

Propriétés à court terme - Solvay Plastics
Propriétés à court terme - Solvay Plastics
Propriétés à court terme - Solvay Plastics

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Assemblage et raccords<br />
Vis autotaraudeuses<br />
On peut les utiliser avec les résines RADEL A et RADEL R. Les vis<br />
autotaraudeuses constituent une solution économique pour<br />
attacher des pièces plastique, car elles éliminent le besoin de<br />
filetage interne ou d’une opération de taraudage distincte.<br />
Les vis autotaraudeuses assurent l’assemblage soit par<br />
déformation, soit par enlèvement de matière. Selon l’application<br />
spécifique, les deux types de filetage autotaraudé présentent des<br />
avantages et des inconvénients. Les vis autotaraudeuses qui<br />
procèdent par enlèvement fonctionnent comme un taraud, en<br />
créant un filet. Ces vis créent moins de contrainte, ce qui signifie<br />
un couple moteur plus faible, donc un couple de serrage moins<br />
élevé et une force d’arrachement moindre. Les vis<br />
autotaraudeuses par déformation de matière déforment le<br />
matériau pour y former des filets. Elles induisent plus de<br />
contrainte dans le bossage et nécessitent un couple moteur plus<br />
élevé, mais elles assurent un couple de serrage et une force<br />
d’arrachement plus élevés. Il est préférable de choisir le type de<br />
vis après essais sur prototype.<br />
Figure 77<br />
Conception du bossage pour vis autotaraudeuses<br />
Attaches mécaniques<br />
Inserts placés par ultrasons<br />
L’insertion par ultrasons de pièces métalliques dans du plastique<br />
peut remplacer la méthode des inserts rapportés au moulage. Ce<br />
type d'insertion, associée à une conception adéquate des pièces,<br />
assure des contraintes résiduelles moins élevées qu’avec d’autres<br />
méthodes.<br />
Il existe plusieurs types d’inserts, bien que le principe de base<br />
reste le même. La pression et les vibrations ultrasoniques de<br />
l’insert font fondre le matériau à l’interface métal-plastique et<br />
permettent de l’enfoncer dans un trou moulé ou percé. Le<br />
plastique, fondu et déplacé par le volume de l’insert, s’écoule<br />
dans une ou plusieurs saignées, puis se solidifie de façon à<br />
maintenir plus fermement encore l’insert en place.<br />
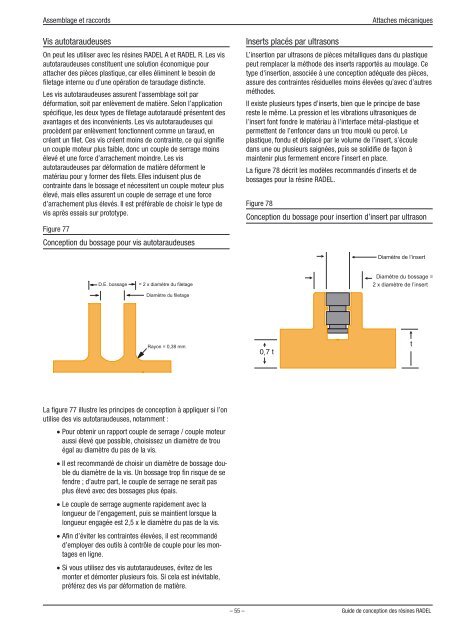
La figure 78 décrit les modèles recommandés d’inserts et de<br />
bossages pour la résine RADEL.<br />
Figure 78<br />
Conception du bossage pour insertion d’insert par ultrason<br />
Diamètre de l’insert<br />
Diamètre du bossage =<br />
2 x diamètre de l’insert<br />
,<br />
La figure 77 illustre les principes de conception à appliquer si l’on<br />
utilise des vis autotaraudeuses, notamment :<br />
Pour obtenir un rapport couple de serrage / couple moteur<br />
aussi élevé que possible, choisissez un diamètre de trou<br />
égal au diamètre du pas de la vis.<br />
Il est recommandé de choisir un diamètre de bossage double<br />
du diamètre de la vis. Un bossage trop fin risque de se<br />
fendre ; d’autre part, le couple de serrage ne serait pas<br />
plus élevé avec des bossages plus épais.<br />
Le couple de serrage augmente rapidement avec la<br />
longueur de l’engagement, puis se maintient lorsque la<br />
longueur engagée est 2,5 x le diamètre du pas de la vis.<br />
Afin d’éviter les contraintes élevées, il est recommandé<br />
d’employer des outils à contrôle de couple pour les montages<br />
en ligne.<br />
Si vous utilisez des vis autotaraudeuses, évitez de les<br />
monter et démonter plusieurs fois. Si cela est inévitable,<br />
préférez des vis par déformation de matière.<br />
– 55 – Guide de conception des résines RADEL














