

Propriétés à court terme - Solvay Plastics
Propriétés à court terme - Solvay Plastics
Propriétés à court terme - Solvay Plastics

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
Épaisseur de paroi<br />
Conception pour moulage par<br />
injection<br />
De nombreux composants à base de résines RADEL sont moulés<br />
par injection ; il faut donc considérer soigneusement les facteurs<br />
qui influenceront la mise en œuvre. Ces facteurs comprennent<br />
l’épaisseur de la paroi et ses variations, la dépouille, les nervures,<br />
les bossages et des noyaux.<br />
Épaisseur de paroi<br />
En général, les parois des pièces doivent être aussi minces que<br />
possible, à condition que la résistance nécessaire pour supporter<br />
les charges prévues soit préservée, que la flexion ne dépasse pas<br />
les limites de la conception, que l’écoulement soit adéquat et que<br />
la pièce réponde aux critères d’inflammabilité et de choc. Les<br />
pièces ainsi conçues seront aussi légères que possible, avec un<br />
cycle de moulage réduit et un prix de revient minimal.<br />
Il arrive que les exigences de l’injection requièrent une épaisseur<br />
de paroi supérieure à l’épaisseur déduite par l’analyse mécanique.<br />
L’écoulement des résines RADEL, comme celui des autres<br />
thermoplastiques, dépend de l’épaisseur de la paroi, de la forme<br />
du moule et des paramètres de transformation, telles que la<br />
vitesse et la pression de l’injection, la température du moule et de<br />
la matière. En pratique, l’épaisseur de la paroi est généralement<br />
comprise entre 0,7 et 6,5 mm. On peut obtenir des épaisseurs de<br />
0,25 mm pour des écoulements <strong>court</strong>s. On trouvera page 46 des<br />
renseignements spécifiques sur la longueur d’écoulement par<br />
rapport à l’épaisseur de la paroi pour plusieurs grades de RADEL.<br />
Variations de l’épaisseur de paroi<br />
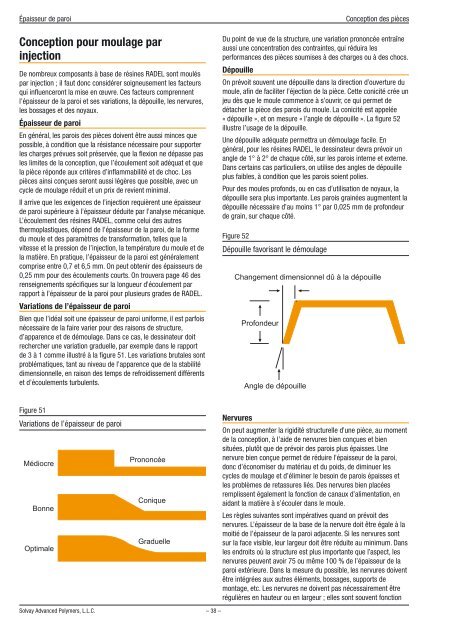
Bien que l’idéal soit une épaisseur de paroi uniforme, il est parfois<br />
nécessaire de la faire varier pour des raisons de structure,<br />
d’apparence et de démoulage. Dans ce cas, le dessinateur doit<br />
rechercher une variation graduelle, par exemple dans le rapport<br />
de 3 à 1 comme illustré à la figure 51. Les variations brutales sont<br />
problématiques, tant au niveau de l’apparence que de la stabilité<br />
dimensionnelle, en raison des temps de refroidissement différents<br />
et d’écoulements turbulents.<br />
Conception des pièces<br />
Du point de vue de la structure, une variation prononcée entraîne<br />
aussi une concentration des contraintes, qui réduira les<br />
performances des pièces soumises à des charges ou à des chocs.<br />
Dépouille<br />
On prévoit souvent une dépouille dans la direction d’ouverture du<br />
moule, afin de faciliter l’éjection de la pièce. Cette conicité crée un<br />
jeu dès que le moule commence à s’ouvrir, ce qui permet de<br />
détacher la pièce des parois du moule. La conicité est appelée<br />
« dépouille », et on mesure « l’angle de dépouille ». La figure 52<br />
illustre l’usage de la dépouille.<br />
Une dépouille adéquate permettra un démoulage facile. En<br />
général, pour les résines RADEL, le dessinateur devra prévoir un<br />
angle de 1° à 2° de chaque côté, sur les parois interne et externe.<br />
Dans certains cas particuliers, on utilise des angles de dépouille<br />
plus faibles, à condition que les parois soient polies.<br />
Pour des moules profonds, ou en cas d’utilisation de noyaux, la<br />
dépouille sera plus importante. Les parois grainées augmentent la<br />
dépouille nécessaire d’au moins 1° par 0,025 mm de profondeur<br />
de grain, sur chaque côté.<br />
Figure 52<br />
Dépouille favorisant le démoulage<br />
Changement dimensionnel dû à la dépouille<br />
Profondeur<br />
Angle de dépouille<br />
Figure 51<br />
Variations de l’épaisseur de paroi<br />
Médiocre<br />
Bonne<br />
Optimale<br />
Prononcée<br />
Conique<br />
Graduelle<br />
Nervures<br />
On peut augmenter la rigidité structurelle d’une pièce, au moment<br />
de la conception, à l’aide de nervures bien conçues et bien<br />
situées, plutôt que de prévoir des parois plus épaisses. Une<br />
nervure bien conçue permet de réduire l’épaisseur de la paroi,<br />
donc d’économiser du matériau et du poids, de diminuer les<br />
cycles de moulage et d’éliminer le besoin de parois épaisses et<br />
les problèmes de retassures liés. Des nervures bien placées<br />
remplissent également la fonction de canaux d’alimentation, en<br />
aidant la matière à s’écouler dans le moule.<br />
Les règles suivantes sont impératives quand on prévoit des<br />
nervures. L’épaisseur de la base de la nervure doit être égale à la<br />
moitié de l’épaisseur de la paroi adjacente. Si les nervures sont<br />
sur la face visible, leur largeur doit être réduite au minimum. Dans<br />
les endroits où la structure est plus importante que l’aspect, les<br />
nervures peuvent avoir 75 ou même 100 % de l’épaisseur de la<br />
paroi extérieure. Dans la mesure du possible, les nervures doivent<br />
être intégrées aux autres éléments, bossages, supports de<br />
montage, etc. Les nervures ne doivent pas nécessairement être<br />
régulières en hauteur ou en largeur ; elles sont souvent fonction<br />
<strong>Solvay</strong> Advanced Polymers, L.L.C. – 38 –














