You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Attention<strong>XD</strong>-<strong>X2</strong> 2ATTENTION !• L’arrêt du Prédélivreur avec l’interrupteur On/Off, NECOUPE PAS L’ALIMENTATION DE COURANT. Couperle courant avant toute intervention sur l’installationélectrique.• L’interrupteur ON/OFF du prédélivreur ne coupe pasl’alimentation électrique principale. Couper le courantavant toute intervention sur le circuit électrique.• Coupez toujours le courant avant d’intervenir sur lepré-délivreur, le transformateur ou tout autre organeélectrique. Veillez à ce que le prédélivreur et l’armoiredu transformateur soient complètement connectéavant de rétablir le courant.MISE EN Garde !• Pretêr le maximum d’attention prês du prédélivreur:pendant son utilisation normale, il pourrait démarrersoudainement et ses parties en mouvement pourraientprovoquer des blessures.• Pour satisfaire aux réglements de la cee, utiliserexclusivement des pièces de réchange homologuéespar <strong>IRO</strong> <strong>AB</strong>.• Le prédélivreur de trame est un produit industriel etn’est pas conforme à un emploi domestique/en zoned’habitation.• Le pré-délivreur et le transformateur contiennent descomposants électriques qui conservent le courantélectrique jusqu’à trois minutes après le debranchement.• Confiez toute intervention sur les organes électriquesà un électricien qualifié.• Ce produit ne peut pas être utilisé dans un milieupotentiellement explosif ou dans des zones classéespar la directive européenne 94/9/EC. Si le produitdoive être employé dans un milieu potentiellementexplosive contacter <strong>IRO</strong> <strong>AB</strong>.• Il convient d’effectuer des contrôles de routinepour déceler toutes pièces abîmées ou usées avantd’utiliser cet équipement. Toute pièce qui est usée ouabîmée doit être correctement réparée ou remplacéepar le personnel autorisé. Afin d’éviter tout risque deblessure, NE PAS utiliser cet équipement si un élémentsemble ne pas fonctionner correctement.NOTE• Pour assurer une choix correcte de l’appareil et de ses accessoires, on vous conseille de faire un’essay avecla trame à utiliser.• Lorsqu‘un équipement devient obsolète ou que vous ne souhaitez plus l‘utiliser, veuillez l‘éliminer de façonresponsable en respectant toutes les règlementations locales en vigueur relatives à l‘élimination et/ou au recyclagedes matériaux.Ref. No. 24-893G-2003-06/1232
Caractéristiques techniques<strong>XD</strong>-<strong>X2</strong> 3Moteur 700W / Détecteur optiqueMax 1800 m/min11 kgMin 5° C-Max 40° CMax 85 %83 dBMax 9 mmPression d’air d’entrée 5,5 - 7Coffret d’alimentation puissance élevé - Stand AloneMax T 10AFusible/ Fusibile230-575V 1000VAMax T 10AFusible21 kgCoffret d’alimentation puissance élevé - CAN380-440V 1900VAMax !Interface d’extension35 kgRef. No. 24-893G-2003-06/1232NoteSous réserve de modifications techniques.
Branchement au réseau<strong>XD</strong>-<strong>X2</strong> 4ATTENTION!Couper le courant avant toute intervention sur l’installation électrique.REMARQUEIl est possible que de la condensation se forme sur le prédélivreur en déplaçant du local froid du magasin, aulocal plus chaud de la salle de tissage. S’assurer qu’il soit bien sec avant de le mettre en fonctionnement.Désemballer le Coffret d’alimentation. Ouvrir le couvercleet brancher le câble d’alimentation triphaséeà 4 conducteurs. S’assurer que le branchement a laterre soit fait et que la section de conducteur ne doitpas être inférieure à 1,5 mm 2 .Min 4x1,5 mm 2Min 4x1,5 mm 2ATTENTION!L‘alimentation doit être connectée aprèsl‘interrupteur principal et l‘arrêt d‘urgencedu métier.Ne pas mettre le prédélivreur hors tensionpendant l’arrêt du métier.Alimentation de réseauInterrupteur généralArrêt d’urgenceVoltages.Ref. No. 24-893G-2003-06/1232Nominal Pour tensions FréquenceNominale Tensione Frequenza200V - 346V 180V - 380V 50/ 60 Hz380V - 400V 342V - 440V 50/ 60 Hz415V - 575V 374V - 632V 50/ 60 Hz
Schéma fonctionnel<strong>XD</strong>-<strong>X2</strong> 5Prédélivreur et tableau des fusiblesMoteurCoffret de dérivationAccessoiresUnité de commandedu moteurAlimentation/InterfaceInterface d’extensionPrédélivreur 1-8Prédélivreur 9-12Accessoires A-DCâble communication métierRef. No. 24-893G-2003-06/1232Tension d’alimentation
Connections coffret d’alimentation puissance élevé<strong>XD</strong>-<strong>X2</strong> 6Connections au réseau • Connessioni di reteCoffret d’alimentationpuissance élevéMin 4x1,5 mm 2Stand Alone Tension d’alimentationFusiblesInterface Stand AloneFusiblesRouge = 6,3A slowBleu = 6,3A slowF1F2F3F1 - F3 = 4 A / 500 VInterface Stand AlonePetit ponts relais d’arrêt machineOpto-isolateur / connections arrêt machineEn communNO – normalement ouvertRef. No. 24-893G-2003-06/1232NC - normalement ferméSans signal de relais d’arrêtRelais d’arrêt machine
Connections coffret d’alimentation puissance élevé CAN<strong>XD</strong>-<strong>X2</strong> 7Connections au réseauCoffret d’alimentation puissance élevé CANMin 4x1,5 mm 2CAN POWER SUPPLYFusiblesInterface CANFusiblesF1F2F3F4F5F6F7F8F9F10-F136,3 AF1 - F6 = 10 A / 500 VF7 - F9 = 4 A / 500 VF10 - F13 = 8 A / 500 VBleu = 6,3A slowRef. No. 24-893G-2003-06/1232
Installation<strong>XD</strong>-<strong>X2</strong> 8MISE EN Garde!Ne pas monter le prédélivreur directementsur le métier.Utiliser un support séparé.REMARQUEBrancher à l’installation de mise à la terre du métier,la borne de masse PE du support sur lequel sontinstallés les prédélivreurs ainsi que celle du cantre.Placer le cantre derrière le support du prédélivreuren évitant les angles effilés vers le chemin du fildepuis la sortie du cantre vers les prédélivreurs.Vérifier le serrage correct des vis de montage.Ref. No. 24-893G-2003-06/1232
Réglage des ponts<strong>XD</strong>-<strong>X2</strong> 9Ponts du circuit imprimé du moteurLe modèle Chrono est équipé de ponts sur le circuit imprimé du moteur, qui adaptentle fonctionnement des prédélivreurs aux caractéristiques du procédé de tissage.(Les paramètres reçus par la machine ont la priorité sur ceux des petits ponts = jumpersDétecteurs optiques (photocellules)J1Sensibilité du détecteur de réserve -Position BASSE(Réglage standard pour <strong>XD</strong> <strong>X2</strong> 700W)J1Sensibilité du détecteur de réserve -Position AUTOJ2Détecteur de loom stop intégré -DÉSACTIVÉJ2Détecteur de loom stop intégré -ACTIVÉJ3Arrêt en position du disque d’enroulement- DÉSACTIVÉ (roue libre )J3Arrêt en position du disqued’enroulement - ACTIVÉJ4Filtrage signal du détecteur -DÉSACTIVÉ (pour ourdissoir)Ref. No. 24-893G-2003-06/1232J4Filtrage signal du détecteur - ACTIVÉ(pour métier)
Eléments principaux<strong>XD</strong>-<strong>X2</strong> 10Disque d’enroulementDétecteur de rupture de filTâteues de réserve de filAjustementsupport freinà brosseDéclenchement rapide de labague de tensionTambour d’enroulementTémoinVitesse maxi.Interrupteur Marche/ ArrêtEnfilage completCATRéglageEnfilage partielRef. No. 24-893G-2003-06/1232Commutateur S/Z***= Exclu la version avecroulement unidirectionnel
Réglage de vitesse<strong>XD</strong>-<strong>X2</strong> 11NoteVitesse maximale détecteur mécanique • Velocità massima sensore meccanicoNormalement le commutateur est laissé dans la position 1, puisque l’accumulateur de trame calcule automatiquementla vitesse selon la consommation de fil. Toutefois, sur certain métiers, il peut être utile de réduire la vitessemaximale pour éviter des accélérations inutiles au départ de prélèvement de fil.Pour régler la vitesse maximale, faire tourner ledisque dans la position appropriée.12 34Détecteurs mécaniques1 = 1500 m/min2 = 1200 m/min3 = 800 m/min4 = 500 m/minDetecteurs optiques, Moteur 700W1 = 1600 m/min2 = 1300 m/min3 = 1100 m/min4 = 900 m/minRef. No. 24-893G-2003-06/1232
Contrôle du fil<strong>XD</strong>-<strong>X2</strong> 12Le tissage de certains types de fils ou des conditions spéciales de tissage peuvent imposer l’utilisation des tendeursde fil en positions 1 et 3. Les tableaux de cette page et de la page suivante indiquent les combinaisons disponibles.Positions des tendeurs de fil231Tendeur de fil - Type et positionTYPE DE TENDEUR POS TYPE DE TENDEUR POSA1G(E-flex)2B13HBrossePelo2C1J(CAT)3D1K3Ref. No. 24-893G-2003-06/1232ELámina/Lamellare2
Enfilage pneumatique<strong>XD</strong>-<strong>X2</strong> 15Mettre le prédélivreur sous tension. Le disqued’enroulement se positionne automatiquement(pas de fil sur le tambour d’enroulement).ENFILAGE COMPLETIntroduire le fil dans l’œillet et presserle bouton supérieur.ENFILAGE PARTIELIntroduire le fils dans l’œillet et appuyer sur lebouton d’enfilage inférieur.Ref. No. 24-893G-2003-06/1232
Enfilage manuel<strong>XD</strong>-<strong>X2</strong> 16SANS CAT• Mettre le pré-delivreur hors tension.• Positionner l’oeillet du disque d’enroulement (1).• Infiler la passette à travers le pré-délivreuret l’oeillet de sortie (voir page 20).• Tirer le fil et remettre le pré-délivreur.• Mettre en marche le pré-délivreur.1AVEC CAT• Mettre le pré-délivreur hors tension.• Positionner l’oeillet du disque d’enroulement.• Infiler la passette à travers le pré-délivreur et labrosse de controlê du ballon.• Mettre le pré-délivreur en marche et remplir laréserve.• Insérer la passette aussi loin que possibledans le CAT (2).• Tirer le fil (3) pour l’enrouler autour dela passette.• Le fil est entraîné par la passette (4).ATTENTIONSi l’on utilise une aiguille d’enfilage, faire attentionà ne pas endommager le E-flex. Vérifier que leporteflex soit en position antérieure avant de procéderà l’enfilage.324Ref. No. 24-893G-2003-06/1232
Réglage du CAT<strong>XD</strong>-<strong>X2</strong> 18Réglage de la tension d’arrivée du fil au CAT.NOTELe frein à brosse doit être utilisé seulementpour régler le balloon.Réglage de la tension de sortie.Ref. No. 24-893G-2003-06/1232
Entretien<strong>XD</strong>-<strong>X2</strong> 20NETTOYAGEUn nettoyage régulier est recommandé pouréviter l’accumulation de peluches et de poussièresur le prédélivreur ou sur le coffret decommande.min 20 cmgraissageLe prédélivreur ne demande aucun graissage.CONNECTIONSATTENTION!Couper toujours le courant ou isoler l’alimentationélectrique et débrancher l’alimentation pneumatiqueavant de brancher ou débrancher le pré-délivreur, lacarte de commande ou tout autre circuit électronique.Interrupteur principalTrousse à outils <strong>IRO</strong> / ROJIl est recommandé d’utiliser la trousse à outils <strong>IRO</strong>,avec des outils spécialisés, pour assure une simpleet corriger démontage/ montage générale de prédélivreur<strong>IRO</strong> pendant l’entretien. Pour plus d’informationscontacter le local service d’assistance <strong>IRO</strong>.Ref. No. 24-893G-2003-06/1232
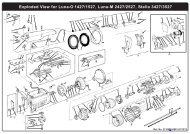
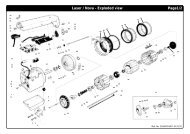
Instructions pour l’assemblage<strong>XD</strong>-<strong>X2</strong> 21Après l’avoir démonté il est nécessaire installer legroupe d’enroulement morceau après morceau pourne pas endommager les parties. Assurer la tenue dumanchon avec un courroies en plastique (1).11S’assurer que la clé entre dans son logement del’arbre moteur (2).2Insérer les deux vis qui fixent le manchon dans lesappropriés sièges (3) et les fermer avec appropriéeclé (torx T10)33Tourner le disque d’enroulement (4) en maintenantarrêtée le écrou central (5) pour tenter la position ducontrepoids lorsqu’il est en position appropriée ledisque d’enroulement peut facilement tourner seulementde 180°.544Ref. No. 24-893G-2003-06/1232Installer vis centrale, manchon final, groupe d’enroulmentet couvercle. Aborder la séparation spiresdans la position voulue pour s’assurer que le toutest correctement monté.
Recherche des pannes<strong>XD</strong>-<strong>X2</strong> 22Ref. No. 24-893G-2003-06/1232PannetInspecter dans l’ordre suivantL’appareil ne démarre pas 1 - 2 - 3 - 4 - 6 - 7 - 8 - 24 - 25 - 26L’appareil ne s’arrête pas 2 - 4 - 24 - 25Réserve de fil faible ou vide 4 - 3 - 13 - 9 - 8 - 17 - 21 - 24 - 25 - 27 - 26Le fil d’entrée casse fréquemment 22 - 10 - 13 - 18Le fil de sortie casse fréquemment 11 - 20 - 12 - 19 - 23Les fusibles brûlent plusieurs fois 25 - 28Le voyant du pré-délivreur clignote4lentementLe voyant du pré-délivreur clignote3 - 9 - 8 - 27rapidementPrédélivreur en alerte avec la lumière fixe 29Recherche des pannes Détecteur optique Détecteur mécaniqueNo Causes possibles RemèdesVoirpage1. Position incorrecte S/Z Régler l’interrupteur S/Z en position appropriée 142. Position incorrecte du tambour d’enroulement S’assurer que le groupe capteur soit positionné vers le haut 193. Blocage du disque d’enroulement Libérer et nettoyer le disque d’enroulement 214. Capteur ou miroir sales Nettoyer le capteur et le miroir avec un détergent non agressif 196. Branchement des câbles défectueux Contrôler et rectifier 4-77. Fusibles brûlés Remplacer le fusible endommagé 6-78. Alimentation de reseau/tension primaire Contrôler l’alimentation de reseau et les connexions 4-7défectueuse9. Tension d’entrée insuffisante Augmenter la tension d’entrée 12-1310. Tension d’entrée excessive Diminuer la tension d’entrée 12-1311. Réglage du ballon insuffisant Augmenter le réglage du ballon 1712. Tension de sortie excessive Diminuer la tension de sortie 1713. Séparation du fil excessive Diminuer la séparation du fil 1417. Réglage insuffisant de la vitesse maxi Augmenter le réglage de vitesse maxi 1118. Réglage excessif de la vitesse maxi Diminuer le réglage de vitesse maxi 1119. Réserve de fil insuffisante Voire “Réserve du fil insuffisant ou vide”, sous “en panne” -20. Réglage du ballon endommagé Réparer/remplacer toutes les pièces défectueuses 12-1321. Erreur du signal d’arrêt entre le coffret de commandeContrôler toutes les connexions/câbles 6-7et le métier22. Mauvais alignement entre la bobine et le Réaligner la bobine/prédélivreur -prédélivreur23. Réaligner le prédélivreur/métier - -24. Pâlpeur réserve de fil défectueux Remplacer le tâteur concerné 1025. Circuit imprimé du moteur défectueux Remplacer le circuit imprimé concerné 526. Panneau de fusibles défectueux Remplacer le panneau de fusibles concerné 6-727. Interface du coffret de commande défectueuse Remplacer l’interface concernée 6-728. Câble de connexion du prédélivreur défectueux Remplacer le câble de connexion concerné -29. Casse de fil Rechargement de prédélivreur 16-17
Declaration ce de conformite<strong>XD</strong>-<strong>X2</strong> 23<strong>IRO</strong> <strong>AB</strong>Box 54SE-523 22 UlricehamnEC DECLARATION OF CONFORMITYEG-KONFORMITÄTSERKLÄRUNGDECLARATION CE DE CONFORMITEDICHIARAZIONE CE DI CONFORMITA’DECLARACIÓN DE CONFORMIDAD CEDECLARAÇÃO CE DE CONFORMIDADE CEGuarantee that machine type:......................Versichert dass der Maschinentyp:.............Guarantie pour machine type:.....................Garantische che il tipo di macchina:...........Garantia que é o tipo de màquina:...............Garantiza de que os tipos de màquinas:....<strong>XD</strong>-<strong>X2</strong>Is manufactured in comformity with the provisions of the following EC directives and applicableamendments:Ist gemäss der folgenden für Maschinen geltenden EG-Richtlinjen hergestellt worden (damit auch allezusätzliche Änderungen)Est fabriqué en conformité aux dispositions des directives CE suivantes (y compris tous les amendements):E´costruito in conformità a quanto previsto dalle seguenti direttive UE e successive modifiche:Està fabricado conforme con las disposiciones de las debajo mencionadas directivas CE (y sucesivasSafety of machinery 98/ 37/ EEC EN ISO 111 11-1Low voltage equipment 2006/ 95/ EC EN ISO 111 11-1Electromagnetic compatility 2004/ 108/ EC EN ISO 111 11-1Ref. No. 24-893G-2003-06/1232Pär Josefsson, Manager Product and Development department, 2007-12-01