Jeko Problemi in metallo ceramica - Nobil-Metal
Jeko Problemi in metallo ceramica - Nobil-Metal
Jeko Problemi in metallo ceramica - Nobil-Metal

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Consigli<br />
pratici<br />
Le saldature<br />
A cura dell’Education Center <strong>Nobil</strong> <strong>Metal</strong><br />
Tra le lavorazioni odontotecniche<br />
“ad alto rischio” c’è sicuramente la<br />
saldatura. Un corretto protocollo operativo,<br />
e come sempre, molta attenzione<br />
unitamente all’uso di materiali appro-<br />
14<br />
<strong>Nobil</strong> Mag<br />
priati possono dare all’odontotecnico<br />
quelle garanzie necessarie che il dispositivo<br />
saldato, una volta nel cavo orale,<br />
non dia problemi.<br />
Attraverso l’esperienza dei consulenti<br />
1 La “rottura” di una<br />
saldatura nel cavo<br />
orale è un problema<br />
reale. Molte sono le<br />
richieste di analisi che<br />
giungono ogni anno<br />
presso l’Education<br />
Center <strong>Nobil</strong> <strong>Metal</strong> per<br />
capire come risolvere il<br />
problema.<br />
3 La fase del trasferimento della corretta posizione degli elementi rilevata nel<br />
cavo orale sulla base di rivestimento, merita estrema attenzione e precisione.<br />
Esistono molti metodi per fare questo: ne prendiamo <strong>in</strong> esame due. Nel primo<br />
gli elementi vengono bloccati con res<strong>in</strong>a calc<strong>in</strong>abile.<br />
dell’Education Center <strong>Nobil</strong> <strong>Metal</strong> e gli<br />
studi effettuati dalla <strong>Nobil</strong> Bio Ricerche,<br />
vogliamo <strong>in</strong>dicare un protocollo operativo<br />
che riteniamo valido.<br />
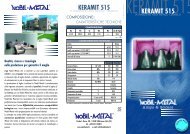
2 Il disegno della struttura da saldare<br />
con la tecnica della saldatura<br />
primaria, per favorire una valida<br />
<strong>in</strong>terpenetrazione del materiale,<br />
deve presentarsi come è schematizzato<br />
nel disegno. Le aree <strong>in</strong>teressate<br />
dovrebbero avere una superficie<br />
m<strong>in</strong>ima di circa 6 mm 2 e la beanza<br />
tra gli elementi non dovrebbe superare<br />
10,2 mm. Se, nel caso di una<br />
monofusione non precisa, si dovesse<br />
ricorrere al taglio della travata<br />
metallica, è opportuno eseguirlo sul<br />
punto di contatto più esteso e più<br />
prossimo all’elemento moncone,<br />
con un disco “slim” dello spessore<br />
di 0,2 mm.