas sin junta de colocación en superficies verticales<br />
(paramentos), siendo este último tipo el más exigente en cuanto a características dimensionales.<br />
A los efectos de esta guía se considera colocación con junta cuando la separación entre baldosas es igual o<br />
mayor a 3 mm, y sin junta cuando es menor. No obstante, se recomienda no hacer la colocación con<br />
separación inferior a 1,5 mm.<br />
En este aspecto, y dado que la exigencias son crecientes, una baldosa con un número identificador mayor<br />
tiene mejores características dimensionales y satisface y puede ser utilizada en los usos con identificador<br />
menor. Así, en lo que se refiere a exigencias dimensionales, las baldosas que cumplan con el tipo 3,<br />
paramento sin junta, pueden utilizarse perfectamente en pavimento sin junta (tipo 2) o colocarse con junta<br />
216
(tipo 1) ya que superan las características de estos tipos. A la inversa, una baldosa que cumple estrictamente<br />
con el tipo 1 (colocación con junta), no podría utilizarse sin junta pues las características necesarias para los<br />
otros usos son más exigentes.<br />
Ver el cuadro 4.11.10.1.<br />
Cuadro 4.11.10.1.- Primer identificador: Características dimensionales.<br />
217
Características mecánicas.<br />
El segundo identificador es un número que hace referencia a cómo afectan a distintos tipos de uso algunas<br />
características mecánicas como la carga de rotura, clase de abrasión y otras. Teniendo en cuenta diversos<br />
valores de los parámetros y los usos previsibles en correlación con estos valores, se obtiene la siguiente<br />
clasificación:<br />
Tipo 1. Uso en paramento<br />
Tipo 2. Uso en pavimento tránsito peatonal leve.<br />
Tipo 3. Uso en pavimento tránsito peatonal moderado.<br />
Tipo 4. Uso en pavimento tránsito peatonal medio.<br />
Tipo 5. Uso en pavimento tránsito intenso.<br />
Tipo 6. Uso en pavimento tránsito peatonal muy intenso.<br />
Tipo 7. Uso en pavimento con tráfico rodado.<br />
Un número mayor de tipo significa características más exigentes. Así, en lo que se refiere a características<br />
mecánicas, las baldosas que cumplan las exigencias del tipo 7, pavimento con tráfico rodado, pueden<br />
utilizarse para cualquiera de los usos de tipo 1 a 6, pues superan sus características. A la inversa, una<br />
baldosa que cumpla estrictamente con el tipo 1, no serviría para ninguno de los usos de número superior (de<br />
2 a 7).<br />
Ver el cuadro 4.11.10.2.<br />
Características adicionales.<br />
El tercer identificador es una letra o letras que hacen referencia a características adicionales de la baldosa<br />
cerámica, como la resistencia química, la resistencia al deslizamiento y la resistencia a la helada. Teniendo<br />
en cuenta cómo estas características afectan al uso, se obtienen siete tipos para este tercer dígito que se<br />
denominan:<br />
Tipo H. Uso higiénico.<br />
Tipo E. Uso exterior.<br />
Tipo EH. Uso exterior higiénico.<br />
Tipo A. Uso antideslizante.<br />
Tipo AH. Uso antideslizante higiénico.<br />
Tipo AE. Uso antideslizante exterior.<br />
Tipo AEH. Uso antideslizante exterior higiénico.<br />
Así como las características de los anteriores identificadores son más exigentes a medida que crece el<br />
número, de modo que un tipo contiene a los anteriores, en esta característica se combinan diferentes<br />
criterios. Así una baldosa con identificador EH, uso exterior higiénico, podría utilizarse en los usos que<br />
contienen sus letras, es decir en usos que sólo exijan E, o sólo H, o sin requisito adicional. No podría<br />
utilizarse en usos en que se exige alguna letra distinta de E y H, es decir, ni para A, ni para AH, ni para AE,<br />
ni para AEH. En consecuencia, solamente baldosas tipo AEH serían de “uso universal” a los efectos de estas<br />
características adicionales.<br />
218
Cuadro 4.11.10.2.- Segundo identificador: Características mecánicas.<br />
219
Un código de baldosa que no tenga el tercer identificador (sin letras), indica que esta no tiene ninguna de las<br />
características adicionales y, por tanto no es adecuada para ninguno de los siete usos enunciados.<br />
El término antideslizante no se utiliza de forma absoluta y solamente hace referencia al comportamiento de<br />
las baldosas en superficies con presencia de agua. En presencia de otros vehículos intermedios (agua<br />
jabonosa, grasa, barro, etc.), dicho comportamiento puede ser significativamente diferente.<br />
Como uso exterior se entiende el uso en exteriores o locales abiertos al exterior en zonas geográficas donde<br />
haya riesgo de helada, al que se equipara el uso en recintos sometidos a bajas temperaturas (cámaras<br />
frigoríficas y similares).<br />
Ver el cuadro 4.11.10.3.<br />
Cuadro 4.11.10.3.- Tercer identificador: Características adicionales.<br />
Características técnicas comunes a todos los usos.<br />
Además de las características expuestas y variables según el uso, hay características técnicas que deben<br />
cumplir las baldosas para todos los tipos de uso. Estas características, sus valores críticos y las normas para<br />
su medición son las dadas en el cuadro 4.11.10.4.<br />
220
Ejemplo de clasificación.<br />
Cuadro 4.11.10.4.- Características comunes a todos los usos.<br />
El siguiente ejemplo de clasificación está orientado para el caso que se quiera clasificar una muestra de<br />
baldosa cerámica cuyo código se ignora, pero cuyas características técnicas se conocen o se obtienen<br />
mediante los correspondientes ensayos.<br />
EJEMPLO: CLASIFICAR UNA MUESTRA DE BALDOSA<br />
Este material obtiene el código 2 - 3- H que corresponde a: PAVIMENTO SIN JUNTA; TRÁNSITO<br />
PEATONAL MODERADO; HIGIÉNICO<br />
Una baldosa con este código puede utilizarse en el uso referido y, además, en aquellos otros que sean menos<br />
exigentes. Así, usted puede utilizarla también, por cumplir las características requeridas, en los usos cuyo<br />
código tenga:<br />
221
- En el primer identificador 1, 2<br />
- En el segundo identificador 1, 2, 3<br />
- En el tercer identificador H o carece de identificador<br />
Pero no podrá emplearse, por no cumplir las características requeridas, en ningún uso cuyo código tenga:<br />
- En el primer identificador 3<br />
- En el segundo identificador 4, 5, 6, 7<br />
- En el tercer identificador E, EH, A, AH, AE, AEH<br />
Por tanto la baldosa es adecuada para los usos con los siguientes códigos:<br />
→ 1 1 -, 2 1 -, 1 2 -, 2 2 -,<br />
→ 1 1 H, 2 1 H, 1 2 H, 2 2 H,<br />
→ 1 3 -, 2 3 -, 1 3 H, 2 3 H,<br />
Cuadro resumen.<br />
Como resumen de todo lo tratado se incluye el cuadro 4.11.10.5.<br />
Cuadro 4.11.10.5.- Clasificación según su uso.<br />
222
4.12.- PORCELANAS.<br />
Son productos de alta impermeabilidad realizados con materias primas seleccionadas de grano muy fino<br />
para permitir fabricar piezas de pequeño espesor de pared.<br />
Proceso de fabricación.<br />
Los materiales utilizados para su fabricación se recogen en el cuadro siguiente:<br />
Pastas compuestas por:<br />
Moldeado:<br />
normal aparatos sanitarios<br />
(%) (%)<br />
caolín 50 26<br />
cuarzo 20 70<br />
feldespato 30 26<br />
arcilla -- 18<br />
Por el sistema de colada en moldes de yeso con pasta líquida o barbotina.<br />
Secado:<br />
Operación muy delicada por el exceso de agua que debe evaporar.<br />
Esmaltado:<br />
Con productos del mismo coeficiente de dilatación que la pasta para su correcta cocción.<br />
Cocción:<br />
Se realiza por monococción conjunta del bizcocho y el esmalte a unos 1400°C.<br />
Propiedades.<br />
Físicas:<br />
Debe tener poco peso, sonido claro y limpio. Según la impermeabilidad se clasifican en:<br />
- Loza sanitaria: Impermeable. Absorción agua 0,5%.<br />
- Gres sanitario: Impermeable y resistente al chorro de agua con temperatura de 18 a 90° C.<br />
- Porcelana vitrificada: Totalmente impermeable y con máxima perfección en su acabado.<br />
223
4.13.- PLIEGO Y NORMATIVA.<br />
A continuación se relacionan algunas Normas empleadas en la obtención de las distintas propiedades que<br />
han sido comentadas en el transcurso del tema.<br />
- RL-88. Pliego General de Condiciones para la Recepción de los Ladrillos. Cerámicos en las Obras de<br />
Construcción.<br />
- UNE 67-019-86. Ladrillos cerámicos de arcilla cocida. Definiciones, clasificación y especificaciones.<br />
- UNE 67-022-78. Cerámica. Toma de muestra para el control estadístico en recepción de la calidad de<br />
productos cerámicos utilizados en la construcción.<br />
- UNE 67-026-84. Ladrillos de arcilla cocida. Determinación de la resistencia a la compresión.<br />
- UNE 67-027-84. Ladrillos de arcilla cocida. Determinación de la absorción de agua.<br />
- UNE 67-028-84. Ladrillos de arcilla cocida. Ensayo de heladicidad. Y UNE 67-028-93.<br />
- UNE 67-029-85. Ladrillos de arcilla cocida. Ensayo de eflorescencia. - UNE 67-030-85. Ladrillos de<br />
arcilla cocida. Medición de las dimensiones y comprobación de la forma.<br />
- UNE 67-031-85. Ladrillos de arcilla cocida. Ensayo de succión.<br />
- UNE 67-039-93. Productos cerámicos de arcilla cocida. Determinación de inclusiones calcáreas.<br />
- UNE 67-040-86. Fábrica de ladrillo. Determinación de la resistencia a compresión.<br />
224