

Propriétés à court terme - Solvay Plastics
Propriétés à court terme - Solvay Plastics
Propriétés à court terme - Solvay Plastics

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Métallisation sous vide<br />
Métallisation sous vide<br />
La métallisation sous vide des résines RADEL permet de leur<br />
appliquer un revêtement décoratif ou métallique fonctionnel.<br />
L’aluminium est le revêtement le plus fréquent mais on peut<br />
utiliser du laiton ou des métaux tels que l’or, l’argent ou le cuivre.<br />
Pour la plupart des thermoplastiques, la première étape du<br />
processus de métallisation sous vide consiste à appliquer une<br />
couche de fond, émail ou vernis, pour égaliser la surface et<br />
améliorer sa brillance. La couche de fond sert aussi de colle et lie<br />
la pièce moulée et le film métallique qui se déposera pendant<br />
l’opération.<br />
La pièce est ensuite placée dans une enceinte de métallisation<br />
dans laquelle est produite une vapeur de métal qui se dépose sur<br />
la pièce. On applique ensuite un revêtement protecteur<br />
transparent sur la fine couche métallique, afin d’augmenter sa<br />
résistance à l’abrasion et aux conditions environnementales. La<br />
résistance thermique supérieure des résines RADEL permet<br />
d’utiliser des revêtements durables et résistants à l’abrasion, qui<br />
exigent un passage au four à haute température.<br />
L’application des revêtements métalliques sur les pièces moulées<br />
tend à en faire ressortir les défauts. Il importe donc de polir<br />
soigneusement les parois du moule.<br />
Pulvérisation cathodique<br />
Du fait de leur résistance aux chaleurs élevées, les résines RADEL<br />
peuvent subir un traitement de pulvérisation cathodique. Cette<br />
technique emploie le plus souvent des métaux de faible tension de<br />
vapeur comme le cuivre et l’argent. D’autres métaux comme le<br />
platine, le palladium et l’or peuvent être envisagés.<br />
La pulvérisation cathodique permet de maîtriser de façon précise<br />
l’épaisseur de la couche métallique tout en améliorant son<br />
adhésion à la pièce. Ces deux paramètres sont critiques pour des<br />
applications comme les circuits électriques miniaturisés.<br />
Métallisation par projection à la flamme ou à l’arc<br />
Des revêtements métalliques peuvent être déposés sur les résines<br />
RADEL par projection à la flamme ou à l’arc.<br />
Cette technique met en jeu de la poudre d’aluminum, de cuivre ou<br />
de zinc purs, dosée dans un pistolet pulvérisateur spécial. Le<br />
métal en poudre est fondu par une flamme ou un arc électrique,<br />
puis pulvérisé sur la pièce, produisant un revêtement dur et<br />
dense.<br />
Assemblage et raccords<br />
Soudure par ultrasons<br />
La technique de la soudure par ultrasons permet de joindre des<br />
pièces plastiques entre elles. Elle est extrêmement rapide et peut<br />
être entièrement automatisée en vue d’une production à<br />
rendement élevé. Il est important de veiller aux détails tels<br />
que conception des raccords, paramètres de soudure, équipement<br />
utilisé, teneur en eau.<br />
Le principe du raccord ultrasonique est celui de la concentration<br />
de l’énergie sur une petite surface de contact. Les vibrations à<br />
haute fréquence font fondre le matériau, et on maintient la<br />
pression tandis que le matériau se solidifie. La liaison qui est ainsi<br />
formée est peut être aussi forte qu’à l’intérieur du matériau<br />
même.<br />
La soudabilité dépend de la concentration de l’énergie vibratoire<br />
par unité de surface. Les résines RADEL ont des températures de<br />
fusion plus élevées que le polycarbonate et nécessitent plus<br />
d’énergie.<br />
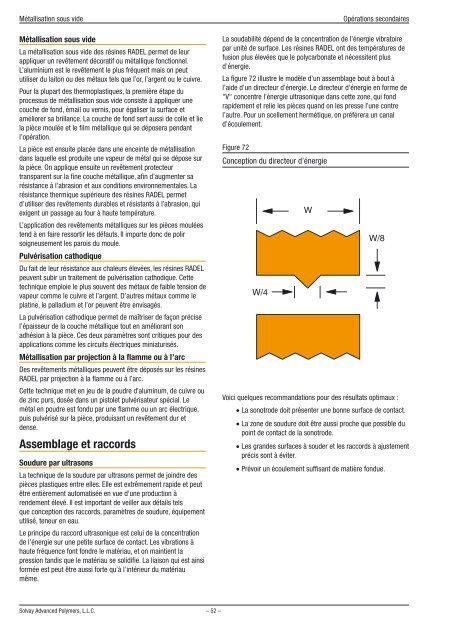
La figure 72 illustre le modèle d’un assemblage bout à bout à<br />
l’aide d’un directeur d’énergie. Le directeur d’énergie en forme de<br />
"V" concentre l’énergie ultrasonique dans cette zone, qui fond<br />
rapidement et relie les pièces quand on les presse l’une contre<br />
l’autre. Pour un scellement hermétique, on préférera un canal<br />
d’écoulement.<br />
Figure 72<br />
Conception du directeur d’énergie<br />
Opérations secondaires<br />
Voici quelques recommandations pour des résultats optimaux :<br />
La sonotrode doit présenter une bonne surface de contact.<br />
La zone de soudure doit être aussi proche que possible du<br />
point de contact de la sonotrode.<br />
Les grandes surfaces à souder et les raccords à ajustement<br />
précis sont à éviter.<br />
Prévoir un écoulement suffisant de matière fondue.<br />
<strong>Solvay</strong> Advanced Polymers, L.L.C. – 52 –














