

Descargar Revista - Pedeca Press
Descargar Revista - Pedeca Press
Descargar Revista - Pedeca Press

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
Información / Marzo 2011<br />
uniformemente en todo el macho. Las condiciones<br />
de ventilación más idóneas pueden ser distintas<br />
durante las fases de gaseado y de disparo y, por e-<br />
so, es necesario llegar a un compromiso. Una salida<br />
de aire inadecuada puede provocar un llenado<br />
incompleto, una compactación de arena pobre, o<br />
un gaseado ineficaz.<br />
Imagen 4: Falta de llenado del macho<br />
y defecto resultante en la pieza.<br />
Cortesía de Infun.<br />
• La presión de disparo.<br />
• El tipo de la arena y de la resina.<br />
• La presión de gaseado.<br />
• La ubicación y el tamaño de las salidas de aires o<br />
respiraderos.<br />
El tamaño de los granos de arena y el tipo de resina<br />
influyen en la “fluidez” de la arena, en la resistencia<br />
y la dureza obtenidas durante el gaseado y, finalmente,<br />
en la permeabilidad del macho. Una arena<br />
más fina supondrá una permeabilidad inferior.<br />
La presión de disparo influirá en el tiempo de soplado,<br />
el flujo de arena en el interior de la caja de<br />
machos, la densidad y compactación de la arena y,<br />
hasta cierto punto, en la permeabilidad. Las presiones<br />
de soplado que se suelen utilizar industrialmente<br />
oscilan entre los 3 y los 7 bares. Las presiones<br />
de gaseado son muy inferiores y el proceso de<br />
gaseado dura varios segundos.<br />
La ubicación y el tamaño de las salidas de aire influirán<br />
en el flujo de gas y de arena del interior de<br />
la caja de machos. El área de salida de aire efectiva<br />
puede estimarse a partir de las dimensiones de los<br />
tubos de soplado. Sin embargo, su ubicación suele<br />
basarse en la experiencia, pero por lo general, debería<br />
estar en los extremos del macho y distribuida<br />
Control de calidad del macho<br />
Pueden utilizarse distintas técnicas de medición<br />
para comprobar la calidad de los machos:<br />
• Inspección visual.<br />
• Mediciones de densidad locales.<br />
• Peso total del macho.<br />
• Prueba de resistencia al rascado.<br />
• Medición de la permeabilidad.<br />
Estos controles de calidad de la fabricación de machos<br />
son necesarios para garantizar al máximo la<br />
calidad de la colada. En el siguiente ejemplo, se obtiene<br />
un llenado insuficiente (o compactación pobre)<br />
en una de las ubicaciones de un macho axial.<br />
Este defecto de fabricación del macho es el responsable<br />
de la penetración de metal y del veteado que<br />
se observan en la propia colada. Para solucionar el<br />
problema, bastaría con añadir o desplazar salidas<br />
de aire adicionales en dicha ubicación.<br />
La interacción de distintos parámetros y condiciones<br />
de proceso hace que la fabricación de machos<br />
sea una tarea compleja. ESI Group, líder mundial<br />
en simulación de fundición con ProCAST y Quik-<br />
CAST, incorpora modelos de simulación de soplado<br />
de machos y de gaseado. Con la simulación de<br />
este proceso, se consigue una mejor comprensión<br />
de dichas interacciones y se reducen significativamente<br />
las fases de desarrollo de prueba y error, a-<br />
plicando la misma filosofía de simulación de los<br />
procesos de fundición.<br />
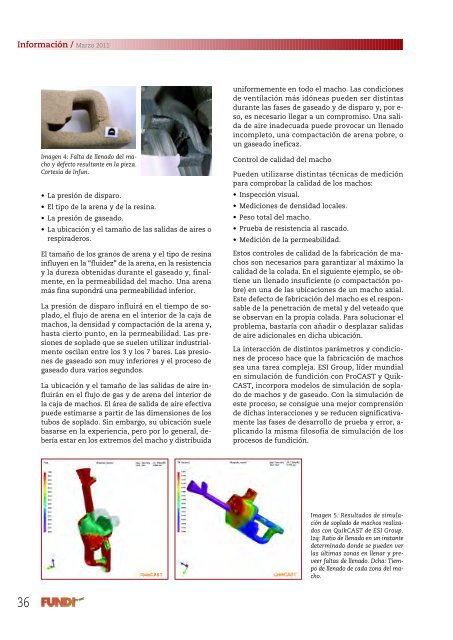
Imagen 5: Resultados de simulación<br />
de soplado de machos realizados<br />
con QuikCAST de ESI Group.<br />
Izq: Ratio de llenado en un instante<br />
determinado donde se pueden ver<br />
las últimas zonas en llenar y preveer<br />
faltas de llenado. Dcha: Tiempo<br />
de llenado de cada zona del macho.<br />
36














