variostar 247 variostar 317, 317-2 operating instructions ... - dpiaca
variostar 247 variostar 317, 317-2 operating instructions ... - dpiaca
variostar 247 variostar 317, 317-2 operating instructions ... - dpiaca
- No tags were found...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
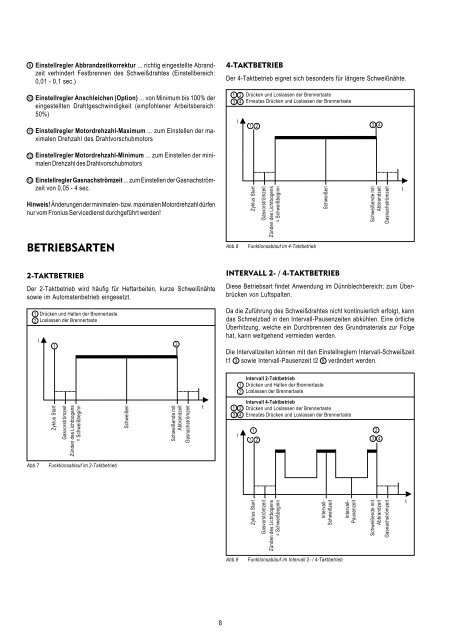
Einstellregler Abbrandzeitkorrektur ... richtig eingestellte Abrandzeitverhindert Festbrennen des Schweißdrahtes (Einstellbereich:0,01 - 0,1 sec.)4-TAKTBETRIEBDer 4-Taktbetrieb eignet sich besonders für längere Schweißnähte.Einstellregler Anschleichen (Option) ... von Minimum bis 100% dereingestellten Drahtgeschwindigkeit (empfohlener Arbeitsbereich:50%)Einstellregler Motordrehzahl-Maximum ... zum Einstellen der maximalenDrehzahl des DrahtvorschubmotorsEinstellregler Motordrehzahl-Minimum ... zum Einstellen der minimalenDrehzahl des DrahtvorschubmotorsIDrücken und Loslassen der BrennertasteErneutes Drücken und Loslassen der BrennertasteEinstellregler Gasnachströmzeit ... zum Einstellen der Gasnachströmzeitvon 0,05 - 4 sec.Hinweis! Änderungen der minimalen- bzw. maximalen Motordrehzahl dürfennur vom Fronius Servicedienst durchgeführt werden!Zyklus StartGasvorströmzeitZünden des Lichtbogens= SchweißbeginnSchweißenSchweißende mitAbbrandzeitGasnachströmzeittBETRIEBSARTENAbb.8Funktionsablauf im 4-Taktbetrieb2-TAKTBETRIEBDer 2-Taktbetrieb wird häufig für Heftarbeiten, kurze Schweißnähtesowie im Automatenbetrieb eingesetzt.Drücken und Halten der BrennertasteLoslassen der BrennertasteIINTERVALL 2- / 4-TAKTBETRIEBDiese Betriebsart findet Anwendung im Dünnblechbereich; zum Überbrückenvon Luftspalten.Da die Zuführung des Schweißdrahtes nicht kontinuierlich erfolgt, kanndas Schmelzbad in den Intervall-Pausenzeiten abkühlen. Eine örtlicheÜberhitzung, welche ein Durchbrennen des Grundmaterials zur Folgehat, kann weitgehend vermieden werden.Die Intervallzeiten können mit den Einstellreglern Intervall-Schweißzeitt1 sowie Intervall-Pausenzeit t2 verändert werden.Intervall 2-TaktbetriebDrücken und Halten der BrennertasteLoslassen der BrennertasteZyklus StartGasvorströmzeitZünden des Lichtbogens= SchweißbeginnSchweißenSchweißende mitAbbrandzeitGasnachströmzeittIIntervall 4-TaktbetriebDrücken und Loslassen der BrennertasteErneutes Drücken und Loslassen der BrennertasteAbb.7Funktionsablauf im 2-TaktbetriebZyklus StartGasvorströmzeitZünden des Lichtbogens= SchweißbeginnIntervall-SchweißzeitIntervall-PausenzeitSchweißende mitAbbrandzeitGasnachströmzeittAbb.9Funktionsablauf im Intervall 2- / 4-Taktbetrieb8