AP.T7.1-MPyC.Tema7.MetodosProcesado.Extrusion
AP.T7.1-MPyC.Tema7.MetodosProcesado.Extrusion
AP.T7.1-MPyC.Tema7.MetodosProcesado.Extrusion

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
ASIGNATURA: MATERIALES POLIMÉRICOS Y COMPUESTOS.<br />
Tema 7.-MÉTODOS DE PROCESADO. EXTRUSIÓN.<br />
0.- Introducción al procesado de polímeros.<br />
La tecnología de la transformación o procesado de polímeros tiene como finalidad obtener objetos y<br />
piezas de formas predeterminadas y estables, cuyo comportamiento sea adecuado a las aplicaciones a<br />
las que están destinados.<br />
Una de las características más destacadas de los materiales plásticos es la gran facilidad y economía con la<br />
que pueden ser procesados a partir de unas materias primas convenientemente preparadas, a las que se<br />
les han añadido los pigmentos, cargas y aditivos necesarios para cada aplicación. En algunos casos<br />
pueden producirse artículos semiacabados como planchas y barras y posteriormente obtener la forma<br />
deseada usando métodos convencionales tales como mecanizado mediante máquinas herramientas y<br />
soldadura.<br />
Sin embargo, en la mayoría de los casos el producto final, que puede ser bastante complejo en su forma, se<br />
obtiene en una sola operación, con muy poco desperdicio de material, como por ejemplo la fabricación de<br />
tubería por extrusión (proceso continuo) o la fabricación de teléfonos por moldeo por inyección (ciclo<br />
repetitivo de etapas).<br />
Los polímeros termoplásticos suelen trabajarse previamente fundidos o reblandecidos por efecto<br />
simultáneo de la aplicación de calor, presión y esfuerzos de cizalla.<br />
Las técnicas más utilizadas son la de extrusión y la de moldeo por inyección. Estas y otras técnicas<br />
pueden verse en la figura 0.1.<br />
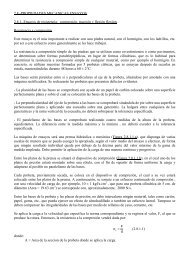
Extrusión.<br />
En la extrusión el material plastificado fluye por una boquilla que lo conforma y el enfriamiento se<br />
efectúa a la salida de la misma, en contacto con el aire, agua o una superficie fría. El método es<br />
continuo y proporciona perfiles macizos o huecos de sección transversal constante, que se cortan en<br />
largos estandarizados.<br />
La función de la máquina de extrusión (Figura 0.1.a), es fundir y mezclar la alimentación (pelets) y<br />
bombearla o empujarla hacia fuera a través de una boquilla o dado a velocidad uniforme. El producto debe<br />
ser enfriado tan rápidamente como sea posible, por lo general en un baño de agua.<br />
Moldeo por inyección.<br />
En el moldeo por inyección (Figura 0.1.b) el material fundido fluye a través de unas boquillas que<br />
comunican con uno o varios moldes cerrados en los que el material se enfría y adquiere la forma<br />
definitiva. El método es discontinuo por la necesidad de abrir los moldes y extraer las piezas.<br />
Igualmemente un tornillo de extrusión es usado para fundir y mezclar la alimentación, que a continuación<br />
se alimenta en un segundo cilindro. Cuando se tiene la cantidad de material requerida, el émbolo de<br />
inyección empuje el materila hacia delante para que entre en el molde. La temperaturas de molde esta,<br />
considerablemente, por debajo de la del fundido para asegurar un rápido enfriamiento del material.<br />
1
Moldeo por soplado.<br />
En este proceso (Figura 0.1.c), un tubo obtenido por extrusión (parison) es encerrado en un molde abierto,<br />
que a continuación se cierra y el parison es inflado para tomar la forma de la superficie de molde.<br />
Alternativamente, el parison puede ser moldeado por inyección antes de su inflado. Como en el caso del<br />
moldeo por inyección, el molde esta frío en relación con el polímero fundido, de modo que el producto<br />
moldeado sea enfriado rápidamente. Este proceso es usado para producir componentes huecos como<br />
botellas, contenedores grandes y depósitos de gasolina de automóviles.<br />
Moldeo rotacional.<br />
Los artículos huecos también pueden ser producidos por moldeo rotacional (Figura 0.1.d), que implica el<br />
giro de un molde calentado, que contiene el polímero en polvo , de modo que el polímero fundido forma<br />
una capa homogénea sobre la superficie del molde. El molde entonces se enfría mientras todavía está<br />
girando. Aunque es un proceso más lento que el moldeo por soplado, esta técnica es capaz de producir<br />
grandes componentes con un espesor muy uniforme de la pared, de hasta 10 mm.<br />
Termoformado.<br />
El termoconformado es una técnica muy antigua. Los antiguos egipcios observaron que se podían calentar<br />
las astas de animales y los caparazones de las tortugas para moldear recipientes y figuras. Cuando se<br />
empezó a disponer de plásticos sintéticos, el termoformado fue una de sus primeras aplicaciones.<br />
Hoy en día estamos rodeados de este tipo de artículos: señales, accesorios de lámparas, cubiteras,<br />
conductos, cajones, cuadros de instrumentos, porta-herramientas, vajillas, juguetes, paneles de refrigeradores,<br />
cabinas transparentes de aviones, parabrisas de barcos, etc. La industria de envasados se basa en<br />
el termoconformado. Galletas, pastillas y numerosos productos más se suelen envolver en cápsulas de<br />
plástico, al igual que las tarrinas individuales de mantequilla, mermelada y otros alimentos. Las piezas de<br />
recambio y los artículos de ferretería ofrecen otro ejemplo de este tipo de paquetes plastificados.<br />
Precalentado láminas u hojas de termoplásticos, estas pueden ser conformadas entre moldes emparejados<br />
vía presión diferencial (Conformado bajo presión o bajo vacío, Figura 0.1.e). Este proceso es muy popular<br />
en la fabricación de materiales para embalaje y para productos moldeados de gran tamaño, como baños y<br />
revestimientos refrigerantes.<br />
Calandrado.<br />
La película plástica y la hoja pueden ser producidas comprimiendo el polímero fundido entre rodillos<br />
contra - rotativos, como se muestra en la figura 0.1.f. Este proceso se prefiere a la extrusión, cuando hay<br />
que trabajar con materiales sensibles al calor, como es el caso del cloruro de polivinilo (PVC). Es capaz de<br />
producir hojas con velocidades de hasta 2 m/s.<br />
A través de este método se pueden producir películas y formas en lámina gofradas o texturizadas. Este<br />
tipo de películas se emplea sobre todo en la industria textil. Las películas gofradas o con una textura<br />
especial se emplean para fabricar prendas de vestir, bolsos, zapatos y maletas de imitación de piel.<br />
2
Figura 0.1.- Procesos de fabricación de polímeros termoplásticos<br />
3
Otros Procesos.<br />
Existe un gran número de procesos alternativos, por lo general desarrollados para tipos de material<br />
específicos.<br />
El moldeo por compresión, que es uno de los procesos de moldeo más antiguos que se conocen, es<br />
popular en el conformado de compuestos de poliéster empleándose compuestos de moldeo de volumen<br />
termoendurecibles (abreviados comúnmente por BMC, siglas de bulk molding compounds). BMC es<br />
una mezcla de cargas, resinas, agentes de endurecimiento y otros aditivos. Las preformas extruidas<br />
calientes de este material se pueden cargar directamente en la cavidad fría o la chimenea de<br />
alimentación (Figura 0.2).<br />
Figura 0.2.- Moldeo por compresión, que muestra el paso a la cavidad de preformas en caliente.<br />
Otros materiales de moldeo populares son los plásticos fenólicos, compuestos de urea-formaldehído y<br />
melamina. Al igual que los BMC, normalmente se preconforman para facilitar la automatización y<br />
elevar la velocidad. Se emplean compuestos de moldeo de lámina reforzada y muy cargada, que se<br />
pueden colocar en capas alternas para conseguir propiedades más isótropas o en una sola dirección si se<br />
desean propiedades anisótropas.<br />
Tambien puede ser usado para el conformado de polvo de plástico , por ejemplo, de PTFE (Figura 0.3).<br />
Este proceso también se usa para el moldeo de las superficies de rodadura de los neumáticos.<br />
Los plásticos más duros y resistentes pueden ser procesados por mecanizado, de una manera similar a los<br />
metales. Para formas complejas o para pequeños volúmenes de producción, el proceso de unión es, a<br />
menudo, la ruta más práctica. Esto, por lo general, se logra, por soldadura o mediante adhesivos.<br />
Figura 0.3.- Sinterización de piezas de plástico.<br />
4
Algunos materiales termoplásticos se degradan si permanecen mucho tiempo a temperaturas<br />
relativamente altas, a las que hay que mantenerlos para que su viscosidad no dificulte su flujo a través<br />
de boquillas o hileras de muy pequeña sección, como es el caso del hilado de ciertas fibras sintéticas.<br />
Para evitar lo anterior, se recurre a disolver el polímero previamente a la extrusión, procediéndose a<br />
evaporar el disolvente tan pronto sale el material de la hilera.<br />
En otras ocasiones, cuando se quieren obtener láminas continuas de pequeño espesor de polímeros<br />
plastificados (pieles), se recurre a un proceso similar al de laminación de los metales, mediante<br />
calandrias de rodillos (calandrado), calientes primero y fríos al final. La fabricación de artículos de<br />
muy pequeño espesor se consigue muy ventajosamente a partir de láminas de material termoplástico<br />
previamente ablandadas por calentamiento, que son obligadas a adaptarse a moldes mediante<br />
presión de aire, o aplicando vacío. Esta es la técnica de termoconformado.<br />
Los materiales termoestables o duroplásticos se trabajan, en general, por compresión en moldes de<br />
la forma adecuada, que se cargan con la cantidad exacta de resina, agente y/o catalizador de curado y<br />
aditivos, y a los que se aplica calor para facilitar las reacciones de reticulación o curado. De la misma<br />
manera se obtienen piezas de materiales elastómeros, que también admiten las técnicas de<br />
transformación de los termoplásticos cuando la velocidad de las reacciones de vulcanización se<br />
mantiene lo suficientemente lenta.<br />
En todos los casos, cualquiera que sea la técnica de transformación utilizada, las piezas y objetos<br />
fabricados deben enfriarse convenientemente para que su forma permanezca estable. La velocidad de<br />
enfriamiento es casi siempre un parámetro crítico que puede influir en las propiedades y<br />
comportamiento del material y, en consecuencia, de los objetos fabricados, sobre todo cuando en el<br />
proceso de transformación han estado sometidos a importantes esfuerzos de tracción y/o de cizalla,<br />
que proporcionan a las macromoléculas un deslizamiento y estirado en la misma dirección.<br />
Al cesar estos esfuerzos el material comienza a relajarse (sus moléculas tienden a adoptar la posición<br />
ovillada correspondiente al mínimo de energía, o a empaquetarse formando cristalitos) tanto más lentamente,<br />
cuanto más próxima se encuentre la temperatura de transición vítrea. Si la masa se endurece<br />
antes de que la relajación se complete, como ocurre en la mayoría de los casos, las tensiones quedan<br />
congeladas y dan lugar a una cierta anisotropía. Algunas veces se provoca deliberadamente este efecto,<br />
como en el caso de los filmes biorientados y en las fibras, en las que durante el enfriamiento (o<br />
evaporación del disolvente, en las fibras acrílicas, por ejemplo), se procede a un estirado; pero en<br />
general es indeseable.<br />
La velocidad de enfriamiento afecta también al crecimiento de las estructuras cristalinas, que tanta<br />
influencia tienen en las propiedades y comportamiento de los materiales termoplásticos. En los<br />
duroplásticos y elastómeros un enfriamiento lento proporciona un mayor grado de reticulación, que<br />
también afecta a la rigidez y demás características del producto final.<br />
Las etapas principales en todos los procesos de elaboración de los materiales plásticos son:<br />
(i).- Fusión<br />
(ii).- Mezclado y homogenización<br />
(iii).- Transporte del fundido.<br />
Las tres etapas anteriores, usualmente, se logran por medio de un tornillo de Arquímedes que implica la<br />
dispersión de estabilizantes, pigmentos y otros aditivos, exclusión del aire y los volatiles y transformación<br />
de la alimentación en forma de polvo o gránulos en un fundido uniforme.<br />
5
(iv) .-Conformado primario<br />
Este puede ser logrado, en dos dimensiones, por el flujo del fundido a través de un dado o boquilla y en tres<br />
dimensiones por el flujo en un molde de varias partes o por prensado en un molde abierto. Algunos<br />
termoestables son procesados, simplemente, por vertido en un molde abierto.<br />
(v). - Conformado secundario<br />
Este puede implicar el corte o el arrastre de una masa de polímero, como ocurres en la producción de<br />
fibras, películas o el moldeo por soplado.<br />
(vi).- Estabilización de la forma<br />
Para los termoplásticos esto consiste en el proceso de enfriamiento (y de ahí la solidificación), mientras<br />
que para los termoestables y elastómeros es el proceso de curado (Entrecruzado de las cadenas).<br />
(vii).- Operaciones de acabado<br />
Estas pueden incluir el templado, el mecanizado o el recubrimiento.<br />
1.- Extrusión.<br />
El proceso de extrusión es uno de los métodos más comunes e importantes para el procesado de los<br />
plásticos. Sobre un 60 % de los plásticos se procesan por dicho método. El proceso de extrusión se utiliza,<br />
además, para "compounding", es decir, para mezclar y formular compuestos de plástico y producir materia<br />
prima, como, por ejemplo, gránulos de concentrado o de compuesto.<br />
La operación o procedimiento de extrusión es la acción de forzar, por medio de presión, a pasar de forma<br />
continua a través de un ―dado‖ o ―boquilla‖ un plástico o material fundido. A su salida el material ya<br />
conformado es recogido por un sistema de arrastre, con velocidad regulable, que le proporciona las<br />
dimensiones finales mientras se enfría y adquiere la necesaria consistencia.<br />
El procedimiento se ha utilizado durante muchos años para metales, como el aluminio, que fluyen<br />
plásticamente cuando se someten a una presión de deformación. En el procedimiento original para someter<br />
los polímeros a extrusión, se utilizaron máquinas similares impulsadas por un ariete o empujador mecánico.<br />
En el proceso moderno se usan tornillos para hacer fluir el polímero en el estado fundido o gomoso a lo<br />
largo de la camisa de la máquina.<br />
La extrusión es un proceso para la producción de forma continua de productos de sección transversal<br />
constante. Productos típicos son: Tubos (1 - 1500 mm. de diámetro), film o película, láminas, planchas,<br />
fibras, cintas, barras, varillas, revestimiento de alambres, perfiles, etc.<br />
Los componentes esenciales de una línea de extrusión (Figura 1.1) son:<br />
- Extrusor<br />
- Dado o boquilla<br />
- Aparatos secundarios de conformado (Conjunto de equipos que maneja el material extruido para asegurar<br />
que enfría adecuadamente y con la forma deseada y con la orientación molecular requerida.<br />
6
Figura 1.1.- Principales características de un extrusor de tornillo simple.<br />
7
Las máquinas de extrusión constan de un cilindro o barril en cuyo interior se aloja un husillo o tornillo,<br />
que al girar recoge el material de la tolva de alimentación, lo hace avanzar a lo largo del cilindro, le<br />
somete a importantes esfuerzos de cizalla a la vez que lo comprime y lo dosifica a través de un plato<br />
rompedor hasta la boquilla o dado que proporciona el perfil o la forma final deseada.<br />
Una vez que sale del dado, el fluido debe ser enfriado rápidamente para mantener la forma que se obtiene en el<br />
dado. Este dado puede considerarse como una resistencia al flujo. Entre más largo y pequeño sea el orificio de paso,<br />
mayor será la resistencia y, a su vez, mayor será la potencia necesaria para empujar el material fundido a través del<br />
dado.<br />
Debido al movimiento relativo entre el tornillo y el cilindro, el material se mezcla íntimamente, se calienta<br />
por efecto, no sólo del calor aplicado al cilindro, sino, sobre todo, por la energía disipada por los esfuerzos<br />
cortantes.<br />
Los materiales utilizados en el proceso de extrusión son, por lo general, termoplásticos. Estos materiales se<br />
suavizan cuando se calientan y se transforman en fluidos, que posteriormente se endurecen cuando se enfrían y<br />
se transforman en sólidos.<br />
Los pelets o gránulos se almacenan en la tolva de alimentación de donde pasan por gravedad al extrusor<br />
constituido por un tornillo de Arquímedes, que se ajusta con precisión dentro de una camisa cilíndrica,<br />
apenas con el espacio suficiente para rotar, y que lo transporta a lo largo de la máquina, donde el polímero<br />
se funde y homogeneiza. En los polímeros cristalinos se produce la fusión y en los amorfos su<br />
reblandecimiento elevando la temperatura por encima de la temperatura de transición vítrea. El material<br />
fundido fluye a través del dado y es recogido por el dispositivo de arrastre que lo saca ya perfilado.<br />
El tipo de máquina que más se utiliza es la de tornillo simple cuyas principales características se muestran<br />
en la figura 1.1. También se utilizan extrusores de tornillos gemelos cuando se necesita una mezcla o<br />
transporte mejores, como es el caso del PVC.<br />
2.- Características de un extrusor de tornillo simple.<br />
La finalidad del conjunto tornillo-cilindro es:<br />
(1).- Presurizar el material<br />
(2).- Fundir o plastificar el polímero (calentar),<br />
(3).- Asegurar una mezcla adecuada (homogeneización)<br />
(4).- Actuar como medio de transporte del polímero fundido hacia el dado (Bombear).<br />
Para hacer cada función más eficiente es práctica normal dividir esta parte del extrusor en tres zonas: alimentación,<br />
compresión y dosificación. La zona de dosificación va seguida por el cabezal y el dado (Figura 2.1).<br />
El tornillo de un extrusor tiene uno o dos ―hilos‖ en espiral a lo largo de su eje que configuran un canal<br />
helicoidal de anchura constante. El diámetro medido hasta la parte externa del hilo es el mismo en toda la<br />
longitud para permitir un ajuste preciso en la camisa cilíndrica, con una distancia entre ellas apenas<br />
suficiente para dejarlo rotar.<br />
La ―raíz‖ o núcleo es de diámetro variable, de manera que el canal en espiral varía en profundidad. En<br />
general, la profundidad del canal disminuye desde el extremo de alimentación hasta el extremo del dado<br />
(Figura 2.1) aunque existen modificaciones con fines especiales.<br />
8
Figura 2.1.- Zonas funcionales dentro del conjunto tornillo-cilindro.<br />
9
Una consecuencia de que disminuya la profundidad del canal es el incremento de la presión a lo largo del<br />
extrusor (Figura 2.2) y ésta es la que impulsa el material fundido a pasar a través del dado. La relación<br />
entre el volumen de la primera vuelta del canal del husillo (al lado de la tolva) y el volumen de la<br />
última vuelta (al lado del dado) se conoce como relación de compresión. En máquinas comerciales dicho<br />
valor varía, por lo general, desde 2:1 hasta 4:1.Una manera aproximada de medir la relación de<br />
compresión es tomar la relación entre la profundidad del canal del husillo en la primera vuelta y la<br />
profundidad del canal en la última vuelta.<br />
El extrusor, usualmente, tendrá un diámetro que puede variar entre 25 y 150 mm., con una relación<br />
(Longitud/Diámetro) de 25-30.<br />
Los elementos de calefacción pueden ser resistencias eléctricas blindadas que se encuentran alojadas en<br />
cada una de las zonas del cilindro. Otras veces se utiliza aceite caliente que se hace circular mediante una<br />
bomba a través de ciertos taladros practicados en el cilindro. En cualquier caso, la regulación de la<br />
temperatura debe hacerse independientemente por tramos, para conseguir el perfil más adecuado de<br />
temperatura.<br />
La superficie interna de los cilindros debe ser altamente resistente a la abrasión y corrosión (posibilidad de<br />
formación de ácido clorhídrico con el PVC, por ejemplo), realizándose en aceros nitrurados o con camisas<br />
de aceros con alto contenido de cromo.<br />
Figura 2.2.- Zonas del tornillo. Variación de la presión a lo largo del tornillo.<br />
En la figura 2.3 puede verse la geometría del tornillo, así como diversos tipos de tornillos.<br />
10
Figura 2.3.- Geometría del tornillo. Tornillos de extrusión.<br />
En general, existen tres zonas claramente diferenciadas que cumplen tres misiones principales:<br />
alimentación, compresión y dosificación. A veces existen algunas zonas complementarias (por<br />
ejemplo, desgasificación). Las funciones de cada una de las zonas son como sigue:<br />
(a).- Zona de alimentación.<br />
La función de la zona de alimentación es recoger los gránulos de la tolva y transportarlos hacia adelante en el canal<br />
del husillo. Al mismo tiempo, los gránulos empiezan a calentarse y a comprimirse a medida que avanzan por el canal<br />
del husillo.La profundidad del tornillo es constante y la longitud de esta zona es tal que se produzca una<br />
alimentación correcta, ni deficiente ni excesiva, hacia las zonas de delante del tornillo. Esta alimentación<br />
varía un poco para los diferentes tipos de polímeros con el fin de obtener una eficiencia óptima.<br />
11
Es importante evitar la sobrealimentación o una alimentación deficiente en esta zona. La operación y<br />
diseño óptimo de esta zona esta influenciada por la naturaleza y forma de la alimentación, por las<br />
propiedades de fricción del tornillo y la camisa en relación con el material plástico y por la geometría del<br />
tornillo. El comportamiento ante fricción de la alimentación tiene una considerable influencia en la<br />
velocidad de fusión que puede lograrse.<br />
Para un transporte (bombeo) eficiente, los gránulos deben adherirse a la pared del barril y mostrar un alto grado de<br />
deslizamiento en la pared del canal del husillo. Para alcanzar un mayor transporte de gránulos en la zona de<br />
alimentación se recomienda:<br />
(i).- Canal profundo (en comparación con el resto del husillo).<br />
(ii).- Bajo grado de fricción entre gránulos y husillo.<br />
(iii).- Alto grado de fricción entre gránulos y barril.<br />
(iv).- Optimo ángulo de la hélice. Muchos husillos tienen el paso igual a diámetro D. Esto da como resultado un<br />
ángulo de la hélice igual a 17.7 grados.<br />
(b).- Zona de compresión (o de transición).<br />
Esta zona tiene una profundidad de canal decreciente y tiene diferentes funciones. Primeramente, se<br />
expulsa el aire atrapado entre los gránulos originales (compactación) forzándola a ir hacia atrás (en<br />
dirección a la tolva), en segundo lugar, se mejora la transferencia de calor desde las paredes de la camisa<br />
calentada conforme disminuye el espesor de la capa de material y en tercer lugar, se da el cambio de<br />
densidad que ocurre durante la fusión.<br />
Para fundir los gránulos se genera calor internamente por fricción o se aplica calor del exterior por<br />
medio de calentadores eléctricos (colocados alrededor del barril), que lo transmiten por conducción, a lo<br />
que ayuda la reducción del espesor del material. Se necesita un buen control de la cantidad cíe calor que<br />
se aplica, porque si el material se calienta demasiado se puede degradar o hacer demasiado fluido. Por<br />
otro lado, si el material se enfría demasiado, la plastificación será insuficiente. Variaciones en<br />
temperatura producen además variaciones en flujo de salida.<br />
Para aumentar la eficiencia del conjunto cilindro-tornillo, en sus diversas funciones, es práctica normal<br />
variar la temperatura a lo largo del barril. Es normal tener de dos a seis zonas de calentamiento a lo<br />
largo del cilindro y el dado.<br />
La fusión de los gránulos debe ocurrir en la zona de compresión para consolidar el plástico. Otra<br />
posibilidad para incorporar una zona de compresión podría ser un husillo con una longitud de paso<br />
decreciente<br />
Nuevamente, hay una modificación del diseño ideal para cada tipo de polímero. Para un polímero que<br />
funde poco a poco, como por ejemplo, el polietileno de baja densidad, es apropiado un tornillo como el que<br />
se muestra en la figura 2.4.a, con la longitud total dividida en tres zonas iguales. Los tornillos de este tipo<br />
se conocen a menudo como tornillos para polietileno.<br />
Si el polímero funde en forma abrupta (Intervalo de fusión estrecho), el criterio general es que se requiere<br />
una zona de compresión muy corta, por lo común, de una longitud de sólo una vuelta de la espiral o hélice<br />
del tornillo. Un ejemplo de tal polímero son las poliamidas (nylons), de donde proviene el nombre común<br />
tornillo para nylon para este diseño (la figura 2.4.d). Sin embargo, esta opinión tiene poca justificación<br />
teórica y estos polímeros se comportan bien en tornillos de compresión continua. No obstante, los tornillos<br />
de compresión rápida se utilizan mucho para el nylon y otros polímeros semicristalinos, como el<br />
polipropileno y el acetal.<br />
12
El cloruro de polivinilo (PVC) es un polímero difícil de extruir, ya que funde aún más lentamente que el<br />
polietileno. Realmente es un caucho termoplástico y tiene inusuales propiedades a la fricción. Con<br />
frecuencia, se procesa mejor utilizando un tornillo que tenga una larga zona de compresión en toda su<br />
longitud (Figura 2.4.c), algunas veces con la adición de una zona de dosificación o de bombeo. Las<br />
configuraciones de tornillos anteriores y otras alternativas se muestran en la figura 2.4.<br />
Figura 2.4.- Tipos de extrusor: (a).- Tradicional de tres zonas<br />
(b).- De tres zonas con una sección de aireación<br />
(c).- Tipo PVC para polímeros amorfos<br />
(d).- Tipo Nylon para polímeros cristalinos con punto de fusión abrupto.<br />
(c).- Zona de dosificación.<br />
Una vez más se encuentra una profundidad de tornillo constante. Su función es la de homogeneizar el<br />
material fundido (mezcla distributiva) y con ello suministrar a la región del dado un material de calidad<br />
homogénea a temperatura y presión constantes. Así, la función de la zona de dosificación es hacer que la<br />
masa de plástico fundido alcance la consistencia y presión requeridas para extrusión.<br />
En la zona de dosificación se requiere de una presión relativamente alta para obtener un mejor mezclado<br />
del material. Este incremento en la presión se obtiene al imponer restricciones al flujo del plástico<br />
fundido, ya sea en la zona de dosificación del husillo o en el cabezal. Esto también se logra al aumentar la<br />
viscosidad del plástico (por ejemplo al disminuir la temperatura en ese punto).<br />
Algunas maneras de imponer restricciones para el flujo del plástico fundido en la zona de dosificación<br />
serían:<br />
(i).- Disminución de la profundidad del canal.<br />
(ii).- Disminución del ancho del canal.<br />
(iii).- Reemplazar la última parte del husillo por una cabeza restrictora, que pasa a formar parte<br />
del husillo.<br />
(iv).- Agua de enfriamiento para el husillo. El enfriamiento del husillo es efectivo por el hecho<br />
de enfriar y solidificar la capa de plástico adyacente al husillo, reduciendo así la<br />
profundidad efectiva del canal<br />
13
El tornillo debe tener la longitud y el diámetro suficientes para poder acomodar las zonas de<br />
alimentación, compresión y dosificación, de modo que la masa de plástico fundido se encuentre en las<br />
condiciones requeridas para su extrusión a través del dado. Sin embargo, otras dimensiones del<br />
tornillo, tales como el ángulo de la hélice, la profundidad y el ancho del canal también son<br />
importantes.<br />
Zona del dado o boquilla.<br />
La zona final de un extrusor es la zona del dado, que termina en el propio dado. Situado en esta región se<br />
encuentra el portamallas (figura 2.5). Este consta, por lo común, de una placa de acero perforada conocida<br />
corno placa rompedora y un juego de mallas de dos o tres capas de gasa de alambre situadas en el lado del<br />
tornillo.<br />
Figura 2.5.- Placa rompedora y juego de mallas.<br />
El ensamble placa rompedora-juego de mallas tiene tres funciones:<br />
1.- Evitar el paso de material extraño, por ejemplo, polímero no fundido, polvos, cuerpos extraños.<br />
2.- Crear un frente de presión oponiendo una resistencia al bombeo de la zona anterior, regularizando así<br />
el flujo del material<br />
3.- Eliminar la ―memoria de giro‖ del material fundido, es decir transformar el flujo helicoidal del material<br />
en flujo paralelo más regular<br />
Una descripción más detallada de estas funciones es:<br />
1.- El cribado ayuda a reducir los defectos del producto más adelante al eliminar partículas no deseadas. A<br />
menudo quedan atrapadas en la malla partículas de metal o, inclusive, tuercas o tornillos pequeños así<br />
como, por ejemplo, aglomerados de material de relleno que han escapado a la dispersión. Además de hacer<br />
que el producto salga defectuoso, las partículas metálicas dañan el dado, lo cual es un grave problema, pues<br />
los dados son caros y difíciles de reparar.<br />
2.- La importancia de crear un frente de presión radica en que esta presión es la que proporciona la fuerza<br />
impulsora para vencer la resistencia del dado.<br />
14
3.- En muchos casos, el polímero ―recuerda‖ su trayecto en giros a lo largo de la espiral del tornillo, aun<br />
después de haber pasado por el dado y esto puede dar como resultado una deformación por torsión del<br />
producto. Los polímeros, como se vio, están formados por moléculas de cadena larga, enrolladas y<br />
enmarañadas incluso cuando están fundidos, ésta es la razón de su comportamiento viscoelástico. Los<br />
materiales fundidos, aunque la mayoría son viscosos, tienen también propiedades elásticas importantes.<br />
Cuando el material fundido se somete a un tratamiento mecánico prolongado, como el paso por un tornillo,<br />
se produce un notable alineamiento de las cadenas. Esto se nota como una tendencia hacia recuperar<br />
elásticamente este alineamiento como la configuración energética óptima. El paso a través del dado es<br />
rápido, sin que haya tiempo de sustituir la configuración de espiral por una nueva. El resultado es una<br />
tendencia del producto a torcerse una vez que escapa a la restricción del dado y antes de que endurezca.<br />
Tornillos de características especiales (Figura 2.6).<br />
La máquina simple que se describió anteriormente se usó mucho en la extrusión de perfiles y para procesos<br />
que tienen extrusión como una etapa inicial, como por ejemplo, el moldeo por soplado y la producción de<br />
películas sopladas. Sin embargo, otros usos exigieron otras demandas al extrusor por lo que se ha<br />
modificado el diseño básico para adaptarse a ellas.<br />
Cuando el extrusor se vaya a usar como mezclador primario, algunas veces se dejan zonas especiales con<br />
hilo de tornillo de paso modificado o, incluso, invertido. El extrusor básico de tornillo simple es un<br />
mezclador dispersivo bastante bueno, pero es un deficiente mezclador distributivo. Estas regiones de<br />
diferente paso de tornillo se encuentran, por lo común, más allá de la zona de dosificación normal.<br />
Su objetivo es inducir una especie de cuasi - turbulencia por medios mecánicos para mejorar la dispersión.<br />
A continuación. se halla una segunda zona de dosificación que regulariza la presión y la temperatura antes<br />
de la extrusión.<br />
Figura 2.6.- Diseños típicos de la zona de mezclado del tornillo.<br />
15
Un dispositivo bastante simple consiste en tener un cabezal de mezcla después de la zona de dosificación.<br />
En su definición más simple, éste es un‖ cabezal para embarrar‖ (figura 2.6). Algunas veces se mejora su<br />
acción por medio de pernos, ranuras, costillas, etc. para provocar la mezcla.<br />
Figura 2.7.- Tornillo con cabeza para embarrar<br />
Una modificación reciente más compleja para mejorar la eficiencia de la mezcla de un extrusor es el<br />
mezclador con cavidades de transferencia diseñado por la Rubber and Plastics Research Association,<br />
R<strong>AP</strong>RA (Asociación para la investigación de cauchos y plásticos). En la figura 2.8 se muestran las<br />
principales características de dicho mezclador. Este es un ejemplo de un dispositivo para mezcla estática<br />
cuya eficiencia depende de las tensiones cortantes y de la redistribución del material fundido.<br />
Consiste en un extremo cilíndrico, el rotor, que está unido al tornillo y que gira en una camisa cilíndrica<br />
llamada el estator. El rotor y el estator tienen cavidades semiesféricas que no coinciden. Las cavidades se<br />
llenan con polímero conforme el extrusor lo impulsa hacia adelante y la corriente se corta y se pliega<br />
repetidamente conforme las cavidades intercambian material.<br />
Figura 2.8.- Mezclador con cavidad de transferencia.<br />
En algunos usos, es necesario tomar precauciones para tener buena ventilación de substancias volátiles<br />
durante la extrusión. Los gases producidos durante la extrusión, provocan que los productos extruidos presenten<br />
burbujas o porosidad. Estas máquinas están equipadas con una compuerta de ventilación en el cuerpo del<br />
extrusor. Desde luego, es necesario descomprimir el material fundido en este punto para evitar que salga<br />
expulsado por la compuerta. El tornillo tiene, por lo tanto, una región de descompresión, seguida por una<br />
zona de recompresión y una zona posterior de bombeo (Figura 2.9).<br />
Algunas veces se usa ventilación con ayuda de vacío. Si la materia volátil que se expulsa es agua, esto es<br />
innecesario. A una temperatura de extrusión común de 250 0 C, el agua esta en forma vapor a,<br />
aproximadamente, 4 MPa, que sale fácilmente expulsado a la presión atmosférica de 0.1 MPa.<br />
Varían las decisiones respecto al uso de ventilación. Algunos trabajadores lo usan para materiales difíciles,<br />
pero otros prefieren concentrarse en una completa desecación previa del polímero y en la selección<br />
cuidadosa del diseño apropiado del tornillo y de las condiciones de manufactura. Esto genera una condición<br />
extra de libertad en el proceso donde una planta debe ser versátil al tratar con diferentes polímeros cuando<br />
necesariamente debe utilizarse un tornillo para alcanzar un objetivo general.<br />
16
Figura 2.9.- Tornillo con descompresión. Variación de la presión.<br />
Otra modificación es la mejora del transporte de gránulos del polímero a la zona de alimentación por medio<br />
de ranuras o aletas que están en una sección de prealimentación. Esto es especialmente necesario cuando se<br />
tiene un cabezal de mezclado en el otro extremo, debido a que aquellas generan poca presión y la<br />
alimentación auxiliada contrarresta este hecho al producir una presión positiva.<br />
3.- Dado extrusor.<br />
El dado tiene como función el obtener la forma final deseada del material extruido (aunque puede<br />
realizarse un conformado posterior). El dado esta calentado externamente y debe asegurar que el flujo de<br />
material fundido cambie de forma suavemente desde la configuración proveniente del tornillo hasta la<br />
forma deseada del producto final. Por ejemplo, para la producción de barras se requiere un dado de forma<br />
tronco-cónica (Figura 3.1).<br />
17
D D = Diámetro del orificio del dado<br />
D B = Diámetro del barril<br />
a = Angulo de entrada del dado<br />
P = Longitud paralela del dado<br />
Figura 3.1.- Diseño típico de un dado para extruir varilla sólida.<br />
La presión a la entrada del dado (al final del husillo) es alta y la presión a la salida del dado es baja<br />
(atmosférica). Es importante mantener una presión alta en el interior del dado para consolidar el plástico<br />
fundido antes de que salga del dado. Esto se logra al diseñar restricciones al flujo en el interior del dado. Por<br />
ejemplo, la relación D o /D B debe ser menor que 1, y en la práctica ésta siempre es menor que 1/2.<br />
Una restricción mayor puede obtenerse al aumentar P, es decir, la longitud paralela del dado. Una<br />
varilla puede obtenerse a partir de plásticos diferentes - incluyendo nylon, que tiene baja viscosidad, o<br />
PVC, que tiene alta viscosidad. Entre más viscoso sea el plástico fundido menor será el ángulo de<br />
entrada del dado () necesario para obtener un flujo suave y constante.<br />
Las moléculas de un plástico cualquiera consisten de largas cadenas que tienden a tomar una<br />
configuración al azar —en forma de ovillo—siempre que sea posible. Sin embargo, cuando estos<br />
materiales fluyen a través de un canal, las moléculas tienden a orientarse, es decir, a quedar alineadas<br />
en la dirección del flujo. Así, cuando el plástico fundido sale del dado, muchas de sus moléculas<br />
habrán sido orientadas en la dirección del flujo.<br />
A la salida, las moléculas tienden a tomar de nuevo una configuración al azar en forma de ovillo,<br />
causando así una contracción en la dirección longitudinal paralela al flujo y una expansión en la<br />
dirección radial, conocida como hinchamiento del extruido. Por esta razón, la sección transversal de<br />
los extruidos será siempre mayor que la sección transversal del dado (a menos que la velocidad lineal<br />
del jalado del extruido sea mayor que la velocidad de extrusión).<br />
18
Bajo circunstancias normales, el hinchamiento del extruido puede reducirse de la siguiente forma:<br />
(i).- Disminuyendo la velocidad de extrusión.<br />
(ii).- Aumentando la temperatura del plástico fundido.<br />
(iii).- Aumentando la longitud paralela del dado.<br />
(iv).- Aumentando la velocidad de tirón de extruido.<br />
Un dado típico para la producción de tubos se muestra en la figura 3.2. Dispone de un núcleo central<br />
(torpedo), soportado por una serie de aletas. El material fluye a su alrededor en forma de corona<br />
circular, hasta alcanzar la boquilla, que debe estar suficientemente alejada de las aletas para que el<br />
flujo vuelva a ser uniforme, eliminándose la distorsión del mismo originada por éstas. En la boquilla<br />
el material asoma al exterior, enfriándose uniformemente. Este extremo de la extrusora se denomina<br />
cabezal.<br />
Figura 3.1.- Dado para la producción de tubos<br />
El principal problema que existe con el dado es que el material hincha a la salida, lo cual ocurre debido a<br />
las propiedades elásticas del fundido. Conjuntamente con el arrastre del material, que es necesario para<br />
asegurar un producto recto, la determinación de las dimensiones finales del producto se realiza,<br />
usualmente, mediante ensayos causa - efecto. En algunos casos, es necesario un plato formador o plantilla<br />
para definir la forma.<br />
19
La velocidad de salida del dado de una máquina extrusora depende de la caída de presión que tiene lugar a<br />
su través. Un aumento en la presión incrementa la salida, sin embargo, dicha presión puede actuar en<br />
sentido contrario reduciendo el transporte de material a través de la zona de dosificación del tornillo. Es<br />
necesario, por consiguiente, ajustar los diseños del tornillo y del dado para obtener una salida óptima para<br />
cada tipo de material.<br />
El enfriamiento del material extruido debe ser rápido con el fin de mantener la forma. Para ello suele usarse<br />
un baño de agua. Con respecto a lo anterior sería más conveniente extruir a baja temperatura, sin embargo,<br />
esto puede traer consigo una disminución de la producción y la necesidad de trabajar con presiones altas.<br />
Patrones fundamentales de flujo.<br />
El diseño óptimo de un dado de extrusión es complicado. Aunque algunos fundamentos están bien<br />
definidos y el comportamiento de los materiales fundidos que se desplazan por canales estrechos se estudia<br />
y entiende cada vez más, aún hay un factor de diseño y construcción que se basa en la experiencia.<br />
El interés principal es el del comportamiento de los polímeros durante su fabricación. En la figura 3.2 se<br />
muestran algunos patrones de dados, para un dado en el que se han de obtener varillas por extrusión.<br />
Dichos patrones se pueden utilizar para examinar algunos de los fundamentos.<br />
Figura 3.2 - Patrones de un dado para varilla.<br />
¿Por qué razón un perfil de longitud cero, como el que se muestra en la parte (a) de la figura 3.2, no sirve, y<br />
por qué los ahusamientos o convergencia del esquema (c) son necesarios, en contraposición con los<br />
cambios abruptos de (a) y (b). Las respuestas se hallan en la necesidad de mantener un flujo laminar en el<br />
material fundido. Si los cambios son abruptos como en (a) y en (b), se producen ―puntos muertos‖ en las<br />
esquinas donde circula el material fundido como en un remanso y esto conduce a una pieza obtenida por<br />
extrusión con temperatura y tensiones cortantes no uniformes.<br />
20
Además, en cualquier flujo convergente, hay fuerzas de tracción y de corte. Las propiedades a la tracción<br />
son importantes en diversos métodos de obtención de polímeros e influyen de manera significativa en el<br />
comportamiento de los dados, lo que se ilustra de manera simple en la figura 3.3. En la disposición de<br />
flujos paralelos, se ve que las líneas de corriente son paralelas: un elemento de fluido se mantiene intacto<br />
conforme avanza a lo largo del canal. En el caso de flujos convergentes, las líneas de corriente convergen y<br />
el elemento de fluido se distorsiona debido al esfuerzo de tracción que se lleva a cabo, o sea, el material<br />
fundido se estira a la vez que se hace más estrecho, al dirigirse hacia la salida.<br />
Figura 3.3.- Flujos paralelo y convergente.<br />
La regla simple para decidir si habrá o no fuerzas de tracción así como de corte consiste en preguntarse si<br />
las líneas de corriente son paralelas. Si lo son, se trata de un esfuerzo cortante simple, pero si no lo son, hay<br />
una componente de tracción. ¿De qué manera afecta esto al diseño del perfil del dado?<br />
Efectos de la entrada del dado.<br />
Si los esfuerzos de tracción son grandes, como sucedería con los diseños correspondientes a las partes (a)<br />
y (b) de la figura 3.2, y se sobrepasa la resistencia a la tracción del material fundido, la cual es, por lo<br />
común, de alrededor de 10 6 N/m 2 = 1 MPa, las líneas de corriente se vuelven no sólo caóticas sino también<br />
discontinuas, ya que la suavidad del flujo laminar deseable se pierde completamente.<br />
El producto de extrusión que sale del dado será de forma irregular. En vez de una varilla biforme y lisa, se<br />
obtendrá una tira dentada (figura 3.4). Este fenómeno se conoce como fractura del fundido. Esto pasaría si<br />
se usara un dado como el de la parte (a) en la figura 3.2, el cual es simplemente un orificio con longitud<br />
cero. La sección paralela extendida, que se conoce como salida del dado, en la figura 3.2 (b) no sirve para<br />
remediar la situación, pues el daño ya se hizo en la entrada del dado.<br />
Figura 3.4.- Fractura del fundido.<br />
21
Para evitar la fractura del fundido sin necesidad de utilizar aditivos de procesado caros (Lubricantes de<br />
PPA), se puede realizar un revestimiento del dado que facilite el deslizamiento del plástico fundido en la<br />
superficie (Figura 3.5). Esto permite trabajar con velocidades altas de salida (Capacidades de producción<br />
mayores).<br />
Además es extremadamente duro, con lo que posee una resistencia al desgaste alta.<br />
Figura 3.5.- Dado con revestimiento que promueve el deslizamiento en la superficie.<br />
En la figura 3.2 (c) se ve el fundamento del punto de vista correcto. La salida del dado es convergente. Los<br />
efectos de esto son:<br />
(i).- Eliminar los puntos muertos de las esquinas y mantener con esto un recorrido térmico y una tensión<br />
cortante estables.<br />
(ii).- Reducir los esfuerzos de tracción y con ello, minimizar también la distorsión de las líneas de<br />
corriente.<br />
La salida alargada del dado es importante para estabilizar una disposición paralela de líneas de corriente<br />
antes de la salida por el dado. También aumenta el tiempo de tratamiento y eso ayuda a eliminar la<br />
memoria del proceso anterior, por ejemplo, la mayoría de giro del tornillo o de una construcción o cambio<br />
de dirección de ruta de flujo. Tanto más suaves sean las líneas de corriente, tanto más rápido se llevará a<br />
cabo la operación y el producto será mejor. Si no se previenen los efectos de la ―memoria‖, el resultado<br />
será, probablemente, una pieza distorsionada.<br />
La situación es compleja, debido a que la velocidad de deformación por corte y, en consecuencia, las<br />
viscosidades aparentes varían para las diferentes etapas del proceso, las cuales tienen distintos tiempos de<br />
duración. M. Reiner derivó una técnica, que consiste en encontrar el Número de Débora, N DEB .<br />
Los intervalos de tiempo característicos para los cuales tiene memoria un material fundido se relacionan<br />
con su tiempo de relajación. En general, el tiempo de relajación se encuentra a partir de la viscosidad y del<br />
módulo elástico. Estos son los parámetros que reflejan su comportamiento viscoso y elástico ante un<br />
esfuerzo que se les aplique, y su relación da el tiempo natural o de relajación para el material, es decir:<br />
Tiempo de relajación<br />
Vis cos idad N. s.<br />
m<br />
Modulo elasti co N.<br />
m<br />
2<br />
2<br />
<br />
Se necesita encontrar este tiempo natural para el material que se usa bajo las condiciones de fabricación.<br />
Luego se compara con los intervalos del tiempo del proceso y el resultado será el número de Débora, N DEB :<br />
<br />
<br />
N<br />
DEB<br />
Tiempos de relajacion el material en el proceso<br />
<br />
Intervalos de tiempo del proceso<br />
Si N DEB > 1, el proceso es principalmente elástico. Si N DEB < 1, el proceso es predominantemente viscoso.<br />
22
F.N. Cogswell proporcionó un ejemplo conveniente. En la figura 3.6 se representa un material fundido que<br />
fluye por un codo y, luego, a través de un dado estrecho. El intervalo de tiempo desde que el fundido pasa<br />
por el codo hasta que pasa por el dado podría ser de unos 10 s. El flujo en esta región genera un esfuerzo<br />
bajo, al producir una viscosidad alta, por ejemplo, de 10 5 N.s/m 2 . Al mismo tiempo, el módulo elástico se<br />
incrementa cuando aumenta el esfuerzo. Ahora se usa el concepto del número de Débora para explicar lo<br />
que sucede.<br />
Figura 3.6.- Memoria del proceso y número de Débora.<br />
Flujo del codo al dado.<br />
Esfuerzo bajo: Tiempo de relajación =<br />
Vis cosidad<br />
Modulo.. elasti co<br />
=<br />
10 N. s.<br />
m<br />
10 Nm .<br />
5 2<br />
3 2<br />
= 100 s,<br />
Con lo que:<br />
Flujo a través del dado.<br />
Tiempo del proceso = 10 s<br />
N DEB<br />
=<br />
100<br />
10<br />
= 10 <br />
Este proceso es principalmente elástico.<br />
Esfuerzo alto: Tiempo de relajación =<br />
Vis cosidad<br />
Modulo.. elasti co<br />
=<br />
10 N. s.<br />
m<br />
10 Nm .<br />
3 2<br />
5 2<br />
= 0.01 s,<br />
Con lo que:<br />
Tiempo del proceso = 0.1 s<br />
N DEB<br />
0.01<br />
0.1<br />
0.1<br />
<br />
Este proceso es principalmente viscoso.<br />
Ahora es necesario interpretar este resultado en términos del comportamiento físico del material sometido a<br />
extrusión. El instinto probablemente conduce a suponer que el proceso viscoso y de alto corte ―haga<br />
olvidar‖ todo lo anterior. Sin embargo, el instinto se equivoca y el material sometido a extrusión se<br />
enroscará .<br />
Esto sucede así debido a que el proceso que se lleva a cabo al dar la vuelta, aunque consume bastante<br />
tiempo, es elástico, o sea, las cadenas no se realinean de manera permanente. La siguiente deformación en<br />
un corto tiempo en el dado, aunque se lleva a cabo alto esfuerzo de corte, no elimina esta distorsión<br />
elástica, la cual puede liberarse cuando el material sometido a extrusión deja la restricción del dado con el<br />
resultado de que se enrosca.<br />
23
En la práctica, es difícil saber, con frecuencia, exactamente la magnitud de las velocidades de corte, o dar<br />
valores a la viscosidad y al módulo. Puede ser que no se conozca la contribución de la componente de tracción.<br />
En consecuencia, el diseñador y fabricante de herramientas tienen que recurrir a la experiencia y a un<br />
sentimiento instintivo sobre lo que es operable.<br />
Se recurre por lo común a la práctica de prueba y error para usar los dados adecuados, especialmente en el<br />
caso de extrusión de perfiles complicados, y sería difícil diseñar cuando se use el número de Débora. La<br />
importancia de usar el número de Débora está en que ayuda a comprender el comportamiento de los<br />
polímeros fundidos, algunas veces inesperado.<br />
La fractura del fundido y la memoria del giro son ejemplos de fenómenos que suceden en la entrada del<br />
dado y éste sólo remedia un poco esta situación. ¿Qué hay respecto a la salida del dado?<br />
Inestabilidades en la salida del dado.<br />
El defecto más común que se encuentra en la salida del dado se conoce como piel de tiburón. Consiste en<br />
un arrugamiento de la superficie sometida a extrusión. Este es otro defecto que se debe a los esfuerzos de<br />
tracción y se genera de la manera siguiente.<br />
El material fundido, conforme avanza a lo largo del canal del dado, tiene un perfil de velocidad, con una<br />
velocidad máxima en el centro y una velocidad cero en la pared. Conforme abandona los bordes del dado,<br />
el material de la pared tiene que acelerarse hasta la velocidad a la cual el producto sale del dado. Esto<br />
genera esfuerzos a la tracción y, si el esfuerzo excede la resistencia a la tracción, la superficie se rompe,<br />
generando el defecto visual. Como es de esperar, los materiales de módulo bajo que tienen alto<br />
alargamiento son los menos afectados. Los materiales estructurados, con alto contenido de materiales de<br />
relleno y de baja elasticidad tienen más fácilmente el defecto de piel de tiburón.<br />
Si se favorecen las condiciones que causan la piel de tiburón, es decir, si se vuelve excesiva la presión en el<br />
extrusor o disminuye la temperatura del dado, el efecto provoca una apariencia de grano grueso, que por lo<br />
común se conoce como cáscara de naranja. Poco a poco, la restitución de los esfuerzos de tracción se<br />
exacerba y el material sometido a extrusión en su totalidad de pronto ―se retrae‖. El resultado es el<br />
―abambuamiento‖, llamado así porque la pieza sometida a extrusión se asemeja en apariencia al bambú (<br />
Figura 3.7).<br />
Figura 3.7.- ―Abambuamiento‖ en un dado.<br />
El calentamiento extra del dado ayuda con frecuencia a remediar estos defectos, al relajar térmicamente los<br />
esfuerzos y disminuir la viscosidad.<br />
24
Una idea errónea pero común es que la piel de tiburón es una especie de fractura de fundido suave, y es<br />
cierto que la formación de la piel de tiburón, al incrementarse la velocidad del extrusor, puede estar seguida<br />
por el rompimiento completo de la pieza sometida a extrusión que caracteriza a la fractura del fundido si<br />
aumenta más todavía la velocidad. Sin embargo, los dos fenómenos tienen diferentes orígenes, de modo<br />
que la acción que se tome para prevenir uno de ellos puede contrarrestar el otro.<br />
Hinchamiento en el dado.<br />
El hinchamiento en el dado es el efecto por el cual el polímero se hincha cuando sale del dado. El resultado<br />
es una pieza que tiene dimensiones diferentes a las del orificio del dado. Así, una varilla sometida a<br />
extrusión sería de mayor diámetro y una tubería sería de pared más gruesa, es decir se incrementa el<br />
diámetro externo y disminuye el diámetro interno (Figura 3.8). El hinchamiento en el dado es otro<br />
resultado de la componente elástica del comportamiento total que tiene el polímero fundido al someterse al<br />
esfuerzo. Esto lo provoca la recuperación de la deformación elástica cuando el material sometido a<br />
extrusión sale de la constricción del canal del dado y antes de que solidifique.<br />
Figura 3.8.- Hinchamiento en el dado de: (a).- Una varilla (b).- Una tubería<br />
4.- Arrastre y conformado secundario.<br />
El arrastre depende de cada producto que va a ser procesado. Algunas líneas de extrusión típicas se<br />
muestran en la figura 4.1. La producción de gránulos, extrusión de tubos y láminas, revestimiento de<br />
alambres y láminas y producción de filamentos, son algunos de los más importantes procesos que usan la<br />
extrusión.<br />
El conformado secundario, usualmente, incluye el recalentamiento o e del material antes del enfriamiento<br />
para producir formas tridimensionales más complejas, por ejemplo mediante el soplado de film y por<br />
moldeo por soplado.<br />
25
Figura 4.1.- Ejemplos de sistemas de arrastre hacia fuera.<br />
5.- Principios del funcionamiento de las extrusoras de tornillo único. Mecanismos de flujo.<br />
5.1.-Fusión.<br />
Dos aspectos importantes del funcionamiento del extrusor se relacionan con el diseño de los tornillos<br />
utilizados en estas máquinas. Estos factores son la eficiencia de la fusión y el flujo de salida del extrusor.<br />
En la zona de alimentación, el material, en polvo o en granza, es transportado como en cualquier<br />
tornillo de Arquímedes dispuesto horizontalmente. En estos tornillos el caudal se hace tanto mayor<br />
cuanto mayor sea el coeficiente de rozamiento del sólido con la carcasa con respecto al del sólido con<br />
el eje del tornillo. Por ello las carcasas de las extrusoras en esta sección suelen ranurarse según las<br />
generatrices del cilindro. Debe de evitarse la plastificación del material, posibilitando de ese modo el<br />
escape del aire atrapado entre los gránulos, por lo que puede ser necesario refrigerar la carcasa en los<br />
tramos más próximos a la tolva de alimentación.<br />
Conforme se transporta el polímero a lo largo del tornillo se llega a la zona de compresión en la que el<br />
diámetro del eje del tornillo aumenta, haciéndolo también los esfuerzos radiales y de cizalla sobre el<br />
material (Se incrementa la fricción) que, con ayuda de un calentamiento exterior, por la carcasa, comienza<br />
a reblandecerse o fundir (plastificarse) formando una delgada película en la pared de la camisa, cuyo<br />
espesor sobre el sólido permanece constante. El tornillo desprende la película fundida al girar.<br />
El material fundido tiende a embolsarse junto a los filetes traseros, con respecto al sentido del movimiento,<br />
mientras que el sólido pastoso se acumula junto a los filetes delanteros, hasta que la totalidad queda<br />
fundido, según se representa esquemáticamente en las tres secciones de los canales helicoidales del tornillo de<br />
la figura 5.1.1.<br />
26
Figura 5.1.1.- Proceso de fusión.<br />
El polímero fundido se mueve desde la cara frontal del hilo hacia el núcleo y luego barre de nuevo para<br />
establecer un movimiento rotatorio enfrente del borde de conducción del hilo. Mientras, se barren otros<br />
gránulos o partes sólidas de la masa compactada del polímero hacia el ―charco de fundido‖ en formación<br />
(Figura 5.1.1). El proceso continúa lentamente hasta que se funde todo el polímero.<br />
El proceso de fusión es eficaz al principio, pero conforme avanza, la proporción del canal ocupado por los<br />
sólidos disminuye de modo que reduce el contacto entre los sólidos y la camisa caliente. La ―masa‖ de<br />
sólidos se rompe y las partículas sólidas se funden gracias a la temperatura del material fundido que hay<br />
alrededor. Esta es una fuente e heterogeneidades y, desde luego, una de las funciones de la zona de<br />
dosificación es la de homogeneizarla.<br />
Puede resumirse el efecto de las diferencias en las características del tornillo como sigue:<br />
1.- Canal más profundo: transporta más material, pero tarda más tiempo en completar la fusión.<br />
2.-Operación rápida: aumenta la producción, pero los sólidos persisten a lo largo del tornillo al terminar la<br />
operación.<br />
3.- Un canal menos profundo puede ayudar a una operación rápida para aumentar la producción debido a<br />
una fusión más efectiva, pero el peligro está en que las mayores tensiones de corte que se originan<br />
pueden conducir a un sobrecalentamiento.<br />
Una de las modificaciones para optimizar la fusión es la del tornillo de hilo de barrera. Tiene un hilo extra,<br />
separado del que contiene los gránulos del sólido. Su espacio libre dentro del barril es menor que el tamaño<br />
del gránulo. Al iniciarse la fusión, el polímero fundido tiene la capacidad de moverse hacia el nuevo canal<br />
y. de esa manera, quedan separados el sólido y el material fundido. Los hilos normales y de barrera tienen<br />
diferentes ángulos de hélice.<br />
El canal de sólidos empieza entonces ancho y luego se estrecha, ocurre lo contrario en el canal del material<br />
fundido. De esa manera, la eficiencia inicial de la fusión se mantiene conforme el material fundido que se<br />
produce se somete a esfuerzos y disminuye el volumen del canal para acomodar el volumen decreciente de<br />
sólidos. El inventor del tornillo de hilo de barrera fue Maillefer y estos tornillos llevan generalmente su<br />
nombre, aunque existen otros diseños y variantes. En la figura 5.1.2 se muestra el fundamento del tornillo<br />
de Maillefer.<br />
27
Figura 5.1.2.- Fundamento del tornillo de Maillefer.<br />
Otro aspecto importante para mejorar la fusión es el uso de dispositivos de mezcla antes de la zona de<br />
bombeo. La mezcla también mejora la fusión por la simple ―agitación‖ del material.<br />
En la tabla 5.1.1 se compara el funcionamiento de varios diseños. En esta comparación se muestra cómo<br />
mejora la producción al hacer una fusión más eficiente. También se puede ver que el diseño de<br />
alimentación a alta presión consume más energía que su rival hilo de barrera. Esto se debe a la necesidad<br />
de enfriar la sección ranurada de alta presión, se usa un 14 a 20% de la energía con este fin. La<br />
compensación, sin embargo, se halla en la producción.<br />
Tabla 5.1.1.- Comparacion entre diferentes diseños de tornillo sin fin en un extrusor de 90 mm de<br />
diametro, para polietileno de alta densidad a una temperatura máxima de 220 ºC<br />
Teniendo en cuenta que la variación del diámetro del eje del tornillo origina una diferencia de velocidad del<br />
sólido, V S , con respecto a la del líquido V, puede establecerse un balance de energía, por unidad de<br />
superficie, igualando el calor transmitido por conducción a través de la película de polímero plastificado junto<br />
a la carcasa, más el generado por esfuerzos cortantes en dicha película, al calor necesario para llevar al sólido<br />
a la temperatura de fusión, más el calor propio del cambio de estado:<br />
<br />
<br />
2<br />
k1<br />
T<br />
Tm<br />
V<br />
SV <br />
S<br />
cS Tm<br />
TS<br />
<br />
2<br />
<br />
<br />
<br />
<br />
(5.1.1)<br />
siendo:<br />
T w , T m y T s = Temperaturas de la pared, del sólido fundido y del sólido a la entrada de la zona de fusión,<br />
respectivamente<br />
k 1 = Conductividad térmica del polímero fundido<br />
c s = Calor específico del sólido<br />
= C alor de cambio de estado.<br />
28
La capacidad de plastificación del tornillo puede expresarse mediante el parámetro:<br />
<br />
VX<br />
k T T<br />
<br />
<br />
c T T<br />
1 1 m<br />
2<br />
S<br />
<br />
m<br />
S<br />
<br />
<br />
V<br />
<br />
<br />
2<br />
<br />
<br />
<br />
(5.1.2)<br />
que equivale a la relación existente entre la energía que se proporciona al polímero y la que éste<br />
necesita para quedar fundido.<br />
Para aumentar la capacidad de plastificación deberá aumentarse el valor de la energía suministrada,<br />
bien aumentando la velocidad de giro del tornillo (lo que supone aumentar V X y V y, por tanto, la<br />
relación de compresión), bien aumentando la temperatura de la carcasa T w .<br />
Debe observarse que la relación entre los dos sumandos del numerador del parámetro Φ corresponde<br />
al número adimensional de Brinkmann:<br />
B<br />
r<br />
1<br />
<br />
2<br />
V<br />
<br />
k T T<br />
<br />
m<br />
<br />
(5.1.3)<br />
que adquiere valores elevados cuando la generación de calor viscoso es preponderante sobre la<br />
transmisión del calor por conducción.<br />
El perfil de temperatura en la capa límite de espesor ó de polímero fundido próximo a la pared de la<br />
extrusora queda definido en la figura 5.1.3, en función del número de Brinkmann.<br />
Mientras B r < 2 la temperatura en el polímero estará siempre por debajo de la de la carcasa, sin<br />
ningún peligro de recalentamiento. Para números de Brinkmann superiores puede adquirir<br />
temperaturas mucho mayores, con peligro de degradación. En tales casos debe reducirse la velocidad<br />
de extrusión para que B r sea igual a 2, disponiendo en la carcasa una temperatura igual a la máxima<br />
admisible por el polímero, T w . La velocidad máxima tangencial será:<br />
V<br />
MAX<br />
<br />
1 <br />
2k T Tm<br />
<br />
(5.1.4)<br />
Figura 5.1.3.- Perfil de temperatura en la capa límite de espesor de polímero fundido próximo a la<br />
pared de la extrusora, en función del número de Brinkmann.<br />
En la práctica actual, todas las extrusoras se llevan al límite de la velocidad periférica compatible con<br />
el plástico que se esté procesando (V = 50 m/min, para los termoplásticos más termorresistentes y de<br />
10 a 20 m/min para los más termodegradables como el PVC, PMMA y ABS), por lo que el<br />
calentamiento de la carcasa sólo sirve para compensar las pérdidas térmicas por radiación y convección,<br />
aunque es muy importante para las paradas y puestas en marcha.<br />
29
5.2.- Transporte.<br />
Para comprender el mecanismo de transporte, consideremos dos extremos.<br />
1.- El material se adhiere únicamente al tornillo y se desliza sobre la camisa. Bajo estas condiciones, el<br />
tornillo y el material simplemente girarían como un cilindro sólido y no habría transporte.<br />
2.-El material resiste la rotación en la camisa y se desliza sobre el tornillo. Ahora tiende a ser transportado<br />
axialmente como un tornillo de Arquímedes normal de canal profundo que se usa para transportar sólidos.<br />
Para ser transportado hacia adelante, el material no debe girar junto con el tornillo, o al menos debe girar a una<br />
menor velocidad que el tornillo. La única fuerza que puede evitar que el material de vueltas junto con el tornillo y,<br />
por tanto, hacer que el material avance a lo largo de la camisa es la fuerza de arrastre o fricción entre el material<br />
y la superficie interna del barril. A mayor fricción menor rotación del material junto con el tornillo y, por lo<br />
tanto, más movimiento hacia adelante.<br />
Para aumentar la superficie de fricción se ha incrementado la longitud del barril. Así la relación L/D en<br />
extrusores de tornillo simple es muy importante. Mayor L/D significa mayor superficie de fricción, que a su vez<br />
significa mayor propulsión hacia adelante bajo las mismas condiciones de extrusión.<br />
El material nunca se mueve a lo largo del barril en línea recta; siempre tendrá una cierta cantidad de rotación<br />
alrededor del tornillo en combinación con un movimiento de traslación a lo largo del barril.<br />
En la práctica, hay fricción tanto con el tornillo como con la camisa, y esto conduce al mecanismo de<br />
transporte principal, el flujo por arrastre del material fundido a lo largo del tornillo como resultado de las<br />
fuerzas de fricción, y es el equivalente al arrastre viscoso entre las placas estacionaria y móvil separadas<br />
por un medio viscoso. Esto constituye la componente de transporte del extrusor.<br />
Se le opone la componente del flujo de presión, producido por el gradiente de presión que hay a lo largo<br />
del extrusor. Como se vio, hay presión alta en el extremo del dado y baja en el extremo de alimentación.<br />
Este gradiente de presión se opone al flujo de arrastre. Es importante comprender que no hay flujo real<br />
resultante debido a la presión, únicamente es una oposición.<br />
El componente final en el modelo de flujo es el flujo de fuga. Hay un espacio finito entre el tornillo y la<br />
camisa a través del cual se puede fugar el material. Este es también un flujo impulsado por el gradiente de<br />
presión que, desde luego, también se opone al flujo de arrastre.<br />
Por lo tanto, el flujo total es el balance de estos componentes<br />
Flujo total = Flujo de arrastre - Flujo de presión - Flujo de fuga.<br />
5.3.- Calentamiento y enfriamiento.<br />
En las máquinas de alta velocidad, prácticamente todo el calentamiento proviene del esfuerzo de corte al<br />
que se somete el material fundido viscoso. Por lo común, algo de calor se genera por esta fuente y algo por<br />
los calentadores de la camisa del extrusor. Una relación común podría ser de (67/33), de<br />
(Fricción/Conducción).<br />
También hay enfriadores, por lo común abanicos, para disipar el exceso de calor. Todo el sistema se<br />
controla por medio de termostato para tener un control preciso de la temperatura del material fundido. La<br />
longitud de la máquina se divide en tres o cuatro secciones para favorecer la variación de la temperatura y<br />
obtener un proceso óptimo.<br />
30
Puede considerarse que la condición de operación práctica se halla entre los extremos de la operación<br />
adiabática, en donde sólo habría calor proveniente de la disipación viscosa, y de la operación isotérmica, en<br />
donde la temperatura sería la misma en todos los puntos, al generar el calor por medio de calentadores o al<br />
disiparlo por medio de enfriadores para contrarrestar los cambios en la temperatura del material fundido.<br />
Los extrusores reales no son de uno ni de otro tipo; incluso las máquinas conocidas como adiabáticas deben<br />
tener pérdidas de calor y una máquina que se alimenta con materia prima fría no puede trabajar<br />
isotérmicamente. Sin embargo, la zona de bombeo se aproxima a las condiciones isotérmicas.<br />
6.- Análisis del flujo.<br />
Se deducirán las expresiones estándar para la salida de un extrusor de tornillo simple. Se debe analizar el<br />
flujo de arrastre, el flujo de presión y el flujo de fuga y sumarlos para obtener una expresión total de la<br />
salida del extrusor. Se asumirá que la viscosidad del fundido será constante y que el flujo será isotérmico.<br />
Estas condiciones serán la que se dan, de forma aproximada, en la zona de dosificación del tornillo.<br />
6.1.- Flujo de arrastre.<br />
En primer lugar, se debe tomar en cuenta el flujo que hay entre un par de placas paralelas y luego ver de<br />
qué manera puede aplicarse esto a un canal de un extrusor. En la figura 6.1.1 se muestran dos placas<br />
paralelas separadas por una distancia H y con un flujo viscoso entre ellas. La placa móvil tiene una<br />
velocidad V d .<br />
Figura 6.1.1.- Flujo de arrastre.<br />
Imaginemos un pequeño elemento de fluido, ABCD, a una distancia y de la placa estacionaria. El cambio<br />
de flujo volumétrico, dQ, para este elemento, está dado por<br />
(6.1.1)<br />
dQ<br />
Vdxdy<br />
Asumiendo que el gradiente de velocidad es lineal, entonces la velocidad del elemento de fluido ABCD<br />
está dada por:<br />
y <br />
<br />
<br />
<br />
V V d H<br />
Sustituyendo la expresión anterior en la expresión (6.1.1) se tiene:<br />
y <br />
dQ Vd<br />
<br />
dxdy<br />
H<br />
<br />
<br />
31
e integrando a toda la sección para encontrar el flujo total de arrastre Q d :<br />
HT<br />
y <br />
Qd<br />
Vd<br />
<br />
dxdy<br />
H<br />
<br />
<br />
00<br />
de donde:<br />
Q<br />
d<br />
1<br />
THV<br />
2<br />
d<br />
(6.1.2)<br />
Ahora se aplica esta situación de placas paralelas al tornillo de un extrusor. Se puede imaginar al canal del<br />
tornillo como un canal similar, excepto que la disposición es en espiral. En la figura 6.1.2 se muestran las<br />
dimensiones apropiadas y el pequeño elemento de fluido.<br />
La camisa simula la placa estacionaria, y el tornillo giratorio, la placa móvil. El elemento de material fluido<br />
se halla entre la camisa y el tornillo giratorio. H es ahora la profundidad del canal, T es la distancia<br />
perpendicular entre hilos y N es la velocidad del tornillo en revoluciones por segundo.<br />
Se supondrá lo siguiente:<br />
1.- El material se comporta como un fluido newtoniano.<br />
2.- La viscosidad es la misma en todos los puntos del canal del tornillo.<br />
3.- La velocidad del material en la pared de la camisa es<br />
4.- La velocidad del material en la pared del tornillo es cero.<br />
V<br />
d<br />
DN<br />
cos<br />
.<br />
Hay que tener presente, sin embargo, que el material se comporta por lo general como un fluido no-newtoniano de<br />
tipo pseudoplástico. Además, la viscosidad no es la misma en todos los puntos del canal, pues como en todo<br />
material pseudoplástico, la viscosidad disminuye al aumentar la velocidad de corte. Así, la viscosidad será menor<br />
cerca de la pared del barril, donde la velocidad de corte es mayor, y será mayor hacia el interior del canal, donde la<br />
velocidad de corte es menor.<br />
Finalmente, la velocidad del material en la pared del tornillo no es igual a cero. Si así fuera, esta capa de material en<br />
la pared del tornillo permanecería indefinidamente en el interior del extrusor y se degradaría, y esto no sucede. Por<br />
lo tanto, el material tiene que deslizarse en las superficies metálicas del tornillo y de la camisa. Este deslizamiento<br />
depende de la fricción entre el material y la superficie del tornillo y de la camisa.<br />
32
ev<br />
<br />
v R, y como : 2 N, N resulta : v 2 NR ND<br />
s<br />
<br />
<br />
Figura 6.1.2.- Detalle de la zona de dosificación. Flujo de arrastre en un tornillo de extrusión.<br />
El movimiento angular del elemento de material fundido y las dimensiones pueden expresarse como<br />
funciones del ángulo del hilo ,<br />
<br />
Vd<br />
DN<br />
cos<br />
,<br />
<br />
T Dtag ecos<br />
sustituyendo estos valores en la expresión (6.1.2) se tiene :<br />
Q 1 1 1<br />
d<br />
<br />
d<br />
cos cos cos<br />
2 THV <br />
2 H Dtag e DN <br />
2<br />
HDN Dtag e <br />
<br />
2<br />
Como el valor de e es pequeño en comparación con el paso del tornillo, se tiene que:<br />
1 2 1 2 2 2 1 2 2 1 2 2<br />
Qd<br />
HDN Dtagcos HD N tagcos D HNsen cos D HNsen2<br />
2 2 2 4<br />
es decir :<br />
1 2 2 1 2 2<br />
Qd<br />
D HNsen cos D HNsen2<br />
2 4<br />
(6.1.3)<br />
De la expresión (6.1.3) se deduce que el flujo de arrastre depende de:<br />
• Diámetro del tornillo al cuadrado D 2<br />
• Velocidad del tornillo N<br />
• Profundidad del canal H<br />
• Ángulo de hélice <br />
o sea, fundamentalmente, (volumen del canal) x (velocidad), con un factor de corrección debido al ángulo<br />
de hélice. El ángulo de hélice se fija de manera casi universal al ángulo ―cuadrado‖ de 17.66 º, o sea, una<br />
vuelta por longitud del diámetro del tornillo.<br />
33
6.2.- Flujo de presión.<br />
El siguiente paso es el de encontrar una expresión para el flujo de presión. Nuevamente, se observa un<br />
elemento finito de fluido en un canal entre placas paralelas y luego se aplica el resultado al canal de un<br />
extrusor. En la figura 6.2.1 se muestra el elemento de fluido viscoso en un gradiente de presión. Se<br />
supondrá que la anchura de las placas es grande en comparación con la separación entre ellas, de forma que<br />
el flujo se puede considerar unidireccional y la velocidad no dependerá de la anchura x.<br />
Figura 6.2.1.- Flujo de presión entre dos placas paralelas<br />
Considerando el equilibrio de un elemento ABCDA’B’C’D’ .Las fuerzas que actúan sobre el son:<br />
P<br />
<br />
F1 P dz 2ydx<br />
z<br />
<br />
, F2 P2ydx<br />
, 3<br />
F<br />
dzdx<br />
donde P es la presión y es la tensión cortante que actúa sobre el elemento de fluido a la distancia y del<br />
plano central.<br />
En flujo estacionario, las fuerzas están en equilibrio, con lo que:<br />
F F 2F<br />
1 2 3<br />
No existe fuerza cortante que se oponga al movimiento en los planos ABA’B’ y CDC’D’, ya que al no<br />
variar la velocidad en la dirección x no hay desplazamiento relativo de láminas de fluido en esa dirección.<br />
Sustituyendo los valores de las fuerzas se reduce a (supuesto que la presión varía en la dirección z<br />
únicamente):<br />
P<br />
<br />
P dz 2ydx P2ydx 2<br />
dzdx<br />
z<br />
<br />
de donde: dP dy<br />
dz<br />
(6.2.1)<br />
Si se supone que es un fluido newtoniano, entonces:<br />
Al substituir el valor de en la ecuación (6.2.1) se tiene:<br />
dV<br />
y <br />
dy<br />
dP<br />
y dz<br />
dV<br />
, dy<br />
dV 1 dP<br />
y<br />
dy dz , 1 dP<br />
dV ydy<br />
dz<br />
,<br />
34
Integrando para encontrar el valor de la velocidad V:<br />
V<br />
<br />
0<br />
dV<br />
1 dP<br />
<br />
dz<br />
y<br />
<br />
H<br />
2<br />
ydy<br />
de donde : V =<br />
1 dP y H<br />
<br />
dz 2 8<br />
2 2<br />
<br />
<br />
<br />
(6.2.2.)<br />
La variación del flujo volumétrico dQ está dada por:<br />
dQ = VTdy<br />
y al sustituir la ecuación (6.2.2) en la ecuación anterior e integrar para obtener el flujo de presión , Q p ,<br />
Q<br />
p<br />
2<br />
2<br />
H<br />
0<br />
2 2<br />
1 dP y H<br />
<br />
dz 2 8<br />
<br />
Tdy<br />
<br />
de donde:<br />
Q<br />
p<br />
1 dP<br />
TH<br />
12<br />
dz<br />
3<br />
(6.2.3)<br />
Ahora se puede usar esta expresión en el canal de un tornillo de un extrusor, teniendo en cuenta las<br />
siguientes expresiones:<br />
T<br />
Dtag cos<br />
(Asumiendo que e es pequeño comparado con el paso del tornillo )<br />
dL<br />
sen<br />
dz<br />
de donde :<br />
dP<br />
dz<br />
dP<br />
sen <br />
dL<br />
al sustituir estas expresiones en la ecuación (6.2.3) resulta :<br />
Q<br />
p<br />
3 2<br />
DH sen dP<br />
(6.2.4)<br />
12<br />
dL<br />
De la expresión (6.2.4) se deduce que el flujo de presión depende de<br />
• Las dimensiones del tornillo, al depender de la tercera potencia de la profundidad del canal<br />
• El gradiente de presión<br />
• La viscosidad del fluido.<br />
El flujo longitudinal del polímero fundido (de tipo helicoidal) puede considerarse como la suma<br />
de uno de cizallamiento puro entre dos planos paralelos (uno estático y otro móvil), que se ha<br />
anilizado en el apartado 6.1 (Flujo de arrastre) y un flujo de Poiseuille entre dos planos paralelos<br />
también, pero en sentido contrario, debido al gradiente de presiones (Flujo de presión) analizado en<br />
este apartado. Existen, además, otros dos flujos secundarios; uno de fuga por la holgura entre los<br />
filetes del tornillo y la carcasa, hacia atrás, debido también a la diferencia de presiones, que en los<br />
tornillos nuevos puede ser despreciable, y un cuarto, originado por la componente de la velocidad<br />
perpendicular al filete del tornillo v z que proporciona una homogeneización del material pero no<br />
contribuye al caudal neto de salida de la extrusora.<br />
En la figura 6.2.2 se muestran las distribuciones triangulares de avance y parabólica de retroceso entre<br />
los dos planos paralelos.<br />
Figura 6.2.2.- Distribuciones triangulares de avance y parabólica entre los dos planos paralelos.<br />
35
6.3.- Flujo de fuga.<br />
El flujo de fuga tiene lugar entre la parte superior de los rebordes del tornillo y la camisa como resultado de<br />
la presión de retroceso.<br />
Este tipo de flujo puede ser analizado como un flujo de presión entre planos paralelos con una separación<br />
una longitud ecosΦ y una anchura (D/cosΦ). (Figura 6.1.2).<br />
El flujo de fuga normalmente es pequeño en comparación con el flujo de arrastre y el flujo de presión y,<br />
por tanto, para la mayoría de los casos prácticos reales puede despreciarse al calcular el flujo total. Únicamente<br />
tiene significado práctico en máquinas desgastadas en las cuales se vuelve grande el espacio libre<br />
que hay entre el tornillo y la camisa.<br />
Puesto que se trata de un flujo de presión, la derivación de las fórmulas es similar a lo realizado en el<br />
apartado 6.2. Así, realizando las siguientes sustituciones en la expresión (6.2.3):<br />
h<br />
<br />
, T =<br />
T<br />
D<br />
<br />
cos <br />
,<br />
P<br />
Gradiente de presión <br />
e cos<br />
(Figura 6.3.1)<br />
se obtiene para el flujo de fuga, Q L ,<br />
Q<br />
L<br />
1 P<br />
D 3<br />
<br />
<br />
12<br />
e cos<br />
cos<br />
(6.3.1)<br />
Es más conveniente expresar el gradiente de presión en términos del gradiente (dP/dL). Esto puede<br />
realizarse considerando la vista desarrollada de los hilos del tornillo, tal y como se muestra en la figura<br />
6.3.1.<br />
Figura 6.3.1.- Desarrollo del tornillo.<br />
36
El flujo de fuga ocurre debido a la presión diferencial, P, existente a través de una sección tal como la<br />
CD. El incremento de presión desde A hasta B viene dado por:<br />
dP<br />
PAB<br />
Dtag<br />
dL<br />
Si el incremento de presión es lineal, entonces la presión diferencial que actúa en C perpendicularmente<br />
hacia A, a través de los rebordes será proporcional a la relación:<br />
<br />
<br />
<br />
D<br />
P AC AB BC<br />
Dtagsen<br />
<br />
cos <br />
2<br />
1<br />
sen cos<br />
2 <br />
P<br />
AB AB<br />
D<br />
AB<br />
cos <br />
<br />
por tanto,<br />
Sustituyendo el valor anterior en (6.3.1):<br />
2 dP<br />
P<br />
Dtag cos <br />
dL<br />
Q<br />
L<br />
2 2 3<br />
(6.3.2)<br />
D dP<br />
tag (6.3.3)<br />
12<br />
e dL<br />
A menudo se requiere el uso de un factor en la ecuación anterior que tenga en cuenta la excentricidad del<br />
tornillo dentro de la camisa. Normalmente, eso da lugar a un incremento del 20 % en el flujo de fuga.<br />
6.4.- Flujo total.<br />
Se puede encontrar fácilmente el flujo de salida total Q sumando las expresiones para el flujo de arrastre, el<br />
flujo de presión y el flujo de fuga.<br />
Q T = Q D + Q P - Q L<br />
y sustituyendo las expresiones halladas:<br />
3 2 2 2 3<br />
1 2 2<br />
DH sen dP D dP<br />
QT<br />
D HNsen cos tag (6.4.1)<br />
2 12<br />
dL 12e dL<br />
Para muchos casos prácticos se obtiene suficiente exactitud despreciando el término debido al flujo de fuga<br />
y además se puede considerar el gradiente de presión lineal, es decir<br />
dP P<br />
<br />
dL L<br />
, con lo que la ecuación<br />
(6.4.1) se transforma en:<br />
Q<br />
T<br />
3 2<br />
1 2 2<br />
DH sen dP<br />
D HNsen cos (6.4.2)<br />
2 12<br />
dL<br />
Esta es una expresión un poco compleja, la cual se simplifica para fines prácticos. Para un extrusor dado, L,<br />
D, H y son fijos, entonces se puede poner:<br />
donde.<br />
P P<br />
QT<br />
C1N C2 C4<br />
<br />
<br />
(6.4.3)<br />
C<br />
3 2<br />
1 2 2<br />
DH sen <br />
1<br />
D Hsen cos , C2<br />
y<br />
2<br />
12L<br />
C<br />
4<br />
2 2 3<br />
D <br />
tag<br />
12Le<br />
37
Las variables prácticas para la operación del extrusor son:<br />
• La velocidad del tornillo N<br />
• La presión frontal P<br />
• La viscosidad del material fundido.<br />
Hay dos situaciones a considerar (Puntos extremos de operación):<br />
1.- Descarga libre.<br />
En esta situación no existe presión acumulada (P = 0) al final del extrusor (Por ejemplo, que no hubiera<br />
placa rompedora o dado), con lo que la producción sería máxima:<br />
1 2 2<br />
Q QMAX<br />
D HNsen cos C1N<br />
2<br />
(6.4.4.)<br />
2.- Presión al final de la máquina de extrusión lo suficientemente grande como para que no exista salida de<br />
material ( Q = 0).<br />
Entonces igualando el flujo de arrastre al de presión se deduce:<br />
<br />
2 2<br />
1 D NHsencos<br />
2<br />
C1 N 6NDL<br />
P PMAX<br />
<br />
3 2<br />
C<br />
2<br />
DH sen <br />
2 H tag<br />
12<br />
L<br />
(6.4.5)<br />
La curva característica del extrusor en la zona de dosificación (Representación gráfica del flujo, Q, en<br />
función de la presión, P) se muestra en la figura 6.4.1.<br />
Figura 6.4.1.- Curva característica de un extrusor.<br />
En ella se muestran los efectos de un incremento de la velocidad del tornillo, N, y de la viscosidad del<br />
material a procesar. En ambos casos se produce un aumento de la salida (capacidad) del tornillo, para una<br />
presión de operación dada.<br />
Para una línea característica escarpada, el sistema es sensible a cambios de presión, un pequeño incremento<br />
en la presión frontal disminuye abruptamente la producción. Para una línea característica plana, la<br />
producción no se modifica de manera marcada si cambia la presión.<br />
El punto de operación de una máquina de extrusión depende tanto de las características del tornillo como<br />
del dado, las cuales son opuestas. Así, el tornillo tiene una capacidad (caudal de salida) alta si la presión a<br />
la salida es baja, mientras que, la capacidad del dado aumenta al hacerlo la presión a su entrada, que se<br />
corresponde con la de salida del tornillo.<br />
38
6.5.- Análisis del dado.<br />
Se requiere una presión para que trabaje el dado que se encuentra en el extremo de salida del extrusor, es<br />
necesaria la presión simplemente para forzar el paso del material fundido a través del dado. La<br />
característica del dado es, por lo tanto, opuesta en forma y la producción máxima se deberá a una presión<br />
máxima.<br />
La salida de dados individuales depende, obviamente, de sus formas. En general:<br />
en donde K es el factor que depende de la forma. Para dados capilares cilíndricos<br />
Q = KP (6.5.1)<br />
Para un capilar simple (dado cilíndrico) y suponiendo el fluido newtoniano el caudal de salida del dado<br />
depende de la presión, como sigue:<br />
4 4<br />
R dP <br />
8<br />
R P<br />
Q<br />
8<br />
KP<br />
dz L<br />
D<br />
( ya que<br />
dP<br />
dz<br />
es negativo) (6.5.2)<br />
donde<br />
L D<br />
es la longitud del dado y R su radio.<br />
La expresión (6.5.2) puede escribirse en la forma:<br />
Q <br />
P<br />
C3<br />
<br />
(6.5.3)<br />
Expresiones similares pueden deducirse para otras geometrías del dado. La tabla 6.5.1 presenta la ecuación<br />
característica del dado, tanto para fluidos newtonianos como para fluidos de la ley de la potencia. Se<br />
presentan los casos simples para los casos en que el dado tiene un conducto circular, un conducto rectangular<br />
(rendija) y un conducto anular.<br />
Tabla 6.5.1.- Ecuaciones características del dado.<br />
39
6.6.- Punto de operación.<br />
La ecuación (6.5.2) puede dibujarse en el mismo gráfico representativo de las características del tornillo,<br />
obteniéndose la representación de la figura 6.6.1.<br />
Figura 6.6.1.- Características del extrusor y del dado. Punto de operación.<br />
La intersección de las dos líneas rectas representativas de las características del tornillo y del dado, nos da<br />
el punto de operación de la máquina extrusora y es donde se hallan las condiciones óptimas de<br />
funcionamiento del extrusor.<br />
La presión en el punto de operación viene dada por:<br />
de donde :<br />
3 2<br />
4<br />
1 2 2<br />
DH sen P R P<br />
Q D Hsen cos (6.6.1)<br />
2 12<br />
L 8<br />
LD<br />
P<br />
OP<br />
<br />
<br />
<br />
2<br />
<br />
2D NHsencos<br />
<br />
<br />
<br />
4 3 2<br />
R DH sen <br />
<br />
<br />
2LD<br />
2L<br />
<br />
(6.6.2)<br />
La gráfica de la figura 6.6.1 es muy útil, ya que nos permite analizar el efecto que producen los cambios de<br />
los valores de los parámetros. Las posiciones de las líneas de la gráfica se modifican por cambios en las<br />
condiciones de operación.<br />
Un aumento en la viscosidad tiene un efecto opuesto sobre el caudal de salida del tornillo y del dado,<br />
incrementa el del tornillo y disminuye el del dado. Lo mismo ocurre con la presión.<br />
Un incremento en la velocidad del tornillo, N, moverá la línea característica del tornillo hacia arriba. Lo<br />
mismo ocurre con la curva característica del dado al aumentar su radio (aumenta su pendiente). El ambos<br />
casos la capacidad de producción de la máquina extrusora aumentará.<br />
40
Las ecuaciones (6.4.3) y (6.5.2) conjuntamente con la figura 6.6.1 muestran como los parámetros del<br />
tornillo y del dado afectan a las curvas características y, por consiguiente, a la capacidad de producción de<br />
la máquina de extrusión.<br />
En la práctica se usan diferentes acoplamientos de tornillo y dado (figura 6.6.2). Los puntos de intersección<br />
muestran que al usar un dado abierto, se obtendrían los mejores resultados con un tornillo de canal profundo,<br />
mientras que si se utiliza un dado restringido, lo mejor sería un canal de poca profundidad.<br />
Figura 6.6.2.- Diferentes acoplamientos de líneas características de tornillo y dado.<br />
En la figura 6.6.3 se muestran esquemáticamente algunas características de salida. Nótese que en el<br />
ejemplo práctico de la figura 6.6.3, las líneas características del dado tienen curvatura. Este incremento en<br />
la producción significa un incremento en la rapidez cortante y, por tanto, una disminución en la viscosidad<br />
aparente.<br />
Figura 6.6.3.- Características de salida para un extrusor de 60 mm , tornillo corto de compresión,<br />
polietileno, índice de fluidez 0.5 y con tres características de dado.<br />
41
6.7.- Eficiencia volumétrica del extrusor.<br />
La salida ideal del tornillo se obtiene cuando el material plástico se mueve a lo largo del tornillo en la<br />
dirección axial sin que exista rotación. En este caso, la velocidad axial, V a , del material es:<br />
V ( Paso de la hélice)( Velocidad del tornillo)<br />
DtagN<br />
a<br />
De la figura 6.1.2 se deduce que la componente de la velocidad paralela a los rebordes del tornillo, V d ,<br />
viene dada por:<br />
de tal manera que la salida ideal, Q IDEAL , es:<br />
V<br />
d<br />
Va<br />
DNtag<br />
<br />
sen<br />
sen<br />
<br />
( )( ) DNtag<br />
QIDEAL<br />
Vd<br />
Sección transversal del reborde del tornillo DHtag <br />
sen<br />
cos<br />
y operando :<br />
QIDEAL<br />
2 2<br />
<br />
D HNtag<br />
(6.7.1)<br />
La eficiencia volumétrica del tornillo puede expresarse como:<br />
E<br />
V<br />
QMAX<br />
1 cos<br />
2<br />
<br />
Q 2<br />
IDEAL<br />
(6.7.2)<br />
Se observa que la eficiencia volumétrica solamente depende del ángulo de la hélice y para los casos más<br />
normales de tornillos con el paso igual al diámetro, = 17 º 40´, la eficiencia volumétrica es del 45.4 %.<br />
Si se hace 10º más escarpado, la eficiencia sube sólo a un 48.5%, y disminuye la capacidad de tener una<br />
presión frontal útil en el dado. A valores más altos de Φ, la eficiencia cae drásticamente. La decisión<br />
general fue la de adoptar un ángulo cuadrado intermedio (Figura 6.7.1).<br />
Figura 6.7.1.- Angulo de hélice escarpado contra el de poca profundidad. El ángulo escarpado resiste al flujo<br />
de presión de retroceso y el ángulo de poca profundidad proporciona una ruta menos tortuosa<br />
al flujo de arrastre.<br />
42
Sin embargo, Rauwendaal demostró que el ángulo de hélice óptimo para transportar material fundido<br />
depende del índice de comportamiento del flujo para un fluido que sigue la ley potencial.<br />
1 1 <br />
n<br />
2<br />
n <br />
sen( opt<br />
) w <br />
2n<br />
2 4n<br />
<br />
(6.8.3)<br />
donde w <br />
es el ancho reducido del hilo, que viene dado por:<br />
<br />
<br />
w<br />
pw<br />
D<br />
siendo p el número de hilos, w es el ancho perpendicular del hilo y D es el diámetro exterior del tornillo.<br />
Si se usa esta expresión para determinar el ángulo de hélice en uno o dos ejemplos, se hallan valores muy<br />
diferentes del valor del ángulo cuadrado de 17.66º. En la tabla 6.7.1 se usan los valores de n para cierto<br />
número de polímeros para encontrar Φ ópt . Se usan tres valores de<br />
0.1 y 0.2.<br />
<br />
w<br />
= 0 (o sea, se ignora el ancho del hilo),<br />
Esto ilustra la forma empírica en la cual se creó el diseño del procedimiento. Si se ignora el ancho del hilo,<br />
muchos polímeros de marcado comportamiento no newtoniano se aproximan al valor del ángulo cuadrado<br />
de casi 18º. La experiencia con los primeros polímeros reflejaría empíricamente este hecho.<br />
Tabla 6.7.1.- Angulo de hélice óptimo e índice de comportamiento del flujo<br />
Hay un nuevo tipo de tornillo para mejorar la producción del polietileno lineal de baja densidad que se<br />
conoce, por lo común, como el ―tornillo LL‖. Tiene un ángulo de hélice en la sección de dosificación de<br />
27.5º e hilo corto. Estos factores conducen a un ahorro de energía del 35 al 40 % para una producción<br />
determinada.<br />
Los datos de la tabla 6.7.1 sugieren que el ángulo de hélice del ―tornillo LL‖ debe ser más productivo con<br />
otros polímeros también. Hay obstáculos importantes para que estas modificaciones de diseño se vuelvan<br />
comunes, debido principalmente al alto valor del capital del equipo, pero parece poco probable que en el<br />
futuro se tendrá un punto de vista más imaginativo sobre las características geométricas del tornillo,<br />
especialmente con respecto al ángulo de hélice.<br />
43
6.8.- Potencia requerida.<br />
La potencia suministrada al tornillo se usa para transportar el material plástico a lo largo de la camisa y<br />
para comprimirlo y torsionarlo. Puede ser estimada considerando la tensión cortante sobre el material<br />
fundido en la pared de la camisa y el área de contacto. La potencia requerida viene dada por:<br />
Potencia ( Velocidad periférica)( Fuerza periférica) VPF<br />
P<br />
De las figuras 6.1.2 y 6.3.1 se deduce:<br />
pero como :<br />
s<br />
VP<br />
ND<br />
y<br />
F ACdz Dsendz <br />
DdL<br />
F<br />
P<br />
Fs<br />
<br />
cos<br />
(6.8.1)<br />
(6.8.2)<br />
donde es la tensión de corte, que en el caso de fluidos newtonianos viene dada por<br />
Teniendo en cuenta las ecuaciones (6.8.1) y (6.8.2) la potencia , dE , viene dada por :<br />
donde<br />
dV<br />
dy<br />
dV 2 2<br />
dE D NdL<br />
dy<br />
dV<br />
<br />
dy<br />
.<br />
(6.8.3)<br />
es la velocidad de corte en la pared del camisa. La expresión (6.9.3) puede integrarse desde 0<br />
a L para obtener la potencia total requerida, E, es decir :<br />
6.9.- Influencia de las propiedades del polímero.<br />
2 2 dV<br />
E D N<br />
dL<br />
dy<br />
L<br />
0<br />
(6.8.4)<br />
La expresión que nos da el flujo total para la salida de un extrusor es una simplificación. Los dos factores<br />
importantes que faltan son:<br />
(a).-Las propiedades reológicas para los fluidos no newtonianos de la mayoría de los polímeros fundidos y<br />
(b).- Sus propiedades de fricción.<br />
El material no avanza a menos que haya fuerzas de fricción. La importancia del arrastre debido a la fricción<br />
en la pared de la camisa puede valorarse al comparar con el apriete de un tornillo con una tuerca. La tuerca<br />
debe mantenerse ajustada o el tornillo quedará flojo.<br />
De la misma manera, el arrastre por fricción evita que el material fundido gire simplemente junto con el<br />
tornillo. Sin embargo, a diferencia de la tuerca que sujeta firmemente, la fuerza de fricción es variable,<br />
depende del tipo de polímero y de las condiciones.<br />
Cuánta más fricción haya, menor será la tendencia a girar con el tornillo, de aquí la creación de tornillos<br />
más largos en los últimos años. Estos tornillos tienen mayor área de superficie de la camisa y generan una<br />
mayor fuerza de fricción total.<br />
A continuación, consideremos un poco más detalladamente la expresión general para el flujo de arrastre<br />
que se determinó anteriormente. Esta se basó en cierto número de suposiciones que la simplificaron<br />
44
• El material fundido se comporta como un fluido newtoniano, por lo tanto, la viscosidad es la misma en<br />
todos los puntos.<br />
•Existe un gradiente de velocidad que va desde cero en el tornillo hasta un valor máximo en la pared de la<br />
camisa.<br />
Estas suposiciones conducen al factor (1/2) de la ecuación del flujo de arrastre:<br />
Qd<br />
1 2 2<br />
D HNsen cos<br />
2<br />
(6.9.1)<br />
Pero ahora se sabe que estos materiales son fluidos no newtonianos. Además, la velocidad no puede ser<br />
cero en el tornillo ya que significaría la presencia de una capa estancada que se degradaría. El material<br />
debe deslizarse sobre las superficies y las características de deslizamiento se representan mediante los<br />
coeficientes principales de fricción. Estos varían en un amplio intervalo para diferentes polímeros. Además,<br />
dependen mucho de la temperatura. La magnitud de esta variación se indica con unos valores ilustrativos<br />
en la tabla 6.9.1.<br />
Tabla 6.9.1.- Coeficientes de fricción de varios polímeros.<br />
La condición de flujo de arrastre se representa mejor si se reemplaza el factor (1/2) por uno más general, F,<br />
el cual incluye los comportamientos de fricción y viscoso del polímero, de tal modo que:<br />
2 2<br />
Q F<br />
D HNsen cos (6.9.2)<br />
d<br />
donde F sería un factor que depende de los coeficientes de fricción entre el material y las superficies metálicas del<br />
tornillo y de la camisa. El valor de F depende de la viscosidad y de la temperatura, y además se debe considerar que<br />
el factor F es diferente para cada material (Figura 6.9.1).<br />
En condiciones perfectas, este factor F será igual a (1/2), pero si por ejemplo la fricción entre el material y la<br />
camisa es muy baja y la fricción entre el material y el tornillo es muy grande, y además la viscosidad es baja,<br />
entonces este factor F puede llegar a ser igual a cero. Por lo tanto, el flujo de arrastre puede disminuir desde su valor<br />
máximo hasta cero.<br />
45
Bajo estas condiciones, el manejo eficiente del extrusor se hace muy difícil y para tener una producción<br />
suficiente, aun con un valor bajo de F, el tornillo debe girar a alta velocidad y tener un diámetro grande. Sin<br />
embargo, un tornillo de mayor diámetro girando a alta velocidad genera altas velocidades de corte, y en fluidos nonewtonianos<br />
la viscosidad disminuye al aumentar la velocidad de corte (velocidad de flujo).<br />
La ecuación del flujo de arrastre indica que se necesita un tornillo de diámetro grande (D alto) rotando a<br />
alta velocidad, N (N alta) para maximizar la salida, pero esto tiende a incrementar la velocidad de corte:<br />
DN<br />
<br />
H<br />
(6.9.3)<br />
lo cual disminuye la viscosidad incluso después y, por lo tanto, disminuye F. Un problema posterior es que<br />
el coeficiente de fricción depende de la temperatura, que es diferente para cada material y es un aspecto<br />
importante para facilitar el manejo de un extrusor.<br />
Por ejemplo, para el polietileno de baja densidad,<br />
a 100 ºC 1, y a 250 0 C 0.055.<br />
en consecuencia, se desliza bien contra la pared caliente del camisa. La fricción disminuye con la<br />
temperatura, al proporcionar una autorregulación del calor que se genera debido a la fricción. Este material<br />
se manufactura fácilmente en un extrusor de tornillos simple.<br />
Este comportamiento contrasta con el del cloruro de polivinilo no plastificado, que tiene el opuesto. Para el<br />
cloruro de polivinilo<br />
a 100 ºC 0.06, y a 150 ºC 1.<br />
Ahora la fricción necesaria para mantener la producción se excede fácilmente. Al elevarse la temperatura<br />
para obtener un material con fundido óptimo, aumenta la respuesta a la fricción y se produce<br />
sobrecalentamiento debido al calor generado por ésta y entonces se degrada fácilmente. El cloruro de<br />
polivinilo es un polímero de notable inestabilidad térmica, requiere sistemas de estabilización térmica<br />
bastante complejos como aditivos bajo buenas condiciones de manufactura. Por lo tanto, es un polímero<br />
difícil de trabajar en un extrusor de tornillo simple y se somete a extrusión con mayor frecuencia en<br />
máquinas de tornillos gemelos. En la figura 6.9.1 se comparan estos dos polímeros.<br />
<br />
Figura 6.9.1.- Comparación de las propiedades a la fricción del polietileno y del cloruro de polivinilo.<br />
Para disminuir el problema anterior se pueden utilizar algunos sistemas de enfriamiento en la camisa<br />
del extrusor con la finalidad de remover el exceso de calor producido por fricción. Esto hace que se<br />
mantenga la temperatura baja y la viscosidad relativamente alta, y esto alimenta a su vez el valor de F.<br />
46
7.- Extrusores de tornillos gemelos.<br />
El extrusor de tornillos simple posee deficiencias en ciertos usos. Entre las más importantes se halla la<br />
dificultad de someter a extrusión polímeros sensibles al calor como por ejemplo el cloruro de polivinilo,<br />
especialmente si las propiedades del polímero a la fricción agravan el problema. Para estos sectores de la<br />
industria de extrusión, las máquinas de tornillos gemelos tienen un mejor comportamiento.<br />
Uno de estos sectores, que tuvo un crecimiento espectacular en los últimos años, es el de la extrusión de<br />
marcos de ventana y productos relacionados, por ejemplo, marcos para puertas de patio, puertas de casas,<br />
etc., que se hacen con cloruro de polivinilo no plastificado o rígido. Estos perfiles se extruyen, usualmente,<br />
de manera directa a partir de mezclas de polvos, las cuales son muy difíciles de trabajar en extrusión<br />
común y el éxito de esta industria depende mucho del uso de máquinas de tornillos gemelos. Por otro lado,<br />
el cloruro de polivinilo recompuesto y en esferas de material aglomerado se transforma fácilmente en<br />
máquinas de tornillo simple.<br />
Así, en los últimos años hay cierta tendencia a un mayor uso de las máquinas extrusoras que tienen dos<br />
tornillos en el interior de la camisa. Estas máquinas permiten un rango de posibilidades más amplio en<br />
cuanto a:<br />
caudales de salida, eficiencia de mezclado, generación de calor, etc<br />
en comparación con las de tornillo simple.<br />
7.1.- Tipos de extrusores de tornillos gemelos.<br />
Aunque se usa el término ― tornillos gemelos ― para las máquinas extrusoras que tienen dos tornillos , estos<br />
no tienen porque ser idénticos. Los extrusores de tornillos gemelos se dividen en corrotatorios y<br />
contrarrotatorios, como se puede ver en la figura 7.1, que muestra algunas de las posibilidades existentes.<br />
Como sus nombres indican, la diferencia se halla en si los dos tornillos giran en el mismo sentido o en<br />
opuesto, es decir ambos en el sentido horario o en el antihorario, o uno en cada sentido.<br />
La siguiente división se determina tomando en cuenta si los dos tornillos se entretejen uno con otro, Se<br />
describen como engranados o no engranados.<br />
En los tornillos que no engranan las hélices de uno no penetran en los canales del otro, es decir, la<br />
distancia entre los centros de los tornillos es igual a la suma de sus radios. Los tipos no engranados<br />
consisten principalmente en dos tornillos simples colocados uno al lado del otro y trabajan de manera<br />
similar a las máquinas de tornillo simple. No son verdaderos tornillos gemelos y se describen mejor como<br />
―tornillos dobles‖.<br />
En los tornillos que sí engranan, los tornillos están colocados uno al lado del otro, pero las hélices de uno sí<br />
penetran en los canales del otro, es decir, la distancia entre los centros de los tornillos es menor que la suma<br />
de sus radios<br />
47
Figura 7.1.- Diferentes tipos de tornillos gemelos.<br />
Considerando los extrusores con tornillos que sí engranan, la segunda subdivisión depende de la forma y<br />
tamaño de las hélices y canales de los tornillos:<br />
1.- Tornillos no conjugados, donde las hélices de un tornillo ajustan flojamente en los canales del otro y<br />
dejan un amplio claro (Figura 7.2.a).<br />
2.- Tornillos conjugados, donde las hélices de un tornillo ajustan perfectamente en los canales del otro y<br />
dejan un mínimo de claro (Figura 7.2.b).<br />
Considerando los extrusores con tornillos que sí engranan, la siguiente subdivisión depende de la dirección<br />
de rotación de los tornillos [esta diferencia casi no afecta cuando se tienen tornillos que no engranan]:<br />
1.- Tornillos corrotatorios, donde los dos tornillos giran en la misma dirección, ya sea ambos a favor o<br />
ambos en contra de la dirección de las manecillas del reloj (Figura 7.3.a).<br />
2.- Tornillos contrarrotatorios, donde los dos tornillos giran en dirección opuesta, uno a favor y otro en<br />
contra de la dirección de las manecillas del reloj (Figura 7.3.b).<br />
Dentro de los tipos engranados, hay una ulterior subdivisión en máquinas con tornillos conjugados y no<br />
conjugados (figura 7.2), que depende de si los hilos engranados ocupan totalmente los canales del área<br />
engranada. En una configuración del tornillo no conjugada los rebordes tienen una pérdida de ajuste, lo que<br />
da lugar a que exista un amplio espacio para el material entre ellos.<br />
48
Figura 7.2.- Tipos de máquinas extrusoras con tornillos que si engranan.<br />
(a)<br />
(b)<br />
Figura 7.3.- Tipos de máquinas extrusoras con tornillos que no engranan.<br />
En la tabla 7.1 se comparan las características de los tornillos simples con los tipos principales de tornillos<br />
gemelos.<br />
Tabla 7.1.- Comparación las características de los tornillos simples con los tornillos gemelos<br />
49
7.2.- Principios de operación.<br />
La acción de los extrusores de tornillos gemelos no está tan estudiada como en el caso de sus análogos de<br />
tornillo simple.<br />
Los extrusores con tornillos que no engranan operan de manera muy similar a los extrusores de tornillo simple,<br />
y es el coeficiente de fricción entre el material y las superficies de metal el principal factor en el control del<br />
proceso de extrusión. Si no hay fricción, no hay extrusión.<br />
Los extrusores con tornillos que sí engranan operan de manera diferente. En éstos existe una verdadera<br />
interacción de las hélices de un tornillo sobre el material contenido en el canal del otro tornillo, siendo dicha<br />
acción lo que hace diferente a este tipo de extrusor de cualquier otro.<br />
La sola presencia de las hélices del tornillo en el canal de otro limita el movimiento rotacional del material<br />
alrededor del tornillo, de manera que se obtiene movimiento hacia adelante en mayor grado. Cuando además de<br />
engranar los tornillos son conjugados, se impide totalmente el movimiento rotacional del material alrededor del<br />
tornillo y el material es forzado a desplazarse hacia adelante a lo largo del barril. Esta acción de bombeo es<br />
positiva (bombas de desplazamiento positivo) y no depende de las condiciones de operación, tales como tipo de<br />
material, temperatura y presión, sino solamente de la geometría de la máquina y de la velocidad de<br />
rotación de los tornillos. [En este caso (tornillos conjugados) la relación L/D no es de importancia<br />
significativa para la propulsión del material hacia delante y, por eso, no hay una zona de<br />
dosificacióbn larga.]<br />
La longitud debe ser suficiente para una fusión apropiada del polímero. También debido a la acción de<br />
bombeo positivo, la velocidad de alimentación no es importante para mantener una presión de salida.<br />
Los extrusores de tornillos gemelos actúan como bombas de desplazamiento positivo que dependen poco<br />
de la fricción, y ésta es la razón principal de que fueran seleccionados para trabajar con materiales sensibles<br />
al calor. El transporte no es por flujo de arrastre; esto permite un buen control de la velocidad de corte y. en<br />
consecuencia, de la temperatura, lo cual es especialmente importante con polímeros como el cloruro de<br />
polivinilo.<br />
Sin embargo, como los extrusores de doble tornillo son por lo general alimentados por mecanismos<br />
dosificadores, entonces el flujo de salida estará limitado por el flujo de alimentación más que por la<br />
velocidad de rotación de los tornillos.<br />
Como la velocidad de flujo es también independiente de la fricción, las variaciones en temperatura -<br />
aunque afectan el coeficiente de fricción- no influyen en la velocidad de flujo del extrusor de doble<br />
tornillo.<br />
El punto más importante de un extrusor de doble tornillo es aquel donde los tornillos engranan.<br />
Consideremos dos tornillos que engranan completamente, como se muestra en la figura 7.2.1, donde el<br />
diámetro externo de cada tornillo es D y el diámetro de la raíz de cada tornillo es D i . Los ejes de los<br />
tornillos están separados por una distancia 1, ligeramente mayor que D/2. La profundidad de engranaje<br />
es en este caso igual a h, es decir, igual a la profundidad de los canales.<br />
50
Figura 7.2.1.- Tornillos que engranan completamente.<br />
En el caso de tornillos contrarrotatorios que sí engranan, las hélices de uno deben pasar libremente dentro<br />
de los canales del otro. Al girar la hélice de un tornillo, ésta deberá permanecer siempre centrada en el<br />
canal del otro tornillo, y esta hélice podrá ser tan delgada como sea mecánicamente posible o tan<br />
gruesa como el mismo ancho del canal.<br />
Cuando las hélices son tan gruesas como el ancho del canal, es decir, cuando los tornillos son<br />
perfectamente conjugados, el material permanece encerrado en cámaras en forma de "C" alrededor de<br />
cada tornillo, aumentando así la acción de bombeo, pero disminuyendo drásticamente el mezclado. A<br />
medida que los tornillos giran, el material es empujado hacia adelante sin mezclarse con el material<br />
contenido en las otras cámaras del canal.<br />
Sin embargo, dentro de cada cámara en forma de "C" el material es arrastrado circunferencialmente por<br />
la rotación de los tornillos hacia el punto donde engranan los mismos tornillos. En este punto el<br />
material es forzado a pasar entre los claros que existen en la región de engrane, pasando de la parte<br />
superior a la parte inferior de los tornillos (o de la parte inferior a la parte superior, dependiendo del sentido<br />
de rotación de cada tornillo), creando en este punto una zona de alta presión y alto esfuerzo. [Uno<br />
de los efectos de esa alta presión es tratar de separar los tornillos, presionando cada uno hacia la<br />
correspondiente pared lateral, con el consiguiente desgaste de las hélices de los tornillos y de la pared<br />
lateral interna de la camisa.]<br />
Cuando las hélices son más delgadas que el ancho del canal (tornillos no conjugados o parcialmente<br />
conjugados), las hélices de un tornillo perturban minimamente el material que se encuentra en el canal<br />
del otro y se da el movimiento rotacional del material, disminuyendo al mismo tiempo la acción de<br />
bombeo positivo.<br />
Así, en la selección de un extrusor doble tornillo se hace un balance entre una conjugación perfecta,<br />
claros muy pequeños, acción de bombeo positiva, mínima acción de mezclado y alto esfuerzo de corte<br />
por un lado, contra una conjugación menor, claros mayores, menor acción de bombeo positiva, mayor<br />
acción de mezclado y menor esfuerzo de corte, por el otro lado.<br />
En el caso de tornillos corrotatorios que sí engranan, la situación es muy diferente. El material que<br />
fluye por el canal del tornillo 1 es barrido por la hélice del tornillo 2 y transportado hacia el(los)<br />
canal(es) adyacente(s) del tornillo 2. La transferencia de material desde un tornillo hacia el otro crea un<br />
movimiento rotatorio alrededor de los dos tornillos. Igualmente, entre más conjugado sea el perfil de los<br />
dos husilllos, mayor será la acción de propulsión hacia adelante.<br />
Los extrusores doble tornillo corrotatorios no tienden a acumular material en ningíut punto alrededor de<br />
los tornillos, y la presión es la misma en toda su superficie, no existiendo presión que empuje los<br />
tornillos hacia las paredes del barril. Por esta razón se pueden mantener tolerancias menores entre los<br />
51
tornillos y el barril, y entre los mismos tornillos. Esto significa que los extrusores doble tornillo<br />
corrotatorios pueden ser perfectamente conjugados sin temor a desgaste de los tornillos y el barril. Esto a<br />
su vez significa que las hélices de un tornillo barren y limpian el canal del otro tornillo, dando así una<br />
acción de autolimpieza.<br />
7.3.- Acción de los tornillos contrarrotatorios.<br />
Cuando los tornillos giran, los puntos que se hallan próximos uno a otro sobre los dos tornillos se<br />
mantienen así al moverse por la región engranada. El plano sobre el cual se mueven tiene una inclinación<br />
con respecto al tornillo igual al ángulo de paso, pero cada punto de cada tornillo se mueve sobre un plano<br />
que tiene la misma inclinación, así que no se produce interferencia. Esto significa que puede utilizarse<br />
cualquier diseño del hilo.<br />
Cuando los hilos de sección rectangular se hacen tan gruesos como sea posible, llenan el canal opuesto<br />
donde se engranan y, en ese caso, no dejan espacio entre los tornillos, o sea, están totalmente acoplados en<br />
el plano de los ejes de los tornillos. El polímero se encierra entonces en cámaras en forma de C que rodean<br />
cada tornillo, lo cual genera un bombeo positivo pero limita la mezcla El bombeo mueve el material hacia<br />
el extremo de salida como una tuerca sobre un tornillo.<br />
Aunque el arrastre no es importante para la salida, ocurre de todas maneras; el material se arrastra en la<br />
cámara en C hacia el punto de engranaje, en donde se produce una acción como de molienda. Esto causa un<br />
gran aumento en la presión conforme el material pasa exprimiéndose hacia los claros mecánicos al<br />
someterse a un esfuerzo de corte alto. Un efecto adverso de esta presión es que tiende a separar los tornillos<br />
y provoca el desgaste del tornillo y de la camisa.<br />
Los hilos pueden hacerse más delgados, de modo que sólo impiden parcialmente el comportamiento<br />
individual del tornillo, y aunque esto reduce el problema de la presión, también anula el efecto de tornillos<br />
gemelos, ya que no hay acoplamiento. Por eso, las secciones rectangulares del hilo no son muy<br />
satisfactorias.<br />
Los hilos de sección trapezoidal (Figura 7.3.1) son mejores. Permiten el acoplamiento en el plano de los<br />
ejes a la vez que dejan espacio para que el material se mueva entre los canales. Los hilos y los canales que<br />
tienen este diseño permiten la formación de la mezcla, tornillo a tornillo, pero en el plano de acoplamiento<br />
sigue el problema de la presión y alto esfuerzo de corte.<br />
Figura 7.3.1.- Perfil del canal e hilo trapezoidal.<br />
Los extrusores de este tipo común se conocen a menudo como contrarrotatorios de engranaje cerrado. En la<br />
práctica, tienen que establecerse condiciones entre el acoplamiento exacto con sus pequeños espacios libres<br />
y autolimpieza, y alguna reducción en este acoplamiento con mayores espacios libres para que disminuya<br />
el esfuerzo cortante y la presión. Estos factores sirven para calcular el volumen de producción de estas<br />
máquinas.<br />
52
7.4.- Funcionamiento de los tornillos corrotatorios .<br />
El funcionamiento de los tornillos corrotatorios es muy diferente al de las máquinas contrarrotatorias.<br />
Ahora, dos puntos de referencia adyacentes se separan al girar los tornillos, debido a que un hilo va<br />
adelante y el otro atrás. Es imposible usar los hilos rectangulares. Los más simples son el triangular y el<br />
trapezoidal (figura 7.4.1).<br />
Figura 7.4.1.- Tornillos corrotatorios trapezoidales engranados.<br />
Esta disposición tiene huecos que permiten la circulación del polímero entre los tornillos siguiendo un<br />
patrón en forma de ocho. Luego, cuando el material fundido llega al acoplamiento, no se muele. En este<br />
punto ambos tornillos se mueven en el mismo sentido, y resulta que puede transferirse el material hacia el<br />
tornillo opuesto en la trayectoria en forma de ocho. Esto reduce la eficiencia del bombeo positivo.<br />
Sin embargo, la fracción de material que interviene en el intercambio es bastante pequeña, con dos<br />
consecuencias importantes:<br />
a) la acción de bombeo positiva es muy buena, aunque menos efectiva que en el caso de los extrusores<br />
contrarrotatorios de engranaje cerrado<br />
b) hay un problema con la presión de separación entre los tornillos. Estas máquinas se conocen como<br />
extrusores corrotatorios de engranaje cerrado.<br />
Un diseño que se usa más es la configuración ―de autolimpieza‖, que es el extrusor corrotatorio cerrado con<br />
autolimpieza. En este caso, el perfil del hilo es sinusoidal, como la rosca de un tornillo (figura 7.4.2). Esta<br />
configuración se caracteriza por tener segmentos en forma de ocho muy grandes para permitir intercambio<br />
tornillo a tornillo. La mezcla aquí es bastante efectiva y prácticamente se elimina la presión entre los<br />
tornillos, lo cual permite altas velocidades de rotación. Sin embargo, la eficiencia de bombeo disminuye y<br />
estas máquinas no son muy adecuadas para la extrusión de perfiles. Se usan más como mezcladores.<br />
Figura 7.4.2.- Tornillos de autolimpieza sinusoidales.<br />
53
7.5.- Geometría.<br />
En el caso de extrusores de tornillo simple, es común utilizar el diámetro del tornillo para<br />
clasificarlos. Sin embargo, en el caso de extrusores de doble tornillo el diámetro del tornillo no es un<br />
factor importante para caracterizar el extrusor.<br />
El parámetro más importante es el intereje, o sea, la distancia de centro a centro de los tornillos<br />
(Figura 7.5.1).<br />
D = Diámetro externo del tornillo.<br />
D i = Diámetro de la raíz del tornillo.<br />
I = Intereje o distancia centro a centro de los tornillos.<br />
h = Profundidad del canal de los tornillos.<br />
Figura 7.5.1.- Parámetros geométricos de los tornillos gemelos.<br />
Una relación básica de un extrusor de doble tornillo es:<br />
D D<br />
I i<br />
, 2I D Di<br />
(7.5.1)<br />
2 2<br />
De la ecuación anterior se deduce:<br />
D i<br />
D<br />
h D I<br />
(7.5.2)<br />
2 2<br />
donde h representa la profundidad del canal del tornillo.<br />
El conocimiento en particular del intereje I da buena idea de las dimensiones características básicas<br />
de un extrusor de doble tornillo. Por ejemplo, un extrusor con un intereje de 7.5 cm debe tener unos<br />
tornillos cuyo diámetro externo más diámetro de la raíz suman 15 cm (ecuación 7.5.1). Así, el<br />
diámetro externo D debe ser de alrededor de 10 cm y el diámetro de raíz D de alrededor de 5 cm. La<br />
profundidad del canal debe ser entonces de alrededor de 2.5 cm (ecuación 7.5.2). Pero la sola<br />
distancia del intereje no es suficiente.<br />
Otro parámetro importante es el ángulo de las hélices del tornillo. Este es el ángulo que forma la<br />
hélice del tornillo con el plano perpendicular al eje del tornillo. Este ángulo determina la longitud<br />
de campo, esto es, la distancia (medida en dirección paralela al eje del tornillo), entre el principio de<br />
una cresta y el principio de la siguiente cresta de la hélice del tornillo.<br />
Los tornillos de los extrusores de doble tornillo tienen una longitud de campo P de alrededor de 1/2 del<br />
diámetro del tornillo. Así, el ángulo es de alrededor de 10° para la mayoría de los extrusores<br />
debdoble tornillo.<br />
54
En los extrusores de doble tornillo contrarrotatorios el material es transportado hacia adelante en<br />
cámaras cerradas en forma de "C". El volumen de estas cámaras de material en forma de " C " se calcula<br />
de la siguiente manera (Figura 7.5.2):<br />
Figura 7.5.2.- Cálculos geométricos<br />
El ángulo de engranaje está dado por:<br />
I<br />
cos 2<br />
D<br />
2<br />
I<br />
<br />
D<br />
(7.5.3)<br />
Además, la longitud de una cámara en forma de ―C‖ viene dada por:<br />
C D 2a<br />
(7.5.4)<br />
La distancia a se calcula a partir del segundo triángulo de la figura 7.5.2, obteniéndose:<br />
y como:<br />
a<br />
<br />
2 a<br />
sen<br />
<br />
2 D D<br />
2<br />
,<br />
2<br />
2 <br />
a<br />
sen <br />
2 D<br />
2<br />
(7.5.5)<br />
2 <br />
1<br />
sen 1cos<br />
<br />
2 2<br />
<br />
<br />
resulta:<br />
y considerando que:<br />
se obtiene:<br />
2 2<br />
1 a<br />
D<br />
1 cos<br />
2<br />
: 1 cos<br />
2 D<br />
2<br />
de donde a <br />
I<br />
cos y h D I<br />
D<br />
(7.5.6)<br />
Dh<br />
a o bien : 2a 2Dh<br />
(7.5.7)<br />
2<br />
55
Combinando las ecuaciones (7.5.4) y (7.5.7) se tiene:<br />
C D 2Dh<br />
(7.5.8)<br />
La figura 7.5.3 representa esquemáticamente lo que pudiera considerarse como el volumen de una<br />
cámara en forma de "C ".<br />
Figura 7.5.3.- Esquema del volumen de una cámara en forma de "C ".<br />
El área A será resultado de multiplicar el ancho del canal w por la profundidad del canal h. En este<br />
caso, para que los tornillos sean conjugados el canal debe tener el mismo tamaño y la misma forma<br />
que la hélice. La figura 7.5.4 muestra una representación geométrica de un tornillo (desenrollado) en<br />
un plano de dos dimensiones.<br />
Figura 7.5.4.- Representación geométrica de un tornillo (desenrollado) en un plano.<br />
56
De la figura 7.5.4 se tiene que:<br />
P<br />
tag<br />
<br />
D<br />
y por otro lado, cuando los tornillos son conjungados, es decir, cuando<br />
e<br />
(7.5.9)<br />
, se tiene:<br />
<br />
e 2<br />
cos<br />
(7.5.10)<br />
P P<br />
Combinando las expresions (7.5.9) y (7.5.10) se tiene:<br />
1<br />
2 Dsen<br />
Así, el volumen de una cámara en forma de "C" se obtiene al multiplicando<br />
1<br />
V hDsen D 2Dh<br />
2<br />
<br />
<br />
hC<br />
(7.5.11)<br />
, es decir:<br />
(7.5.12)<br />
En extrusores de doble tornillo corrotatorios el material es transportado hacia adelante en cámaras que se<br />
asemejan un número ocho acostado. La longitud o perímetro de esta cámara, que no es más que dos<br />
cámaras en forma de "C" unidas frente a frente, es dos veces la longitud de una cámara en forma de "C", es<br />
decir:<br />
<br />
L 2 D 2Dh<br />
<br />
(7.5.13)<br />
Igualmente, el volumen de la cámara en forma de ocho acostado se obtiene al multiplicar<br />
.<br />
V <br />
hDsen D 2Dh<br />
<br />
<br />
hL<br />
(7.5.14)<br />
, es decir:<br />
Otro parámetro importante es el espesor de la hélice "e". E n el cago de t o r n i l l o s<br />
c o n t r a r r o t a t o r i o s , la forma de la hélice puede variar; sin embargo, se puede mantener una perfecta<br />
conjugación siempre y cuando la hélice y el canal tengan la misma forma.<br />
Mientras se mantenga la conjugación no se cambia básicamente la forma de flujo del material a lo largo<br />
del extrusor. Sin embargo, una reducción en el espesor de la hélice sin el cambio correspondiente en el<br />
ancho del canal hace que se pierda conjugación y cambie el flujo del material. El material puede pasar<br />
ahora desde una cámara en forma de " C " hasta otra cámara adyacente en forma de "C " en el otro tornillo,<br />
aumentando grandemente la acción de mezclado, pero reduciendo a la vez la acción de bombeo hacia<br />
adelante. Esta disminución en el espesor de la hélice, con la consiguiente pérdida de conjugación, se<br />
encuentra comúnmente en la sección de mezclado de tornillos contrarrotatorios. En otras secciones del<br />
tornillo se mantiene una conjugación casi perfecta.<br />
El caso es muy similar cuando se trata de tornillos corrotatorios. Con tornillos perfectamente conjugados<br />
la acción de bombeo es excelente, pero la acción de mezclado es casi nula. Por el contrario, a medida que<br />
se pierde conjugación disminuye la acción de bombeo y se incrementa la acción de mezclado. [En<br />
cualquier extrusor doble tornillo se cuenta con una menor conjugación en las zonas de alimentación y de<br />
mezclado, y con una mayor conjugación en la zona de bombeo o dosificación.]<br />
57
Una diferencia importante entre tornillos corrotatorios y contrarrotatorios se da en la homogeneidad del<br />
extruido. En tornillos contrarrotatorios existen puntos de alto esfuerzo de corte en la zona de engrane entre<br />
los dos tornillos; sin embargo, sólo una pequeña parte del material pasa por esos puntos. Esto produce<br />
heterogeneidad en los procesos de plastificación y dispersión. Esto no sucede con los tornillos<br />
corrotatorios, y en consecuencia, éstos producen extruidos más homogéneos que los tornillos<br />
contrarrotatorios.<br />
7.6.- Producción en los extrusores de tornillos gemelos.<br />
El funcionamiento mecánico de los extrusores de tornillos gemelos es principalmente el de bombeo positivo.<br />
El flujo de arrastre, que depende de la viscosidad y del comportamiento del polímero al someterse a fricción,<br />
es sólo de menor importancia. Las ecuaciones que expresan su producción se obtienen, por tanto, de sus<br />
características geométricas, y no se encuentran términos de viscosidad, fricción o presión.<br />
En el caso de tornillos contrarrotatorios conjugados el material se mantiene encerrado en cámaras en<br />
forma de "C", y a medida que giran los tornillos el material es bombeado hacia adelante. Así, el máximo<br />
flujo posible en este tipo de extrusores será igual al producto de dos veces el volumen de una cámara en<br />
forma de "C" multiplicado por el número de canales diferentes de cada tornillo y por el número de<br />
revoluciones por unidad de tiempo del tornillo.<br />
Martelli obtuvo las expresiones para la producción y, principalmente, dependen de encontrar, para tornillos<br />
contrarrotatorios, el volumen de las cámaras en forma de C, y para los tornillos corrotatorios, el de los pasos<br />
en forma de ocho que hay entre los tornillos.<br />
Lo que resulta es:<br />
Para tornillos contrarrotatorios,<br />
Q <br />
hDsen D 2Dh N<br />
CON<br />
<br />
<br />
(7.6.1)<br />
Sin embargo, el flujo real será menor que el flujo calculado por esta ecuación, pues siempre existirá un flujo<br />
de pérdida a través de los claros entre la hélice y la camisa, similar al que ocurre en extrusores de tornillo<br />
simple.<br />
Experimentalmente se ha encontrado que la eficiencia de flujo en extrusores contrarrotatorios conjugados<br />
varía del 65 al 7 0 %, es decir, el flujo real será del 65 al 70 % del flujo calculado , o dicho<br />
de otra forma, el flujo de pérdida<br />
Q L<br />
Q REAL<br />
varía del 30 al 35 % del flujo calculado.<br />
Q CON<br />
El flujo<br />
Q CON<br />
bastante reducido.<br />
aumenta al aumentar N, sin embargo, también aumenta<br />
Q L<br />
. Así, el aumento de<br />
Q REAL<br />
es<br />
En el caso de tornillos corrotatorios conjugados, se hará uso del concepto de "tornillo equivalente". Este<br />
es un tornillo cuyo perímetro o circunferencia es de una longitud igual a la de la figura en forma de ocho<br />
acostado (dos "C") que forman las cámaras de flujo de los tornillos corrotatorios.<br />
Este perímetro es igual a:<br />
<br />
2 D<br />
2Dh<br />
<br />
y es también igual a<br />
equivalente. Así, igualando estos dos términos se obtiene:<br />
De<br />
, donde D e es el diámetro del tornillo<br />
<br />
2<br />
De<br />
D 2Dh<br />
(7.6.2)<br />
<br />
<br />
58
Si los tornillos corrotatorios giran a N rpm, el tornillo equivalente tendrá que girar a<br />
alcanzar la misma velocidad circunferencial, es decir,<br />
DN<br />
tendrá que ser igual a<br />
D N<br />
e<br />
e<br />
N e<br />
. Así:<br />
rpm para<br />
N<br />
e<br />
DN<br />
<br />
2 D 2Dh<br />
<br />
<br />
(7.6.3)<br />
El máximo flujo posible en este tipo de extrusores es igual al producto del área de paso del canal de los<br />
tornillos:<br />
1<br />
2 Dsen<br />
multiplicada por h,<br />
multiplicada por el perímetro o longitud del canal en forma de ocho acostado<br />
<br />
L 2 D 2Dh<br />
por cos y multiplicada finalmente por el número de revoluciones del tornillo equivalente (<br />
N e<br />
<br />
dividida<br />
), es decir:<br />
QCOC<br />
1 2 2<br />
D hNtag<br />
2<br />
(7.6.4)<br />
En tornillos corrotatorios existe también un flujo de pérdida. Experimentalmente se ha encontrado que la<br />
eficiencia de flujo en extrusores corrotatorios conjugados varía del 85 al 90 %, es decir, el flujo de<br />
pérdida Q L varía solamente del 10 al 15% del flujo calculado.<br />
Las expresiones (7.6.1) y (7.6.4) alcanzan el máximo a θ = 90. Dependen sólo de las dimensiones del tornillo<br />
y de N, su velocidad. Así, se pueden simplificar para compararlas con la expresión sencilla para máquinas de<br />
tornillos simples como sigue:<br />
Para una máquina de tornillo simple, Q = N - P<br />
Para una máquina de tornillos gemelos, Q c = N (contrarrotatorios)<br />
Q c = N (corrotatorios)<br />
en donde , , y son constantes de la máquina.<br />
En su forma más simple, la producción de una máquina de tornillos gemelos depende sólo de su velocidad.<br />
Pero estas expresiones simples necesitan una modificación para tomar en cuenta las ineficiencias. Como se<br />
vio en la descripción de la acción de tornillos gemelos conjugados, se debe permitir algunas ineficiencias en<br />
las condiciones de bombeo máximo y los problemas de presión lateral sobre los tornillos. También hay<br />
ineficiencias que se deben a los espacios libres normales de la máquina. Para considerar las ineficiencias de<br />
fuga puede substraerse una cantidad q:<br />
Q max = Q c – q<br />
Donde q es una fracción de Q c . Martelli cita los siguientes valores para q :<br />
Para tornillos contrarrotatorios,<br />
Para tornillos corrotatorios,<br />
q = 0.65 – 0.5 Q c<br />
q = 0.15 – 0.1 Q c<br />
59
Esto significa mayor eficiencia de bombeo para los tornillos contrarrotatorios. Sin embargo, y como se vio,<br />
los extrusores de tornillos corrotatorios con autolimpieza tienen bajas eficiencias de bombeo y los valores de<br />
Martelli parecerían aplicarse al tipo de hilo con sección trapezoidal que siguen el patrón de las máquinas<br />
corrotatorias de engranaje cerrado.<br />
Una consideración posterior es que, en el caso de tornillos gemelos, normalmente se trabaja con los tornillos<br />
parcialmente llenos. Q max se refiere a la condición de tornillos llenos, que se alimentan según la demanda. La<br />
alimentación controlada permite trabajar sin que los tornillos estén completamente llenos, lo cual es preferible<br />
ya que sólo depende del funcionamiento del bombeo del extrusor, con una mínima dependencia del esfuerzo<br />
de corte sobre el material fundido.<br />
Esta es la ventaja principal de estas máquinas para fabricar polímeros sensibles al calor. Bajo estas<br />
condiciones de operación, la producción real es Q y la relación<br />
Q<br />
Q<br />
max<br />
es la relación de llenado de la máquina.<br />
La máquina realizará el trabajo en la medida en que Q max exceda la producción necesaria. Cuando N (la<br />
velocidad de la máquina) se incrementa, Q c, se incrementa también, pero lo mismo sucede con q. Por tanto, Q<br />
se incrementa con la velocidad, aunque no linealmente.<br />
A partir de esta relación se concluye que los extrusores de tornillos gemelos son de acción compleja. Existen<br />
opiniones divergentes respecto a las ventajas respectivas de los diseños corrotatorio y contrarrotatorio y las<br />
diversas modificaciones de diseño que hicieron varios fabricantes. La mayoría de los fabricantes de perfiles<br />
para ventana de cloruro de polivinilo rígido y de tubería del mismo material usan extrusores contrarrotatorios,<br />
pero algunos prefieren los diseños corrotatorios. En teoría, la disposición corrotatoria es mejor en muchos<br />
aspectos, ya que evita la molienda en el acoplamiento y bien puede ser que en el futuro se prefiera esta<br />
disposición.<br />
Un punto importante es la diferencia en la velocidad de operación de los extrusores contrarrotatorios y<br />
corrotatorios. Los tornillos contrarrotatorios no pueden girar a alta velocidad por la tendencia de los<br />
tornillos a separarse uno del otro y presionar así contra la camisa, con el consiguiente desgaste. Así, al<br />
predecir la capacidad de flujo Q r en condiciones de operación, se debe considerar que los tornillos<br />
corrotatorios pueden operar a velocidades mayores que los tornillos contrarrotatorios.<br />
Por otro lado, se ha encontrado experimentalmente que la fusión se lleva a cabo más rápidamente en<br />
tornillos contrarrotatorios que en tornillos corrotatorios. Así, por ejemplo, si se requiere de una longitud<br />
de 15 cm de tornillos corrotatorios para alcanzar la fusión, bastará con 5 cm de tornillos contrarrotatorios<br />
para alcanzar el mismo grado de fusión (figura 7.6.1)<br />
Figura 7.6.1.- Fracción de material fundido en función de la longitud del tornillo.<br />
60
8.- Comportamiento elástico de polímeros fundidos. Hinchamiento del dado.<br />
Del mismo modo, que los polímeros sólidos exhiben un comportamiento viscoelástico, es decir recuperación<br />
elástica y flujo viscoso, los polímeros fundidos poseen propiedades elásticas que acompañan al<br />
comportamiento viscoso. Durante el flujo cuando el fundido esta sujeto a tensiones de corte y tracción tienen<br />
la capacidad de almacenar energía de deformación y cuando se liberan las tensiones, dicha deformación se<br />
recupera.<br />
El grado de la deformación recuperable depende del nivel de tensión y de las propiedades elásticas del<br />
fundido, según las relaciones:<br />
Deformación recuperable de corte: = G<br />
<br />
Deformación recuperable de tensión: =<br />
Los valores de las propiedades elásticas, modulo de corte, G, y modulo de elasticidad, E, usualmente se<br />
incluyen dentro de los datos de flujo suministrados por los fabricantes de polímeros.<br />
Un buen ejemplo de recuperación elástica es el hinchamiento que tiene lugar después de la extrusión. Así, las<br />
dimensiones del producto extruido son más grandes que las del dado, lo cual puede presentar problemas si<br />
tales dimensiones son críticas. En estas circunstancias es necesario tener conocimiento de la cantidad de<br />
hinchamiento que se va a producir, con el objeto de diseñar el dado.<br />
Si el dado es de sección transversal no uniforme, por ejemplo convergente, entonces habrá deformación<br />
recuperable, tanto de corte como de tensión. Pero si el dado es de sección transversal uniforme y es largo en<br />
relación con sus dimensiones transversales, entonces solamente la tensión de corte contribuye al hinchamiento<br />
del producto a la salida del dado, ya que cualquier tensión de tracción desarrollada a la entrada del dado tiene<br />
el tiempo suficiente para relajarse. Lo contrario ocurre cuando la longitud del dado es muy pequeña.<br />
Para analizar el fenómeno del hinchamiento después de la extrusión se define la relación de hinchamiento, B,<br />
como sigue:<br />
Dimensiones del extrusionado<br />
B <br />
Dimensiones del dado<br />
<br />
E<br />
61
8.1.- Relación de hinchamiento debido a la tensión de corte.<br />
(a).- Capilar largo.<br />
En la figura 8.1.1 se muestra un elemento anular ABCD de fluido de radio r y espesor dr sometido a tensión<br />
de corte dentro del capilar. Cuando el elemento de fluido emerge del dado se recuperará y tomará la forma<br />
A’B’C’D’.<br />
Figura 8.1.1.- Hinchamiento en el dado debido a la tensión cortante. Polímero emergiendo de un dado largo.<br />
Si la deformación por corte a la distancia r del eje del capilar es<br />
además:<br />
<br />
<br />
r<br />
, entonces:<br />
1 1<br />
2 2 2 2 2<br />
ED<br />
r<br />
tag<br />
<br />
AE<br />
Area.. del.. extruido 2 rdr ' AD AE ED ED <br />
1 1<br />
<br />
Area.. inicial.. del.. anillo 2<br />
rdr AE AE <br />
AE <br />
De la definición de relación de hinchamiento y usando los subíndices S y R para representar hinchamiento por<br />
corte y dirección radial respectivamente, entonces:<br />
B<br />
Area.. del.. anillo..<br />
hinchado<br />
Area.. del..<br />
capilar<br />
2 0<br />
SR<br />
<br />
<br />
R<br />
<br />
1<br />
r<br />
0<br />
2 2<br />
1 2rdr<br />
R<br />
<br />
2<br />
rdr<br />
Asumiendo que la deformación por corte, r , varia linealmente con la distancia r, entonces : r R<br />
donde R es la deformación por corte en la pared.<br />
e integrando:<br />
B<br />
2<br />
SR<br />
<br />
R<br />
<br />
0<br />
2<br />
r 2<br />
<br />
<br />
1<br />
2<br />
2 R<br />
rdr<br />
R <br />
<br />
2<br />
R<br />
<br />
1<br />
2 2<br />
r<br />
r<br />
<br />
R<br />
62
1<br />
2<br />
3 2<br />
2 2 3<br />
<br />
( 1 )<br />
3 R R R <br />
<br />
<br />
B SR <br />
<br />
<br />
<br />
(8.1.1)<br />
(b).- Canal rectangular largo.<br />
Cuando un polímero fundido emerge de un dado de sección rectangular (Anchura T y altura H) existirá un<br />
hinchamiento tanto en anchura como en altura. Haciendo un análisis similar al del apartado anterior se pueden<br />
deducir las expresiones para la relación de hinchamiento en ambas direcciones. Las ecuaciones que resultan<br />
son:<br />
B<br />
ST<br />
1<br />
2<br />
2<br />
1 2<br />
1<br />
2<br />
1<br />
Ln<br />
1<br />
<br />
R<br />
2<br />
R<br />
<br />
R<br />
R<br />
1<br />
2<br />
<br />
<br />
<br />
1<br />
3<br />
(8.1.2)<br />
B<br />
SH<br />
B<br />
2<br />
ST<br />
(8.1.3)<br />
Las ecuaciones (8.1.1, (8.1.2) y (8.1.3) son engorrosas de manejar, por lo que las relaciones entre la relación<br />
de hinchamiento y la deformación cortante recuperable se han representado gráficamente como se muestra en<br />
la figura 8.1.2.<br />
Figura 8.1.2.- Variación de la relación de hinchamiento con la deformación cortante recuperable para<br />
capilares y dados<br />
63
8.2.- Relación de hinchamiento debido a la tensión de tracción.<br />
(a).- Capilar corto.<br />
En la figura 8.2.1 se muestra un elemento anular ABCD de fluido de radio r y espesor dr sometido a<br />
esfuerzos de tensión dentro del capilar. Cuando el elemento de fluido emerge del dado se recuperará y<br />
tomará la forma A’B’C’D’.<br />
La deformación verdadera a tensión, R , en el elemento anterior viene dada por :<br />
R = Ln(1 + )<br />
donde es la deformación nominal (Extensión / Longitud original).<br />
Figura 8.2.1.- Hinchamiento en el dado debido a la tracción Fundido de polímero emergiendo de un dado<br />
corto.<br />
Entonces:<br />
de donde:<br />
dr<br />
' dr <br />
R = Ln 1 <br />
dr o bien:<br />
<br />
R<br />
( e 1) dr dr dr '<br />
dr ' dr <br />
R<br />
e 1 <br />
dr <br />
Por otra parte:<br />
Area del extruido 2 rdr ' dr ' ( e 1)<br />
dr dr<br />
e<br />
Area del anillo original 2<br />
rdr dr dr<br />
<br />
R<br />
<br />
R<br />
64
De la definición de relación de hinchamiento y usando el subíndice E para representar hinchamiento por<br />
tensión, entonces:<br />
luego:<br />
B<br />
Area del extrusionado hinchado<br />
Area del capilar<br />
2 0<br />
ER<br />
<br />
<br />
R<br />
BER<br />
<br />
R<br />
1<br />
( e ) 2<br />
R<br />
<br />
2<br />
re<br />
<br />
0<br />
<br />
R<br />
2<br />
rdr<br />
dr<br />
(8.2.1)<br />
(b).- Canal rectangular corto.<br />
Mediante un análisis se puede mostrar que para una abertura estrecha y corta las relaciones de hinchamiento<br />
en las direcciones de la anchura (T) y del espesor (H) vienen dadas por:<br />
BET<br />
BEH<br />
<br />
R<br />
1<br />
( e ) 4<br />
<br />
R<br />
1<br />
( e ) 2<br />
(8.2.2)<br />
(8.2.3)<br />
Aunque las expresiones anteriores para el caso de esfuerzos de tensión son menos complicadas de usar que las<br />
de los esfuerzos de corte, también es conveniente expresar las relaciones gráficamente como se muestra en la<br />
figura 8.2.2.<br />
Figura 8.2.2.- Variación de la relación de hinchamiento con respecto a la deformación recuperable por<br />
tensión para capilares y dados cortos.<br />
65
9.- Tiempos de residencia y de relajación.<br />
(a).- Tiempo de residencia.<br />
El tiempo de residencia se refiere al tiempo que tarda el polímero en pasar a través del dado o sección del<br />
canal. Matemáticamente viene dado por la relación:<br />
Tiempo de residencia (t R ) = Volumen del canal/Caudal volumétrico.<br />
Para los casos analizados anteriormente los tiempos de residencia son:<br />
Fluido newtoniano:<br />
Sección transversal circular: t R =<br />
2<br />
8<br />
L<br />
2<br />
PR<br />
Fluido no newtoniano (Ley potencial):<br />
(b).- Tiempo de relajación (o natural).<br />
12<br />
L<br />
Sección transversal rectangular: t R =<br />
2<br />
PH<br />
Sección transversal circular: t R =<br />
Sección transversal rectangular: t R =<br />
3n1<br />
L<br />
<br />
n1<br />
V<br />
0<br />
3n1<br />
L<br />
<br />
n1<br />
V<br />
Este tiempo definido cuando se estudio la viscoelasticidad y que es el cociente entre la viscosidad y el modulo<br />
elástico, es decir:<br />
<br />
<br />
E<br />
se usa para darnos una indicación de si es predominante la respuesta elástica o viscosa durante el flujo de un<br />
polímero fundido.<br />
10.- Defectos de extrusión.<br />
Quebradura de superficie<br />
Cuando hay grietas en la superficie de extrusión. Esto se debe a la temperatura de extrusión, fricción, o<br />
velocidad muy alta. Esto puede pasar también a bajas temperaturas, si el producto temporalmente se<br />
pega al troquel.<br />
Defecto de tubo<br />
Se crea una estructura de flujo que arrastra los óxidos de la superficie y las impurezas al centro del<br />
producto. Tales patrones que son frecuentemente causados por altas fricciones o enfriamiento de la<br />
parte externa de la barra.<br />
0<br />
2<br />
66
El agrietamiento interior o defecto Chevron<br />
Se produce cuando el centro de la expulsión desarrolla grietas o vacíos. Estas grietas son atribuidas<br />
fuerzas de tensión hidrostática en la línea central en la zona de deformación en el troquel. Aumenta al<br />
aumentar el ángulo de la matriz y la concentración de impurezas, y disminuye al aumentar la relación<br />
de extrusión y la fricción.<br />
67