Contenitori InSostenibili - WWF Ricerche e Progetti
Contenitori InSostenibili - WWF Ricerche e Progetti
Contenitori InSostenibili - WWF Ricerche e Progetti

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
22<br />
na di lega di alluminio. Il processo deve essere perfettamente<br />
lubrificato per evitare grinze, rugosità e<br />
rotture del materiale.<br />
La lamina subisce una riduzione di spessore durante<br />
il processo e si produce un oggetto simile a un secchiello<br />
del tipo di quello riportato nella Figura 9.<br />
Una seconda imbutitura, detta stiratura, viene effettuata<br />
attraverso l’azione di un pistone dall’interno e<br />
di anelli a sezione cuneiforme di diametro decrescente<br />
che esercitano una pressione dall’esterno, che<br />
porta ad un allungamento del secchiello fino al raggiungimento<br />
dell’altezza desiderata. Durante tale operazione<br />
lo spessore del materiale si assottiglia da 0,30<br />
mm a 0,10-0,14 mm. L’effetto degli anelli esterni ha<br />
anche una funzione di stiratura del materiale che porta<br />
all’eliminazione di bolle, rugosità ed altre imperfezioni.<br />
Il processo viene completato dalla formazione di una<br />
convessità sul fondo, ad opera di un punzone a forma<br />
di duomo, per renderlo più resistente alla pressione<br />
esercitata dal contenuto.<br />
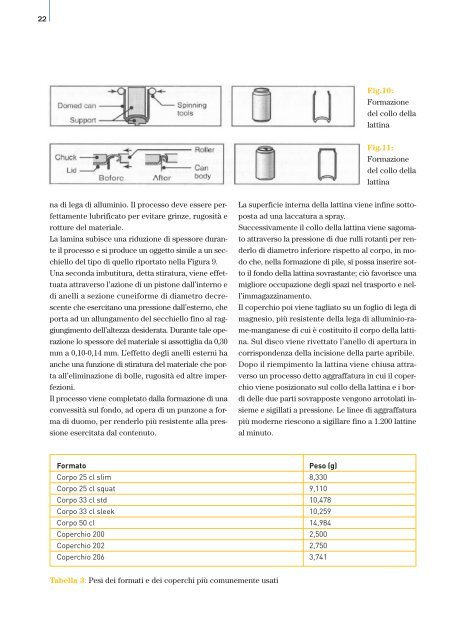
Fig.10:<br />
Formazione<br />
del collo della<br />
lattina<br />
Fig.11:<br />
Formazione<br />
del collo della<br />
lattina<br />
La superficie interna della lattina viene infine sottoposta<br />
ad una laccatura a spray.<br />
Successivamente il collo della lattina viene sagomato<br />
attraverso la pressione di due rulli rotanti per renderlo<br />
di diametro inferiore rispetto al corpo, in modo<br />
che, nella formazione di pile, si possa inserire sotto<br />
il fondo della lattina sovrastante; ciò favorisce una<br />
migliore occupazione degli spazi nel trasporto e nell’immagazzinamento.<br />
Il coperchio poi viene tagliato su un foglio di lega di<br />
magnesio, più resistente della lega di alluminio-rame-manganese<br />
di cui è costituito il corpo della lattina.<br />
Sul disco viene rivettato l’anello di apertura in<br />
corrispondenza della incisione della parte apribile.<br />
Dopo il riempimento la lattina viene chiusa attraverso<br />
un processo detto aggraffatura in cui il coperchio<br />
viene posizionato sul collo della lattina e i bordi<br />
delle due parti sovrapposte vengono arrotolati insieme<br />
e sigillati a pressione. Le linee di aggraffatura<br />
più moderne riescono a sigillare fino a 1.200 lattine<br />
al minuto.<br />
Formato Peso (g)<br />
Corpo 25 cl slim 8,330<br />
Corpo 25 cl squat 9,110<br />
Corpo 33 cl std 10,478<br />
Corpo 33 cl sleek 10,259<br />
Corpo 50 cl 14,984<br />
Coperchio 200 2,500<br />
Coperchio 202 2,750<br />
Coperchio 206 3,741<br />
Tabella 3: Pesi dei formati e dei coperchi più comunemente usati