COVER STORY » CCI
COVER STORY » CCI SOLUTIONS The overlay of reference signal and measurement signal creates a convergence signal caused by reflections at the refraction lines. The distance between the convergence peaks is the height of the material. Source: Koh Young 3D inspection Until recently, 2D inspection was all that was required for conformal coating inspection; now however, there is rising demand for 3D inspection. This has come about because it is necessary to ensure the coating attains a particular thickness. If the conformal coating is applied too thinly, the parts that require protection may not be sufficiently shielded. If, on the other hand, the coating is applied too thickly, the unnecessary stress this adds to the board can cause side effects such as bubbles and cracks. “Proper coating thickness is very important to ensure the quality of a board yet 3D thickness inspection is not easy because the coating itself is transparent.” IPC recommends a thickness of between 30um and 130um depending on the type of conformal coating. Proper coating thickness is very important to ensure the quality of a board, yet 3D thickness inspection is not easy because the coating itself is transparent. Biggest inspection challenges So, what are the biggest challenges when it comes to coating inspection? Conformal coatings are done using different materials meaning that, in some cases, the coating thickness and UV color may be different – even for the same type of board. As conventional 2D CCI (conformal coating inspection) systems inspect according to the UV color, and are susceptible to the board environment, this can lead to a high rate of 2D false calls. In order to solve these problems, it is also necessary to continuously draw and set the region of interest (ROI). Finally, as explained above, because the conformal coating is itself transparent, 3D thickness measurement using existing inspection technology becomes a challenge. In the case of IC components, for instance, we find that, because the coating flows down, it remains thin on top of the leads but relatively thick in between them because it has gathered here. In the case of underfill, there is a need to check the fillet height using 3D. Accurate measurement is difficult due to the steep slope of the fillet. Although, it looks black, underfill may, in some cases, have some transparency. Before curing especially, it is even 18 EPP Europe » 11 | 2022
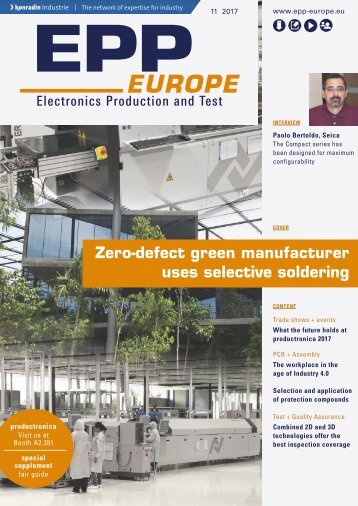
The LIFT measurement principle. The sample is scanned by an IR laser beam. The signal is split into a reference signal and a measurement signal (beam splitter). The overlay of both signals returns to the detector. Source: Koh Young more transparent. With a level of transparency like this, there is no guarantee that the 3D shape is of the correct height or not, as the light is slightly transmitted when it is reflected. As such, it is difficult to obtain reliable 3D data with existing CCI technology. Currently, in order to ensure the reliability of 3D measurements, some boards must be destroyed. The Neptune series To help overcome these challenges, Koh Young has launched the Neptune series for conformal coating inspection. The tabletop Neptune T and the inline Neptune C+ machine. The tabletop machine is optimized for thickness measurement, and the Neptune C+ is the industry‘s first 3D in-line DPI, (Dispensing Process Inspection) system, which is able to offer both the 2D and 3D inspection of various transparent materials. In addition to 2D conformal coating inspection, Neptune C+ also provides solutions for various areas that undergo 3D inspection. As explained above, in existing 2D CCI, defects are detected using only the UV brightness color, leading to frequent false calls. Bubble detection is, for instance, an area with a very high false call rate. In order to minimize this false call rate, Koh Young employs an image-based machine learning-algorithm for bubble detection. First, bubble images from the field are collected, and classified by bubble shape based on the collection of images, in order to continuously enhance the bubble detection engine. The “It is difficult to obtain reliable 3D data with existing CCI technology.” Neptune C+ thus enables customized bubble detection according to bubble classification. For example, some customers may wish to class a bubble that occurs far away from the lead as not defective, while others prefer to classify any bubble – no matter where it is detected – as a defect. User-friendly software Programming that was difficult with existing CCI systems has also been made easier by our userfriendly software. The user interface is very intuitive and easy to use. Everything from recipe creation to result review is possible in one piece of software. EPP Europe » 11 | 2022 19