variostar 247 variostar 317, 317-2 operating instructions ... - dpiaca
variostar 247 variostar 317, 317-2 operating instructions ... - dpiaca
variostar 247 variostar 317, 317-2 operating instructions ... - dpiaca
- No tags were found...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
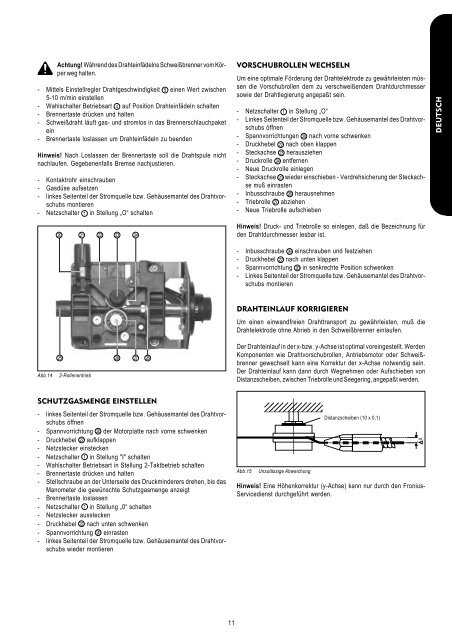
XAchtung! Während des Drahteinfädelns Schweißbrenner vom Körperweg halten.- Mittels Einstellregler Drahtgeschwindigkeit einen Wert zwischen5-10 m/min einstellen- Wahlschalter Betriebsart auf Position Drahteinfädeln schalten- Brennertaste drücken und halten- Schweißdraht läuft gas- und stromlos in das Brennerschlauchpaketein- Brennertaste loslassen um Drahteinfädeln zu beendenHinweis! Nach Loslassen der Brennertaste soll die Drahtspule nichtnachlaufen. Gegebenenfalls Bremse nachjustieren.- Kontaktrohr einschrauben- Gasdüse aufsetzen- linkes Seitenteil der Stromquelle bzw. Gehäusemantel des Drahtvorschubsmontieren- Netzschalter in Stellung „O“ schaltenVORSCHUBROLLEN WECHSELNUm eine optimale Förderung der Drahtelektrode zu gewährleisten müssendie Vorschubrollen dem zu verschweißendem Drahtdurchmessersowie der Drahtlegierung angepaßt sein.- Netzschalter in Stellung „O“- Linkes Seitenteil der Stromquelle bzw. Gehäusemantel des Drahtvorschubsöffnen- Spannvorrichtungen nach vorne schwenken- Druckhebel nach oben klappen- Steckachse herausziehen- Druckrolle entfernen- Neue Druckrolle einlegen- Steckachse wieder einschieben - Verdrehsicherung der Steckachsemuß einrasten- Inbusschraube herausnehmen- Triebrolle abziehen- Neue Triebrolle aufschiebenDEUTSCHHinweis! Druck- und Triebrolle so einlegen, daß die Bezeichnung fürden Drahtdurchmesser lesbar ist.- Inbusschraube einschrauben und festziehen- Druckhebel nach unten klappen- Spannvorrichtung in senkrechte Position schwenken- Linkes Seitenteil der Stromquelle bzw. Gehäusemantel des DrahtvorschubsmontierenDRAHTEINLAUF KORRIGIERENUm einen einwandfreien Drahttransport zu gewährleisten, muß dieDrahtelektrode ohne Abrieb in den Schweißbrenner einlaufen.Abb.142-RollenantriebDer Drahteinlauf in der x-bzw. y-Achse ist optimal voreingestellt. WerdenKomponenten wie Drahtvorschubrollen, Antriebsmotor oder Schweißbrennergewechselt kann eine Korrektur der x-Achse notwendig sein.Der Drahteinlauf kann dann durch Wegnehmen oder Aufschieben vonDistanzscheiben, zwischen Triebrolle und Seegering, angepaßt werden.SCHUTZGASMENGE EINSTELLEN- linkes Seitenteil der Stromquelle bzw. Gehäusemantel des Drahtvorschubsöffnen- Spannvorrichtung der Motorplatte nach vorne schwenken- Druckhebel aufklappen- Netzstecker einstecken- Netzschalter in Stellung "I" schalten- Wahlschalter Betriebsart in Stellung 2-Taktbetrieb schalten- Brennertaste drücken und halten- Stellschraube an der Unterseite des Druckminderers drehen, bis dasManometer die gewünschte Schutzgasmenge anzeigt- Brennertaste loslassen- Netzschalter in Stellung „0“ schalten- Netzstecker ausstecken- Druckhebel nach unten schwenken- Spannvorrichtung einrasten- linkes Seitenteil der Stromquelle bzw. Gehäusemantel des Drahtvorschubswieder montierenAbb.15Unzulässige AbweichungDistanzscheiben (10 x 0.1)Hinweis! Eine Höhenkorrektur (y-Achse) kann nur durch den Fronius-Servicedienst durchgeführt werden.11