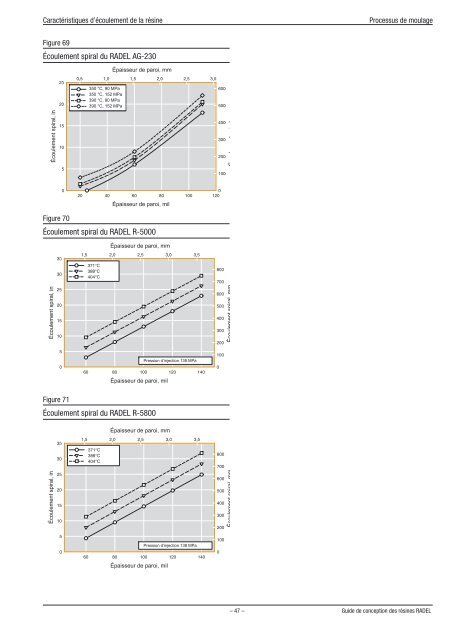
Processus de moulage Vitesse d’injection et éventation La vitesse d’injection choisie pour le remplissage du moule constitue un autre facteur important de la qualité des pièces moulées. Il faut utiliser une vitesse d’injection modérée : assez élevée pour assurer l’homogénéité de la matière fondue, mais assez basse pour éviter la brûlure par cisaillement. L’injection rapide assure une solidification uniforme et un bon fini de la surface, particulièrement pour les grades renforcés verre. Le moule doit être conçu pour permettre à l’air de s’échapper rapidement des cavités pendant la phase d’injection. Sinon, la compression rapide de l’air à l’intérieur de la cavité produit de hautes températures, donc une surchauffe localisée et des marques de brûlure. Dans le but d’éliminer les vides, la vitesse d’avancement de la vis et la pression de maintien doivent être suffisamment hauts pour compenser la diminution de volume qui se produit au refroidissement. Les seuils doivent être suffisamment larges pour que le polymère ne se solidifie pas avant la fin du temps de maintien. Tout bouchon qui se forme dans ou à proximité du seuil empêche la pression de maintien de compacter la pièce à l’intérieur du moule. Démoulage Les pièces en RADEL se démoulent facilement et n’adhèrent pas aux parois du moule, même quand elles sont chaudes. En règle générale, la dépouille des moules pour les résines RADEL doit être de 1 à 2°. Une dépouille légèrement plus élevée est nécessaire pour les produits renforcés verre, en raison de leur moindre retrait. La surface des éjecteurs ou plaques de démoulage doit être aussi grande que possible. Les broches d’éjecteur ne doivent pas être trop fines, elles pourraient s’enfoncer dans les pièces et les déformer lorsque le cycle est rapide ou les températures de moulage élevées. Retrait Le retrait est défini comme étant la différence entre les dimensions du moule et celles de la pièce moulée, à température ambiante. Le retrait est avant tout une propriété de la résine thermoplastique, il résulte de la diminution de volume qui se produit lorsque la matière refroidit à l’intérieur du moule. D’autres facteurs qui affectent le retrait sont la géométrie de la pièce, l’épaisseur des parois, la taille et l’emplacement des seuils et les paramètres de mise en œuvre. L’interaction de tous ces facteurs permet difficilement de calculer à l’avance le retrait exact, mais des valeurs estimées typiques sont présentées au tableau 43. Caractéristiques d’écoulement de la résine On peut caractériser l’écoulement d’un matériau en mesurant la longueur d’écoulement dans une cavité en spirale pour différentes épaisseurs, températures et pressions de moulage. On a déterminé ces données pour les RADEL A-200A, A-300A, AG-210, et AG-230. Pour le RADEL A-200A, les résultats sont indiqués à la figure 66, pour le RADEL AG-210 à la figure 67, pour le RADEL A-300A à la figure 68, et pour le RADEL AG-230 à la figure 69. Les données d’écoulement spiral pour le RADEL R-5000 sont représentées à la figure 70 et pour le RADEL R-5800 à la figure 71. Figure 66 Écoulement spiral du RADEL A-200A Écoulement spiral, in Figure 68 Écoulement spiral du RADEL A-300A Écoulement spiral, in 350 °C, 90 MPa 350 °C, 152 MPa 390 °C, 90 MPa 390 °C, 152 MPa 350 °C, 90 MPa 350 °C, 152 MPa 390 °C, 90 MPa 390 °C, 152 MPa Épaisseur de paroi, mm Épaisseur de paroi, mil Figure 67 Écoulement spiral du RADEL AG-210 Écoulement spiral, in 350 °C, 90 MPa 350 °C, 152 MPa 390 °C, 90 MPa 390 °C, 152 MPa Épaisseur de paroi, mm Épaisseur de paroi, mil Épaisseur de paroi, mm Épaisseur de paroi, mil Fabrication Écoulement spiral mm Écoulement spiral mm Écoulement spiral mm <strong>Solvay</strong> Advanced Polymers, L.L.C. – 46 –
Caractéristiques d’écoulement de la résine Processus de moulage Figure 69 Écoulement spiral du RADEL AG-230 Épaisseur de paroi, mm , , , , , , 350 °C, 90 MPa 350 °C, 152 MPa 390 °C, 90 MPa 390 °C, 152 MPa Écoulement spiral, in É l t i l Épaisseur de paroi, mil Figure 70 Écoulement spiral du RADEL R-5000 Épaisseur de paroi, mm , , , , , Écoulement spiral, in Écoulement spiral mm Pression d’injection 138 MPa Épaisseur de paroi, mil Figure 71 Écoulement spiral du RADEL R-5800 Épaisseur de paroi, mm , , , , , Écoulement spiral, in Écoulement spiral mm Pression d’injection 138 MPa Épaisseur de paroi, mil – 47 – Guide de conception des résines RADEL