

Aplicação do SMED para melhoria da capacidade produtiva e redução de desperdício em uma indústria de transformação

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
Trabalho <strong>de</strong> Conclusão <strong>de</strong> Curso<br />
Engenharia <strong>de</strong> Produção<br />
2015<br />
<strong>Aplicação</strong> <strong>do</strong> <strong>SMED</strong> <strong>para</strong> <strong>melhoria</strong> <strong>da</strong> capaci<strong>da</strong><strong>de</strong> <strong>produtiva</strong> e <strong>redução</strong><br />
<strong>de</strong> <strong>de</strong>sperdício <strong>em</strong> <strong>uma</strong> <strong>indústria</strong> <strong>de</strong> <strong>transformação</strong><br />
Itala Cortez <strong>de</strong> Oliveira<br />
Orienta<strong>do</strong>r: Prof. MSc. Paulo Henrique Paulista<br />
Co-Orienta<strong>do</strong>r: Prof.Dr. Rafael <strong>de</strong> Carvalho Miran<strong>da</strong><br />
Resumo: Este trabalho foi <strong>de</strong>senvolvi<strong>do</strong> com base <strong>em</strong> <strong>uma</strong> pesquisa <strong>do</strong> tipo bibliográfica<br />
sobre a ferramenta <strong>de</strong> <strong>melhoria</strong> <strong>SMED</strong> – Redução <strong>do</strong> t<strong>em</strong>po <strong>de</strong> Setup e PCP - Planejamento e<br />
Controle <strong>da</strong> Produção, é <strong>uma</strong> pesquisa <strong>do</strong> tipo estu<strong>do</strong> <strong>de</strong> caso <strong>em</strong> <strong>uma</strong> operação responsável<br />
pela distribuição <strong>de</strong> produtos <strong>para</strong> linhas <strong>de</strong> montag<strong>em</strong>. O acompanhamento e a coleta <strong>de</strong><br />
<strong>da</strong><strong>do</strong>s sobre a implantação <strong>da</strong> ferramenta <strong>SMED</strong> é analisa<strong>da</strong> pelo <strong>de</strong>partamento <strong>de</strong> PCP<br />
evi<strong>de</strong>ncian<strong>do</strong> os resulta<strong>do</strong>s obti<strong>do</strong>s sen<strong>do</strong> o principal objetivo, que <strong>de</strong> acor<strong>do</strong> com as<br />
expectativas <strong>da</strong> autora e <strong>da</strong> <strong>em</strong>presa, atinge os objetivos almeja<strong>do</strong>s. Por tanto, o estu<strong>do</strong> aqui<br />
<strong>de</strong>monstra<strong>do</strong> restringe-se única e exclusivamente ao entendimento <strong>da</strong> <strong>em</strong>presa <strong>em</strong> questão já<br />
que esta <strong>de</strong>tém <strong>de</strong> um rigoroso sist<strong>em</strong>a <strong>de</strong> controle. Recomen<strong>da</strong>-se a utilização <strong>de</strong>sta<br />
ferramenta a outras máquinas, operações e estações <strong>de</strong> trabalho.Aplican<strong>do</strong> os conceitos <strong>do</strong><br />
<strong>SMED</strong> obteve-se a <strong>redução</strong> <strong>do</strong> t<strong>em</strong>po <strong>de</strong> setup, passan<strong>do</strong> <strong>de</strong> 480 minutos <strong>para</strong> 234 minutos.<br />
Palavras - chave: Redução <strong>de</strong> Setup, <strong>SMED</strong>, PCP,Melhoria Contínua.<br />
1. Introdução<br />
O crescimento <strong>da</strong> concorrência mundial, in<strong>de</strong>pen<strong>de</strong>nt<strong>em</strong>ente <strong>do</strong> segmento, t<strong>em</strong> leva<strong>do</strong><br />
os preços <strong>do</strong>s produtos manufatura<strong>do</strong>s a níveis consi<strong>de</strong>ravelmente baixos. Observa-se no<br />
cenário mundial a mu<strong>da</strong>nça <strong>de</strong> <strong>em</strong>presas multinacionais <strong>para</strong> regiões <strong>do</strong> mun<strong>do</strong>,<br />
principalmente <strong>para</strong> a Ásia e Índia, <strong>em</strong> busca <strong>de</strong> custos operacionais menores,consequência <strong>da</strong><br />
globalização mundial. O mesmo po<strong>de</strong> ser observa<strong>do</strong> no cenário nacional nos últimos anos,<br />
on<strong>de</strong> <strong>em</strong>presas buscaram e ain<strong>da</strong> buscam regiões <strong>do</strong> país on<strong>de</strong> os custos relaciona<strong>do</strong>s à mão<br />
<strong>de</strong> obra, apoios fiscais, incentivos e impostos são menores, s<strong>em</strong>pre objetivan<strong>do</strong> a <strong>redução</strong> <strong>de</strong><br />
custos operacionais.<br />
Atualmente, somente esta visão já não basta, é necessária à aplicação <strong>de</strong> técnicas que<br />
torn<strong>em</strong> ain<strong>da</strong> mais <strong>produtiva</strong>s e lucrativas a manufatura <strong>do</strong>s produtos. Embora várias<br />
ferramentas <strong>de</strong> <strong>melhoria</strong> contínua já existiss<strong>em</strong> somente <strong>em</strong>presas <strong>de</strong> gran<strong>de</strong> porte faziam<br />
uso,com isso, os impactos relaciona<strong>do</strong>s à <strong>redução</strong> <strong>de</strong> custos eram significativos e os<br />
indica<strong>do</strong>res <strong>de</strong> <strong>de</strong>s<strong>em</strong>penho notoriamente visíveis. Com esta visão, gerentes, engenheiros,<br />
tecnólogos e técnicos atuan<strong>do</strong> nestas médias e pequenas <strong>em</strong>presas, buscam aplicar <strong>de</strong>stas <strong>para</strong><br />
alavancar os processos, melhorar os rendimentos e principalmente, auxiliar essas <strong>em</strong>presas a<br />
se manter<strong>em</strong> no merca<strong>do</strong>.<br />
Segun<strong>do</strong> Mota (2007), com a globalização, as <strong>em</strong>presas po<strong>de</strong>m enfrentar <strong>uma</strong> alta<br />
concorrência forçan<strong>do</strong> a pensar ca<strong>da</strong> vez mais <strong>em</strong> <strong>redução</strong> <strong>de</strong> custos e <strong>melhoria</strong> na quali<strong>da</strong><strong>de</strong>.<br />
Neste senti<strong>do</strong>, atualmente as <strong>em</strong>presas buscam s<strong>em</strong>pre a <strong>melhoria</strong> contínua <strong>de</strong> seus processos<br />
produtivos, a fim <strong>de</strong> garantir a competitivi<strong>da</strong><strong>de</strong> e melhorar a quali<strong>da</strong><strong>de</strong> <strong>de</strong> seus produtos.<br />
Atuan<strong>do</strong> como fornece<strong>do</strong>r direto ou sub fornece<strong>do</strong>r e visan<strong>do</strong> o melhor atendimento ao<br />
merca<strong>do</strong>, as <strong>em</strong>presas buscam implantar projetos <strong>de</strong> <strong>melhoria</strong> que agregu<strong>em</strong> valora quali<strong>da</strong><strong>de</strong><br />
1
Trabalho <strong>de</strong> Conclusão <strong>de</strong> Curso<br />
Engenharia <strong>de</strong> Produção<br />
2015<br />
<strong>de</strong> seus produtos e processos, foca<strong>do</strong>s na obtenção <strong>de</strong> preços competitivos e<br />
consequent<strong>em</strong>ente, na garantia <strong>do</strong>s melhores prazos <strong>de</strong> entrega ao cliente final. A<br />
permanência <strong>da</strong>s <strong>em</strong>presas no merca<strong>do</strong> <strong>de</strong>pen<strong>de</strong> <strong>de</strong> seus processos produtivos estabiliza<strong>do</strong>s,<br />
ou seja, que produzam peças certas, <strong>em</strong> quanti<strong>da</strong><strong>de</strong>s certas e a entrega <strong>do</strong>s produtos nos<br />
prazos, e com quali<strong>da</strong><strong>de</strong> igual ou superior ao exigi<strong>do</strong> pelo merca<strong>do</strong> (DEMING, 2000).<br />
O merca<strong>do</strong> consumi<strong>do</strong>r ca<strong>da</strong> vez mais exigente t<strong>em</strong> leva<strong>do</strong> as <strong>indústria</strong>s <strong>de</strong><br />
<strong>transformação</strong> a usar <strong>de</strong> meto<strong>do</strong>logias por meio <strong>da</strong> formação <strong>de</strong> grupos <strong>de</strong> <strong>melhoria</strong> contínua<br />
<strong>para</strong> aten<strong>de</strong>r tal necessi<strong>da</strong><strong>de</strong>, o foco é a<strong>da</strong>ptar seus processos produtivos <strong>de</strong> forma a aumentar<br />
a capaci<strong>da</strong><strong>de</strong> e reduzir <strong>de</strong>sperdícios. Nesta visão, tais grupos buscam <strong>de</strong>senvolver trabalhos e<br />
méto<strong>do</strong>s basea<strong>do</strong>s <strong>em</strong> ferramentas que aju<strong>de</strong>m na diminuição <strong>do</strong>s t<strong>em</strong>pos mínimos <strong>de</strong><br />
produção, e o setup <strong>de</strong> máquinas é normalmente um <strong>do</strong>s pontos mais importantes <strong>para</strong><br />
aumentar a flexibili<strong>da</strong><strong>de</strong> e aumento <strong>de</strong> capaci<strong>da</strong><strong>de</strong> (SOUZA,2009).<br />
A utilização <strong>do</strong> <strong>SMED</strong> (Single Minute Exchange of Die) t<strong>em</strong> se torna<strong>do</strong> constante <strong>em</strong><br />
linhas <strong>de</strong> produção e operações sejam elas complexas ou não, a i<strong>de</strong>ia <strong>da</strong> utilização <strong>da</strong><br />
ferramenta é proporcionar maior flexibili<strong>da</strong><strong>de</strong> com a <strong>redução</strong> <strong>do</strong> t<strong>em</strong>po <strong>de</strong> setup, reduzir<br />
estoques e eliminar ativi<strong>da</strong><strong>de</strong>s que não agregam valor ao produto, e também, eliminar<br />
gargalos e reduzir custos operacionais (GOLDACKER e OLIVEIRA, 2008).<br />
A interação entre o processo produtivo e o planejamento e controle <strong>da</strong> produção (PCP)<br />
<strong>de</strong>ve ser permanente. Enten<strong>de</strong>r as necessi<strong>da</strong><strong>de</strong>s <strong>do</strong> cliente é função única e exclusiva <strong>do</strong>s<br />
planeja<strong>do</strong>res, os quais receb<strong>em</strong> os programas, analisam a capaci<strong>da</strong><strong>de</strong>, e verificam as<br />
possibili<strong>da</strong><strong>de</strong>s <strong>de</strong> cumprimento <strong>do</strong>s prazos, porém, o atendimento <strong>da</strong>s necessi<strong>da</strong><strong>de</strong>s <strong>do</strong> cliente<br />
é conjunta. Conhecer o fluxo produtivo e a capaci<strong>da</strong><strong>de</strong> <strong>da</strong>s máquinas e o processo são <strong>de</strong><br />
fun<strong>da</strong>mental importância <strong>para</strong> o <strong>de</strong>partamento <strong>de</strong> PCP, pois basea<strong>do</strong>s nestas informações este<br />
consegue trabalhar com a ampliação e/ou <strong>redução</strong> <strong>da</strong> <strong>de</strong>man<strong>da</strong>, assim como fornecer<br />
informações a diretoria e/ou gerência no intuito <strong>de</strong> tomar<strong>em</strong> <strong>de</strong>cisões sobre a necessi<strong>da</strong><strong>de</strong> <strong>de</strong><br />
aquisição ou não <strong>de</strong> novos recursos.<br />
Para Vollman et al.(1997), um sist<strong>em</strong>a <strong>de</strong> PCP fornece informações <strong>para</strong> um<br />
gerenciamento eficiente <strong>do</strong> fluxo <strong>de</strong> materiais, <strong>uma</strong> utilização eficaz <strong>de</strong> recursos, <strong>uma</strong><br />
coor<strong>de</strong>nação interna <strong>da</strong>s ativi<strong>da</strong><strong>de</strong>s com fornece<strong>do</strong>res e <strong>uma</strong> comunicação com os clientes<br />
sobre os requisitos <strong>de</strong> merca<strong>do</strong>.<br />
In<strong>de</strong>pen<strong>de</strong>nte <strong>da</strong>s diferenças entre o sist<strong>em</strong>a <strong>de</strong> produção antigo e o atual, on<strong>de</strong> os<br />
antigos eram volta<strong>do</strong>s à manufatura <strong>em</strong> massa e poucos produtos eram fabrica<strong>do</strong>s <strong>em</strong> gran<strong>de</strong>s<br />
lotes e com eleva<strong>do</strong>s volumes <strong>de</strong> produção, hoje, é fun<strong>da</strong>mental diversificar ca<strong>da</strong> vez mais o<br />
mix <strong>de</strong> produtos, reduzir custos e <strong>de</strong>sperdícios, aumentar a produtivi<strong>da</strong><strong>de</strong> e a quali<strong>da</strong><strong>de</strong><br />
(COSTA, LIMA e GOMES, 2012).<br />
Desta forma, o presente trabalho t<strong>em</strong> por objetivo apresentar os resulta<strong>do</strong>s alcança<strong>do</strong>s<br />
com a realização <strong>de</strong> um estu<strong>do</strong> <strong>de</strong> caso <strong>em</strong> <strong>uma</strong> <strong>em</strong>presa <strong>de</strong> <strong>transformação</strong> <strong>do</strong> ramo <strong>de</strong> higiene<br />
pessoal, por meio <strong>da</strong> aplicação <strong>da</strong> meto<strong>do</strong>logia <strong>SMED</strong> <strong>em</strong> <strong>uma</strong> operação gargalo, basea<strong>do</strong>s na<br />
prática e informações coleta<strong>da</strong>s pelo planejamento e controle <strong>de</strong> produção, ten<strong>do</strong> por<br />
finali<strong>da</strong><strong>de</strong> a otimização <strong>da</strong> operação com a <strong>redução</strong> <strong>do</strong>s t<strong>em</strong>pos <strong>de</strong> setup e melhor distribuição<br />
<strong>do</strong>s produtos <strong>para</strong> as linhas <strong>de</strong> produção.<br />
Para cumprir com este objetivo, este trabalho está dividi<strong>do</strong> <strong>em</strong> cinco seções, on<strong>de</strong> a<br />
primeira seção apresentou o probl<strong>em</strong>a <strong>de</strong> pesquisa e seu objetivo. A seção <strong>do</strong>is apresenta a<br />
fun<strong>da</strong>mentação teórica. A seção três apresenta o estu<strong>do</strong> <strong>de</strong> caso e os resulta<strong>do</strong>s. A seção<br />
2
Trabalho <strong>de</strong> Conclusão <strong>de</strong> Curso<br />
Engenharia <strong>de</strong> Produção<br />
2015<br />
quatro apresenta a conclusão, e finalmente, a seção cinco on<strong>de</strong> é apresenta<strong>do</strong> os referências<br />
teóricos utiliza<strong>do</strong>s.<br />
2. Fun<strong>da</strong>mentação teórica<br />
2.1 Setup<br />
O setup é o espaço <strong>de</strong> t<strong>em</strong>po e/ou perío<strong>do</strong> <strong>em</strong> que não se produz, provocan<strong>do</strong><br />
ineficiência <strong>de</strong> máquina, operação ou estação <strong>de</strong> trabalho <strong>de</strong>vi<strong>do</strong> à interrupção <strong>para</strong><br />
substituição <strong>de</strong> ferramentais, dispositivos e equipamentos,num intervalo <strong>de</strong> troca entre<br />
produtos <strong>em</strong> um processo produtivo. Segun<strong>do</strong> Moura (1996), o setup é o t<strong>em</strong>po <strong>de</strong>corrente<br />
<strong>para</strong> que to<strong>da</strong>s as tarefas necessárias, <strong>de</strong>s<strong>de</strong> o momento <strong>em</strong> que se tenha completa<strong>do</strong> a última<br />
peça <strong>do</strong> lote anterior até o momento <strong>em</strong> que se tenha fabrica<strong>do</strong> a primeira peça <strong>do</strong> lote<br />
seguinte. Já Black (1991) <strong>de</strong>limita como sen<strong>do</strong> o t<strong>em</strong>po <strong>de</strong>s<strong>de</strong> a última peça produzi<strong>da</strong> com<br />
quali<strong>da</strong><strong>de</strong> até a primeira peça <strong>em</strong> mesmo esta<strong>do</strong> <strong>de</strong> a<strong>de</strong>quação <strong>do</strong> próximo lote.<br />
Shigeo Shingo durante o <strong>de</strong>senvolvimento <strong>da</strong> meto<strong>do</strong>logia <strong>SMED</strong>, percebeu e<br />
classificou,durante um trabalho <strong>de</strong> <strong>melhoria</strong> <strong>para</strong> diminuir os gargalos <strong>em</strong> prensas na planta<br />
<strong>da</strong> Maz<strong>da</strong> <strong>em</strong> Hiroshima, as operações <strong>de</strong> setup <strong>em</strong> <strong>do</strong>is tipos: setup interno, que é aquele<br />
cujas tarefas só po<strong>de</strong>m ser realiza<strong>da</strong>s com a máquina <strong>para</strong><strong>da</strong>, e setup externo, que é realiza<strong>do</strong><br />
com a máquina <strong>em</strong> operação (ANDERE, 2012).<br />
A <strong>redução</strong> <strong>do</strong>s t<strong>em</strong>pos <strong>de</strong> setup e/ou pre<strong>para</strong>ção <strong>de</strong> máquinas <strong>para</strong> a troca <strong>de</strong> produtos<br />
<strong>em</strong> <strong>uma</strong> linha <strong>de</strong> produção baseia-se principalmente no beneficiamento <strong>de</strong> tal linha <strong>para</strong> <strong>uma</strong><br />
produção econômica <strong>em</strong> pequenos lotes, e auxiliar esta linha na resposta <strong>para</strong> as variações<br />
<strong>de</strong>stes produtos, consequent<strong>em</strong>ente, <strong>de</strong> maneira organiza<strong>da</strong> a aten<strong>de</strong>r a <strong>de</strong>man<strong>da</strong> <strong>do</strong> programa<br />
<strong>de</strong> produção (SHINGO, 2008).<br />
Trabalhan<strong>do</strong> economicamente com pequenos lotes <strong>de</strong> produção obtém-se a <strong>redução</strong> <strong>de</strong><br />
estoques intermediários e estoques <strong>de</strong> produtos acaba<strong>do</strong>s, a minimização ou até eliminação <strong>da</strong><br />
possibili<strong>da</strong><strong>de</strong> <strong>de</strong> erros <strong>de</strong> regulag<strong>em</strong> e ajustes <strong>de</strong> ferramentas. A <strong>redução</strong> <strong>do</strong>s t<strong>em</strong>pos <strong>de</strong> setup<br />
é fun<strong>da</strong>mental <strong>em</strong> um sist<strong>em</strong>a <strong>de</strong> produção, e é necessária <strong>uma</strong> visão estratégica <strong>do</strong> grupo <strong>para</strong><br />
classificar as funções e suas proporções <strong>de</strong> acor<strong>do</strong> com a operação a ser modifica<strong>da</strong><br />
(SHINGO, 2008).<br />
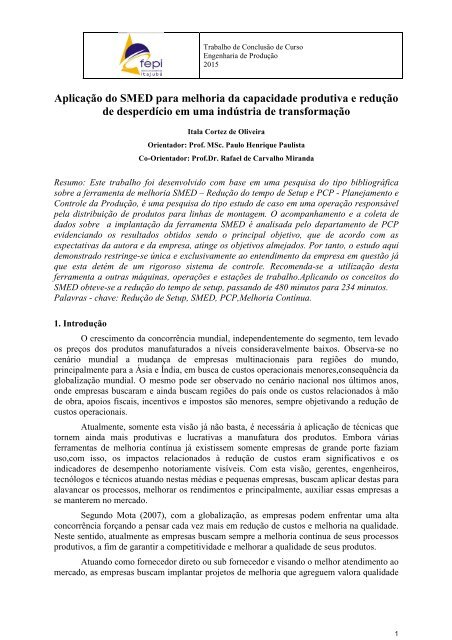
Para Shingo (2008), 5% <strong>da</strong> proporção <strong>do</strong> t<strong>em</strong>po <strong>de</strong> setup <strong>de</strong> <strong>uma</strong> operação está<br />
relaciona<strong>da</strong> à montag<strong>em</strong> e r<strong>em</strong>oção <strong>de</strong> matrizes ou ferramentais, 15% está relaciona<strong>do</strong> à<br />
centrag<strong>em</strong>, dimensionamento e estabelecimento <strong>de</strong> outras condições, 30% relaciona-se a<br />
pre<strong>para</strong>ção, ajustes pós-processamento e verificação <strong>de</strong> matéria-prima, matrizes, ferramentais,<br />
guias, e os outros 50% está relaciona<strong>do</strong> à corri<strong>da</strong> <strong>de</strong> testes e ajustes, estes valores são<br />
representa<strong>do</strong>s graficamente na figura 1.<br />
50%<br />
15%<br />
T<strong>em</strong>pos <strong>de</strong> Setup<br />
30%<br />
5%<br />
Pre<strong>para</strong>ção <strong>de</strong><br />
matéria-prima,<br />
dispositivos <strong>de</strong><br />
omntag<strong>em</strong>,<br />
acessórios, etc.<br />
Figura 1 – T<strong>em</strong>pos <strong>de</strong> setup. Fonte: Shingo (1996)<br />
3
Trabalho <strong>de</strong> Conclusão <strong>de</strong> Curso<br />
Engenharia <strong>de</strong> Produção<br />
2015<br />
Segun<strong>do</strong> Singh e Khanduja (2010), <strong>uma</strong> forma <strong>de</strong> aumentar a eficiência é por meio <strong>da</strong><br />
<strong>redução</strong> <strong>do</strong>s t<strong>em</strong>pos <strong>de</strong> setup. Enten<strong>de</strong>n<strong>do</strong> a finali<strong>da</strong><strong>de</strong>, a meto<strong>do</strong>logia e utilizan<strong>do</strong> o setup <strong>de</strong><br />
maneira padroniza<strong>da</strong> e com <strong>uma</strong> visão estratégica, sua aplicação <strong>em</strong> <strong>uma</strong> linha <strong>de</strong> produção<br />
ou <strong>em</strong> estações <strong>de</strong> trabalho po<strong>de</strong>m trazer resulta<strong>do</strong>s significativos, relaciona<strong>do</strong>s ao aumento<br />
<strong>de</strong> eficiência, produtivi<strong>da</strong><strong>de</strong> e entrega.<br />
Segun<strong>do</strong> Mclntosh et al. (2007), a capaci<strong>da</strong><strong>de</strong> <strong>de</strong> mu<strong>da</strong>nça rápi<strong>da</strong> é amplamente<br />
reconheci<strong>da</strong> como um requisito essencial <strong>para</strong> a flexibili<strong>da</strong><strong>de</strong> e agili<strong>da</strong><strong>de</strong> na fabricação <strong>de</strong><br />
pequenos lotes. Já <strong>para</strong> Mileham et al. (1999), essa característica <strong>de</strong> efeito rápi<strong>do</strong> na transição<br />
<strong>de</strong> <strong>uma</strong> linha <strong>de</strong> produção, <strong>de</strong> um produto <strong>para</strong> outro, aumenta também a capaci<strong>da</strong><strong>de</strong> <strong>de</strong><br />
resposta <strong>da</strong> <strong>em</strong>presa visto as necessi<strong>da</strong><strong>de</strong>s <strong>do</strong> merca<strong>do</strong> e atribuin<strong>do</strong> níveis consi<strong>de</strong>ráveis <strong>de</strong><br />
li<strong>de</strong>rança.<br />
2.2 A influência <strong>do</strong> planejamento e controle <strong>da</strong> produção no Setup<br />
Segun<strong>do</strong> Russomano (2000), o Planejamento e Controle <strong>da</strong> Produção (PCP) consiste<br />
<strong>em</strong> <strong>uma</strong> função <strong>de</strong> apoio <strong>de</strong> coor<strong>de</strong>nação <strong>da</strong>s várias ativi<strong>da</strong><strong>de</strong>s <strong>de</strong> acor<strong>do</strong> com os planos <strong>de</strong><br />
produção, <strong>de</strong> mo<strong>do</strong> que os programas pré-estabeleci<strong>do</strong>s possam ser atendi<strong>do</strong>s nos prazos e<br />
quanti<strong>da</strong><strong>de</strong>s. Já Bonney (2000) acrescenta que a função PCP e seus sist<strong>em</strong>as integra<strong>do</strong>s<br />
direcionam o planejamento e controle, <strong>de</strong> forma que a <strong>em</strong>presa possa <strong>de</strong>tectar efetivamente as<br />
exigências <strong>do</strong> seu processo produtivo. Aplicar os recursos <strong>de</strong> produção <strong>de</strong> maneira eficiente<br />
assegura o cumprimento <strong>do</strong>s objetivos <strong>de</strong> <strong>de</strong>s<strong>em</strong>penho <strong>de</strong> <strong>uma</strong> organização, e, assim, po<strong>de</strong>-se<br />
constatar que esta função é exclusiva <strong>do</strong> PCP.<br />
Pires (1995) <strong>de</strong>fine PCP como um conjunto <strong>de</strong> ativi<strong>da</strong><strong>de</strong>s gerenciais a ser<strong>em</strong><br />
executa<strong>da</strong>s, <strong>para</strong> que se concretize a produção <strong>de</strong> um produto. Já <strong>para</strong> Vollman et al. (1997),<br />
um sist<strong>em</strong>a <strong>de</strong> PCP fornece informações <strong>para</strong> um gerenciamento eficiente <strong>do</strong> fluxo <strong>de</strong><br />
materiais, <strong>uma</strong> utilização eficaz <strong>de</strong> recursos, <strong>uma</strong> coor<strong>de</strong>nação interna <strong>da</strong>s ativi<strong>da</strong><strong>de</strong>s com<br />
fornece<strong>do</strong>res e <strong>uma</strong> comunicação com os clientes sobre os requisitos <strong>de</strong> merca<strong>do</strong>. Tubino<br />
(1999) explica que as ativi<strong>da</strong><strong>de</strong>s <strong>do</strong> PCP estão relaciona<strong>da</strong>s a um <strong>de</strong>partamento <strong>de</strong> apoio à<br />
produção, <strong>de</strong>ntro <strong>da</strong> gerência industrial. Desta forma, o PCP é responsável pela coor<strong>de</strong>nação e<br />
aplicação <strong>do</strong>s recursos produtivos <strong>de</strong> forma a aten<strong>de</strong>r, <strong>da</strong> melhor maneira possível, os planos<br />
estabeleci<strong>do</strong>s <strong>em</strong> níveis estratégico, tático e operacional.<br />
A utilização <strong>da</strong> meto<strong>do</strong>logia MRP (Manufacturing Resources Planning –<br />
planejamento <strong>do</strong>s recursos <strong>de</strong> manufatura) <strong>em</strong> um sist<strong>em</strong>a produtivo, não exime o PCP, <strong>de</strong><br />
realizar alg<strong>uma</strong>s ativi<strong>da</strong><strong>de</strong>s tradicionais. No nível operacional o PCP pre<strong>para</strong> os programas <strong>de</strong><br />
curto prazo <strong>de</strong> produção, realiza acompanhamentos <strong>de</strong>stes programas na produção, administra<br />
estoques sequencia<strong>do</strong>s, <strong>em</strong>ite a liberação <strong>de</strong> or<strong>de</strong>ns <strong>de</strong> compras <strong>de</strong> materiais, fabricação e<br />
montag<strong>em</strong> <strong>de</strong> jogos, e principalmente, executa e acompanha o controle <strong>de</strong> produção<br />
(TUBINO, 1999).<br />
2.3 <strong>SMED</strong> - Single Minute Exchange of Die<br />
Na déca<strong>da</strong> <strong>de</strong> 1950, EijiToyo<strong>da</strong> e TaiichiOhno criaram o Sist<strong>em</strong>a Toyota <strong>de</strong><br />
Produção(STP), e na mesma época este sist<strong>em</strong>a foi aca<strong>de</strong>micamente ministra<strong>do</strong> pelo professor<br />
Yasuhiro Mon<strong>de</strong>n . A i<strong>de</strong>alização <strong>do</strong> sist<strong>em</strong>a buscava principalmente eliminar <strong>de</strong>sperdícios<br />
através <strong>da</strong>s técnicas cria<strong>da</strong>s <strong>para</strong> a produção <strong>de</strong> peças <strong>em</strong> pequenos lotes, reduzir estoques,<br />
aumentar o nível <strong>da</strong> quali<strong>da</strong><strong>de</strong>, manutenção preventiva. Produzir <strong>em</strong> pequenos lotes e reduzir<br />
estoques são fatores que motivam e incentivam as ações foca<strong>da</strong>s na <strong>redução</strong> <strong>do</strong> t<strong>em</strong>po <strong>de</strong><br />
setup, um capacitor <strong>da</strong> produção enxuta (GODINHO FILHO e FERNANDES, 2004).<br />
4
Trabalho <strong>de</strong> Conclusão <strong>de</strong> Curso<br />
Engenharia <strong>de</strong> Produção<br />
2015<br />
O <strong>SMED</strong> (Single Minute Exchange of Die – Sist<strong>em</strong>a <strong>para</strong> <strong>redução</strong> <strong>de</strong> t<strong>em</strong>po <strong>de</strong> setup)<br />
só foi incorpora<strong>do</strong> ao STP <strong>em</strong> mea<strong>do</strong>s <strong>de</strong> 1950, quan<strong>do</strong> Taiichi Ohno conheceu as prensas <strong>de</strong><br />
setup rápi<strong>do</strong> na planta <strong>da</strong> Danly Machine <strong>em</strong> Chicago, <strong>de</strong>scobrin<strong>do</strong> as gran<strong>de</strong>s vantagens que<br />
a <strong>redução</strong> <strong>do</strong> setup trazia <strong>para</strong> produção <strong>em</strong> pequenos lotes e <strong>redução</strong> <strong>de</strong> estoques e contratou<br />
Shigeo Shingo <strong>para</strong> <strong>de</strong>senvolver a meto<strong>do</strong>logia na Toyota. Conforme Smith (2005), <strong>uma</strong><br />
equipe <strong>da</strong> Toyota foi treina<strong>da</strong> na Danly, <strong>em</strong> 1959, na busca <strong>da</strong> <strong>redução</strong> <strong>de</strong> t<strong>em</strong>po <strong>de</strong> setup.<br />
Uma déca<strong>da</strong> <strong>de</strong>pois, Shingo criou o <strong>SMED</strong> evitan<strong>do</strong> infringir a marca registra<strong>da</strong> <strong>da</strong> Danly.<br />
Este relato <strong>de</strong> Smith (2005)vai <strong>de</strong> encontro com o relato <strong>de</strong> Cus<strong>uma</strong>no (1989), que comentava<br />
que o setup rápi<strong>do</strong> é originário <strong>do</strong>s Esta<strong>do</strong>s Uni<strong>do</strong>s.Para este autor, Ohno conheceu <strong>em</strong><br />
mea<strong>do</strong>s <strong>do</strong>s anos 1950 as prensas <strong>de</strong> setup rápi<strong>do</strong> <strong>da</strong> Danly Machine <strong>em</strong> Chicago e <strong>de</strong>scobriu<br />
a gran<strong>de</strong> solução que a <strong>redução</strong> <strong>do</strong> t<strong>em</strong>po <strong>de</strong> setup oferecia <strong>para</strong> a produção <strong>em</strong> pequenos<br />
lotes e <strong>redução</strong> <strong>de</strong> estoques econtratou Shingo <strong>para</strong> <strong>de</strong>senvolver a meto<strong>do</strong>logia na Toyota.<br />
Ao longo <strong>de</strong> 19 anos até a concepção <strong>do</strong> <strong>SMED</strong>, Shingo distingue três etapas<br />
utiliza<strong>da</strong>s como estu<strong>do</strong> <strong>para</strong> o <strong>de</strong>senvolvimento <strong>de</strong> sua meto<strong>do</strong>logia (SHINGO, 1985).Na<br />
Planta <strong>da</strong> Maz<strong>da</strong> Toyo Kogyo <strong>em</strong> 1950, <strong>em</strong> Hiroshima, quan<strong>do</strong> Shingo i<strong>de</strong>ntificou durante as<br />
análises realiza<strong>da</strong>s durante as ativi<strong>da</strong><strong>de</strong>s <strong>da</strong> troca <strong>de</strong> matrizes <strong>em</strong> prensas, classifican<strong>do</strong>-as<br />
como setup interno as ativi<strong>da</strong><strong>de</strong>s que eram realiza<strong>da</strong>s com a máquina <strong>para</strong><strong>da</strong>, e setup externos,<br />
ativi<strong>da</strong><strong>de</strong>s e conjunto <strong>de</strong> operações que eram realiza<strong>da</strong>s com a máquina <strong>em</strong> funcionamento.<br />
No estaleiro <strong>da</strong> Mitsubishi Heavy Industries <strong>em</strong> 1957, também <strong>em</strong> Hiroshima, quan<strong>do</strong><br />
foi realiza<strong>da</strong> a duplicação <strong>de</strong> ferramentas <strong>para</strong> que o setup fosse realiza<strong>do</strong> se<strong>para</strong><strong>da</strong>mente.<br />
Segun<strong>do</strong> o autor, os resulta<strong>do</strong>s apresentaram valores na or<strong>de</strong>m <strong>de</strong> 40% a mais na produção,<br />
mais mesmo assim, esta etapa <strong>do</strong> trabalho não contribuiu diretamente <strong>para</strong> a formação <strong>da</strong><br />
meto<strong>do</strong>logia.<br />
Na Toyota Motors Company <strong>em</strong> 1969, on<strong>de</strong> as análises mostravam que eram<br />
necessárias 4 horas <strong>de</strong> trabalho <strong>para</strong> o setup <strong>de</strong> <strong>uma</strong> prensa <strong>de</strong> 1.000 tonela<strong>da</strong>s, enquanto que<br />
<strong>para</strong> <strong>uma</strong> prensa similar na Volkswagen bastavam 2 horas. O primeiro trabalho realiza<strong>do</strong> por<br />
Shingo como consultor na Toyota Motors Company levou a <strong>uma</strong> <strong>redução</strong> <strong>de</strong> 240 minutos <strong>para</strong><br />
90 minutos. Outros esforços foram aplica<strong>do</strong>s <strong>de</strong>vi<strong>do</strong> a exigências <strong>da</strong> diretoria <strong>para</strong> reduzir<br />
ain<strong>da</strong> mais os t<strong>em</strong>pos, <strong>de</strong> on<strong>de</strong> surgiram os conceitos <strong>para</strong> conversão <strong>de</strong> setup interno <strong>em</strong><br />
setup externo, on<strong>de</strong> foram transferi<strong>da</strong>s alg<strong>uma</strong>s ativi<strong>da</strong><strong>de</strong>s que eram realiza<strong>da</strong>s com a máquina<br />
<strong>para</strong><strong>da</strong> <strong>para</strong> realizar quan<strong>do</strong> esta estivesse <strong>em</strong> funcionamento. Com esta conversão conseguiuse<br />
<strong>uma</strong> <strong>redução</strong> significativa, reduzin<strong>do</strong> o t<strong>em</strong>po <strong>de</strong> máquina <strong>para</strong><strong>da</strong> <strong>para</strong> apenas 3 minutos.<br />
Basea<strong>do</strong> neste trabalho, Shingo criou a meto<strong>do</strong>logia <strong>SMED</strong>, que na versão <strong>em</strong> Inglês significa<br />
“Single Minute Exchange o Die”.Quan<strong>do</strong> se fala <strong>em</strong> <strong>SMED</strong> automaticamente concilia-se um<br />
conceito e <strong>uma</strong> meta trazi<strong>da</strong> a partir <strong>de</strong>stes resulta<strong>do</strong>s: “Troca <strong>de</strong> matrizes <strong>em</strong> menos <strong>de</strong> 10<br />
minutos”.<br />
O <strong>SMED</strong> está dividi<strong>do</strong> <strong>em</strong> <strong>do</strong>is níveis distintos, que são os estágios conceituais e as<br />
técnicas correspon<strong>de</strong>ntes as estes estágios, sen<strong>do</strong> eles:<br />
1) Estágio preliminar (on<strong>de</strong> não há distinção entre setup interno e setup externo)<br />
O estágio preliminar é <strong>para</strong> po<strong>de</strong>r enten<strong>de</strong>r o processo e i<strong>de</strong>ntificar o setup interno e<br />
externo, pois operações que po<strong>de</strong>riam ser realiza<strong>da</strong>s com a máquina funcionan<strong>do</strong> são<br />
realiza<strong>da</strong>s com ela <strong>para</strong><strong>da</strong>(COSTA, LIMA e GOMES 2012).Este estágio oferece parâmetros<br />
somente <strong>do</strong> t<strong>em</strong>po inicial <strong>da</strong>s ativi<strong>da</strong><strong>de</strong>s realiza<strong>da</strong>s no setup. O i<strong>de</strong>al seria obter os t<strong>em</strong>pos <strong>da</strong>s<br />
ativi<strong>da</strong><strong>de</strong>s através <strong>do</strong> uso <strong>do</strong> cronômetro, <strong>do</strong> estu<strong>do</strong> <strong>do</strong> méto<strong>do</strong>, através <strong>de</strong> entrevistas com os<br />
opera<strong>do</strong>res ou até mesmo com análise <strong>da</strong> filmag<strong>em</strong> <strong>da</strong> operação (SHINGO, 1985).<br />
5
Trabalho <strong>de</strong> Conclusão <strong>de</strong> Curso<br />
Engenharia <strong>de</strong> Produção<br />
2015<br />
2) Estágio 1 (On<strong>de</strong> <strong>de</strong>ve ser se<strong>para</strong><strong>do</strong> setup interno e setup externo)<br />
Neste estágio <strong>de</strong>ve-se organizar e classificar as ativi<strong>da</strong><strong>de</strong>s i<strong>de</strong>ntifican<strong>do</strong> as que são<br />
setup interno, ou seja, aquelas que são realiza<strong>da</strong>s com a máquina <strong>para</strong><strong>da</strong> e as ativi<strong>da</strong><strong>de</strong>s que<br />
são setup externo, aquelas que são realiza<strong>da</strong>s com a máquina <strong>em</strong> funcionamento. Neste<br />
estágio, obrigatoriamente são necessários esforços <strong>de</strong> <strong>uma</strong> equipe foca<strong>da</strong> <strong>em</strong> analisar as<br />
ativi<strong>da</strong><strong>de</strong>s <strong>da</strong> máquina e <strong>de</strong>ntro <strong>do</strong> possível, transferir o máximo <strong>de</strong> setup interno <strong>para</strong> setup<br />
externo, ou seja, <strong>para</strong> as ativi<strong>da</strong><strong>de</strong>s possíveis com a máquina <strong>em</strong> funcionamento. Somente<br />
com esta transferência <strong>de</strong> setups consegue-se <strong>uma</strong> <strong>redução</strong> <strong>de</strong> entre 30% e 50%,<br />
basicamente,controlar o setup interno e externo é o passaporte <strong>para</strong> se atingir o <strong>SMED</strong>.<br />
SHINGO (1985).<br />
3) Estágio 2 (Quan<strong>do</strong> <strong>de</strong>ve ser converti<strong>do</strong> o setup interno <strong>em</strong> setup externo)<br />
De acor<strong>do</strong> com a meta proposta pelo <strong>SMED</strong>, somente a conclusão <strong>do</strong> setup interno<br />
não é o suficiente <strong>para</strong> alcançá-la, assim, <strong>de</strong>ve-se fazer <strong>uma</strong> verificação mais <strong>de</strong>talha<strong>da</strong> <strong>para</strong><br />
i<strong>de</strong>ntificar a possibili<strong>da</strong><strong>de</strong> <strong>de</strong> erros <strong>de</strong> alocação e reexaminá-las no intuito <strong>de</strong> converter estas<br />
<strong>em</strong> setup externo.<br />
4) Estágio 3 (Melhoria sist<strong>em</strong>ática <strong>de</strong> ca<strong>da</strong> operação básica <strong>do</strong> setup interno e externo)<br />
“Racionalizan<strong>do</strong> to<strong>do</strong>s os aspectos <strong>do</strong> setup” esta é a tradução <strong>em</strong> português <strong>do</strong> nome<br />
escolhi<strong>do</strong> por Shigeo Shingo que <strong>em</strong> inglês intitula-se “streamlining all aspects of the setup<br />
operation”, a tradução é complexa <strong>em</strong> função <strong>do</strong> entendimento <strong>da</strong> palavra racionalização que<br />
po<strong>de</strong> induzir os leitores a consi<strong>de</strong>rar este estágio como <strong>uma</strong> fase <strong>de</strong> fixação <strong>de</strong> méto<strong>do</strong>s ou<br />
procedimentos. Em outro livro, Shingo (1988) oferece outra <strong>de</strong>finição ao seu terceiro estágio<br />
conceitual; “<strong>melhoria</strong> sist<strong>em</strong>ática <strong>de</strong> ca<strong>da</strong> operação <strong>do</strong> setup interno e externo”. Nesta nova<br />
versão Shingo apresenta <strong>uma</strong> compreensão melhor <strong>para</strong> o alcance <strong>do</strong> estágio e permite<br />
visualizar o <strong>SMED</strong> como ferramenta <strong>de</strong> <strong>melhoria</strong> contínua. O quadro 1 i<strong>de</strong>ntifica <strong>de</strong>ntro <strong>de</strong><br />
ca<strong>da</strong> estágio as ativi<strong>da</strong><strong>de</strong>s necessárias <strong>para</strong> que os conceitos e as técnicas associa<strong>da</strong>s <strong>do</strong><br />
<strong>SMED</strong> sejam melhor entendi<strong>da</strong>s e aplica<strong>da</strong>s.<br />
Estágio 1<br />
Estágio 2<br />
Estágio 3<br />
Quadro 1 - Estágios conceituais <strong>do</strong> <strong>SMED</strong> e as técnicas associa<strong>da</strong>s.<br />
Utilização <strong>de</strong> um check-list;<br />
Verificação <strong>da</strong>s condições <strong>de</strong> funcionamento; e<br />
Melhoria no transporte <strong>de</strong> matrizes.<br />
Pre<strong>para</strong>ção antecipa<strong>da</strong> <strong>da</strong>s condições operacionais;<br />
Padronização <strong>de</strong> funções; e<br />
Utilização <strong>de</strong> guias intermediárias.<br />
Melhoria na estocag<strong>em</strong> e no transporte <strong>de</strong> navalhas, matrizes, guias, batentes, etc.;<br />
Impl<strong>em</strong>entação <strong>de</strong> operações <strong>em</strong> <strong>para</strong>lelo;<br />
Uso <strong>de</strong> fixa<strong>do</strong>res funcionais;<br />
Eliminação <strong>de</strong> ajustes;<br />
Sist<strong>em</strong>a <strong>de</strong> mínimo múltiplo comum; e Mecanização.<br />
Fonte: Shingo (1985)<br />
6
Trabalho <strong>de</strong> Conclusão <strong>de</strong> Curso<br />
Engenharia <strong>de</strong> Produção<br />
2015<br />
Shingo (1996) comenta que preferiu se<strong>para</strong>r <strong>em</strong> três estágios conceituais <strong>para</strong> melhor<br />
compreensão <strong>da</strong> meto<strong>do</strong>logia,mas a rigor, quan<strong>do</strong> se faz a i<strong>de</strong>ntificação <strong>do</strong>s el<strong>em</strong>entos<br />
internos e externos, a se<strong>para</strong>ção e conversão são consequências diretas. A ocorrência <strong>de</strong> um<br />
fato <strong>em</strong> um estu<strong>do</strong> <strong>de</strong> caso <strong>de</strong> Costa et al. (2004), on<strong>de</strong> os autores aplicaram neste estu<strong>do</strong><br />
apenas os estágios 1 e 2, levaram os mesmos a <strong>de</strong>screver que muitas vezes estes <strong>do</strong>is estágios<br />
acabam sen<strong>do</strong> supervaloriza<strong>do</strong>s, levan<strong>do</strong> a <strong>uma</strong> <strong>de</strong>finição errônea <strong>do</strong> que é a <strong>redução</strong> <strong>do</strong><br />
t<strong>em</strong>po <strong>de</strong> setup. Contu<strong>do</strong>, <strong>da</strong><strong>do</strong> à <strong>de</strong>vi<strong>da</strong> atenção e importância a transferência <strong>de</strong> ativi<strong>da</strong><strong>de</strong>s<br />
<strong>de</strong> setup interno <strong>para</strong> setup externo, priorizan<strong>do</strong>-os como o primeiro passo na <strong>redução</strong> <strong>de</strong><br />
t<strong>em</strong>po <strong>de</strong> setup, as <strong>melhoria</strong>s só serão possíveis com a modificação <strong>de</strong> máquina e eliminação<br />
<strong>de</strong> ajustes, técnicas pertencentes aos terceiro estágio conceitual. McIntosh et al.<br />
(2000)ressaltam que o conteú<strong>do</strong> <strong>do</strong> trabalho e o conjunto total <strong>de</strong> tarefas a ser<strong>em</strong> executa<strong>da</strong>s<br />
não são diminuí<strong>da</strong>s simplesmente pela transferência <strong>da</strong>s ativi<strong>da</strong><strong>de</strong>s internas <strong>para</strong> as externas.<br />
Para a implantação <strong>do</strong> <strong>SMED</strong>, além <strong>do</strong>s estágios aponta<strong>do</strong>s, Shingo (2008) propõe<br />
ain<strong>da</strong> o uso <strong>de</strong> oito técnicas, on<strong>de</strong> a técnica 1 t<strong>em</strong> relação direta com o primeiro estágio <strong>do</strong><br />
setup, a técnica 2 relaciona-se ao estágio 2 e as técnicas <strong>de</strong> 3 a 8 refer<strong>em</strong>-se ao estágio<br />
3.Shingo (1996) <strong>de</strong>screve a criação <strong>de</strong> <strong>uma</strong> lista com oito técnicas <strong>de</strong> <strong>redução</strong> <strong>de</strong> t<strong>em</strong>po <strong>de</strong><br />
setup que são:<br />
Técnica 1 /Estágio preliminar – I<strong>de</strong>ntificação e se<strong>para</strong>ção <strong>da</strong>s Operações <strong>de</strong> Setup Internas e<br />
Externas.<br />
Visa i<strong>de</strong>ntificar e se<strong>para</strong>r, basea<strong>do</strong> nos critérios <strong>de</strong>fini<strong>do</strong>s no estágio 1, as operações <strong>do</strong><br />
setup, relaciona<strong>do</strong>s a matrizes, ferramentais, ferramentas, equipamentos, a ser utiliza<strong>do</strong>, a<br />
movimentação ou <strong>de</strong>slocamento <strong>do</strong> opera<strong>do</strong>r <strong>para</strong> pegar peças, i<strong>de</strong>ntificar as operações e<br />
realizar a se<strong>para</strong>ção <strong>da</strong>s operações i<strong>de</strong>ntifican<strong>do</strong> e se<strong>para</strong>n<strong>do</strong> setup interno e externo, somente<br />
com esta i<strong>de</strong>ntificação e se<strong>para</strong>ção po<strong>de</strong>-se conseguir <strong>uma</strong> <strong>redução</strong> <strong>do</strong> t<strong>em</strong>po <strong>de</strong> setup interno<br />
entre 30 a 50% (SUGAI, MCINTOSH e NOVASKI, 2007).<br />
Técnica 2 / Estágio 1 – Conversão <strong>do</strong> Setup Interno <strong>em</strong> Setup Externo<br />
A técnica associa<strong>da</strong> ao estágio 1 é consi<strong>de</strong>ra<strong>da</strong> como a principal técnica <strong>para</strong> o <strong>SMED</strong>,<br />
basicamente, atingir t<strong>em</strong>pos inferiores a 10 minutos <strong>de</strong> setup seria impossível s<strong>em</strong> a aplicação<br />
<strong>de</strong>sta técnica.Utilizar esta técnica implica <strong>em</strong> verificar to<strong>da</strong>s as operações <strong>de</strong>fini<strong>da</strong>s e<br />
i<strong>de</strong>ntificar se as mesmas foram <strong>de</strong>fini<strong>da</strong>s corretamente entre setup interno e setup externo.<br />
Alg<strong>uma</strong>s máquinas precisam <strong>de</strong> <strong>uma</strong> condição <strong>de</strong> veloci<strong>da</strong><strong>de</strong>, pressão ou t<strong>em</strong>peratura <strong>em</strong><br />
função <strong>do</strong>s el<strong>em</strong>entos, que estas possu<strong>em</strong>, <strong>para</strong> que as mesmas funcion<strong>em</strong> <strong>de</strong> forma a<strong>de</strong>qua<strong>da</strong>,<br />
por ex<strong>em</strong>plo, com o pré-aquecimento <strong>de</strong> <strong>uma</strong> matriz é possível fazer a operação com outra<br />
matriz, se algum dispositivo <strong>de</strong> aquecimento estiver disponível (SOUZA, 2009).<br />
As Técnicas 3 a 8 - Refer<strong>em</strong>-se ao estágio 3.<br />
A técnica 3 especificamente (Padronizar a Função, não a forma) t<strong>em</strong> por finali<strong>da</strong><strong>de</strong> a<br />
padronização <strong>da</strong> função garantin<strong>do</strong> a uniformi<strong>da</strong><strong>de</strong> nas peças utiliza<strong>da</strong>s nas operações <strong>de</strong><br />
setup, ou seja, utilizar o mesmo <strong>para</strong>fuso e o mesmo local <strong>de</strong> fixação <strong>para</strong> diferentes<br />
ferramentais (SHINGO, 1996).<br />
Técnica 4 (Utilizar Grampos Funcionais ou Eliminar os Grampos), o <strong>para</strong>fuso como<br />
mecanismo mais utiliza<strong>do</strong> na fixação <strong>de</strong> partes mecânicas entre máquinas e ferramentais, é<br />
um <strong>do</strong>s maiores responsáveis pela per<strong>da</strong> <strong>de</strong> t<strong>em</strong>po <strong>do</strong> processo e principalmente <strong>do</strong> setup, as<br />
ex<strong>em</strong>plo, é necessário 19 giros <strong>de</strong> 360º (voltas) <strong>para</strong> que <strong>uma</strong> <strong>para</strong>fuso com 20 fios <strong>de</strong> rosca<br />
seja fixa<strong>do</strong> até o último fio <strong>de</strong> rosca, levan<strong>do</strong> assim a um <strong>de</strong>sperdício no t<strong>em</strong>po, levan<strong>do</strong> <strong>em</strong><br />
7
Trabalho <strong>de</strong> Conclusão <strong>de</strong> Curso<br />
Engenharia <strong>de</strong> Produção<br />
2015<br />
conta que sua função é somente apertar ou soltar, o comprimento t<strong>em</strong> que ser apenas <strong>para</strong> um<br />
único movimento <strong>para</strong> o aperto (SHINGO, 1996).<br />
Dev<strong>em</strong>os consi<strong>de</strong>rar a existência <strong>de</strong> outros meios <strong>de</strong> fixação, méto<strong>do</strong>s <strong>de</strong> um único toque, a<br />
ex<strong>em</strong>plo a utilização <strong>de</strong> cunhas, ressaltos, pren<strong>de</strong><strong>do</strong>res ou molas, estes mecanismos <strong>de</strong> fixação<br />
reduz<strong>em</strong> o t<strong>em</strong>po <strong>de</strong> setup consi<strong>de</strong>ravelmente, assim à união <strong>de</strong> duas partes com qualquer que<br />
seja o mecanismo <strong>de</strong> ligação com exceção <strong>do</strong> <strong>para</strong>fuso po<strong>de</strong>m trazer ganhos <strong>do</strong> t<strong>em</strong>po <strong>de</strong> setup<br />
<strong>para</strong> alguns segun<strong>do</strong>s.(SHINGO, p.83, 1996).<br />
Técnica 5 (Usar Dispositivos Intermediários), esta técnica consiste na utilização <strong>de</strong><br />
dispositivos intermediários <strong>para</strong> eliminar os t<strong>em</strong>pos <strong>de</strong> reparo <strong>em</strong> alg<strong>uma</strong>s máquinas,<br />
realiza<strong>do</strong>s com o objetivo <strong>de</strong> ganhar t<strong>em</strong>po, estes dispositivos po<strong>de</strong>m ser utiliza<strong>do</strong>s <strong>em</strong><br />
prensas <strong>de</strong> gran<strong>de</strong> porte com matrizes múltiplas <strong>em</strong> tamanhos e alturas diferentes, assim como<br />
também, po<strong>de</strong>m se utiliza<strong>da</strong> <strong>em</strong> fresas <strong>de</strong> perfis (SHINGO, 1996).<br />
Técnica 6 (A<strong>do</strong>tar Operações Paralelas), <strong>em</strong> alg<strong>uma</strong>s máquinas é necessário ajustar os<br />
quatro la<strong>do</strong>s durante o setup, <strong>para</strong> casos on<strong>de</strong> a máquina é opera<strong>da</strong> por <strong>do</strong>is opera<strong>do</strong>res, estas<br />
po<strong>de</strong>m ser dividi<strong>da</strong>s e realiza<strong>da</strong>s <strong>em</strong> <strong>para</strong>lelo, isso diminui o t<strong>em</strong>po <strong>em</strong> 50 a 30% <strong>do</strong> que era<br />
antes pratica<strong>do</strong> (SHINGO, 1996).Ain<strong>da</strong> segun<strong>do</strong> este autor, o número <strong>de</strong> horas-hom<strong>em</strong><br />
utiliza<strong>do</strong> na pre<strong>para</strong>ção <strong>da</strong> máquina <strong>em</strong> operações <strong>para</strong>lelas é igual ou menor <strong>do</strong> que o número<br />
<strong>de</strong> horas-hom<strong>em</strong> realiza<strong>do</strong> com apenas um opera<strong>do</strong>r. Alguns gestores acreditam que este<br />
méto<strong>do</strong> gera <strong>de</strong>sperdícios <strong>de</strong>vi<strong>do</strong> à utilização <strong>de</strong> <strong>uma</strong> mão <strong>de</strong> obra a mais <strong>em</strong> <strong>de</strong>termina<strong>da</strong><br />
operação somente <strong>para</strong> auxiliar outro, porém, não é necessário mais que 3 minutos <strong>de</strong> um<br />
segun<strong>do</strong> opera<strong>do</strong>r <strong>para</strong> um setup <strong>de</strong> 9 minutos e n<strong>em</strong> a necessi<strong>da</strong><strong>de</strong> <strong>de</strong> um auxiliar qualifica<strong>do</strong><br />
(SHINGO, 1996).<br />
Técnica 7 (Eliminar Ajustes), neste estágio, 50 a 70% <strong>do</strong> t<strong>em</strong>po <strong>de</strong> setup interno são<br />
consumi<strong>do</strong>s por ajustes e testes, assim, eliminar estes ajustes e testes implica <strong>em</strong> ganhos<br />
significativos no t<strong>em</strong>po. Segun<strong>do</strong> Shingo (1996), <strong>para</strong> o ajuste <strong>em</strong> um setup interno é muito<br />
importante a capaci<strong>da</strong><strong>de</strong> e experiência <strong>do</strong> opera<strong>do</strong>r, pois quanto maior a experiência <strong>do</strong><br />
opera<strong>do</strong>r menor o t<strong>em</strong>po gasto <strong>para</strong> o ajuste (SHINGO, 1996).<br />
Técnica 8 (Mecanização), Esta técnica prevê a utilização <strong>de</strong> guinchos, <strong>em</strong>pilha<strong>de</strong>iras,<br />
transportes <strong>de</strong> rolete, travessas móveis, mesas móveis entre outros equipamentos utiliza<strong>do</strong>s<br />
<strong>para</strong> <strong>de</strong>slocar peças, ferramentais, dispositivos <strong>em</strong> <strong>uma</strong> operação durante o setup. Estas<br />
ferramentas mecaniza<strong>da</strong>s reduz<strong>em</strong> o t<strong>em</strong>po <strong>de</strong> setup <strong>de</strong> 3 minutos <strong>para</strong> 2 minutos, já os sete<br />
primeiros princípios po<strong>de</strong>m reduzir o setup <strong>de</strong> 2 horas <strong>para</strong> 3 minutos. Shingo (1996) faz o<br />
alerta <strong>de</strong> impl<strong>em</strong>entar primeiro os conceitos e técnicas básicas <strong>do</strong> <strong>SMED</strong>, <strong>para</strong> só <strong>de</strong>pois<br />
passar <strong>para</strong> o uso <strong>da</strong> mecanização.<br />
Alguns ex<strong>em</strong>plos <strong>da</strong> aplicação <strong>do</strong> <strong>SMED</strong> evi<strong>de</strong>nciam na prática sua eficiência, quan<strong>do</strong><br />
aplica<strong>do</strong> <strong>em</strong> operações <strong>para</strong> <strong>redução</strong> <strong>do</strong>s t<strong>em</strong>pos <strong>de</strong> setup, como <strong>em</strong> um processo <strong>de</strong> <strong>uma</strong><br />
mandrila<strong>do</strong>ra <strong>de</strong> 8 eixos na <strong>em</strong>presa Mitsubishi Heavy Industries, cujo o t<strong>em</strong>po total era <strong>de</strong><br />
24 horas <strong>de</strong> setup, e que <strong>de</strong> acor<strong>do</strong> com a aplicação <strong>da</strong>s técnicas <strong>do</strong> <strong>SMED</strong> foram reduzi<strong>da</strong>s<br />
<strong>para</strong> 2 minutos e 40 segun<strong>do</strong>s ao longo <strong>de</strong> um ano (SHINGO, 1996). O autor cita também o<br />
ex<strong>em</strong>plo <strong>de</strong> aplicação na Toyota Motors <strong>em</strong> <strong>uma</strong> máquina conforma<strong>do</strong>ra <strong>de</strong> <strong>para</strong>fusos, on<strong>de</strong> o<br />
t<strong>em</strong>po <strong>de</strong> setup foi reduzi<strong>do</strong> <strong>de</strong> 8 horas <strong>para</strong> 58 segun<strong>do</strong>s. Os ganhos relaciona<strong>do</strong>s à <strong>redução</strong><br />
<strong>do</strong> t<strong>em</strong>po <strong>de</strong> setup nestes casos evi<strong>de</strong>nciaram <strong>uma</strong> eficiência <strong>de</strong> 80% a 95% (SHINGO,<br />
1996).Diante <strong>de</strong>stes resulta<strong>do</strong>s, Shingo (1996) oficializou o conceito <strong>da</strong> meto<strong>do</strong>logia <strong>SMED</strong>,<br />
nomean<strong>do</strong>-a como Single Minute Exchange of Die,<strong>em</strong> que a versão traduzi<strong>da</strong> seria:troca <strong>de</strong><br />
8
Trabalho <strong>de</strong> Conclusão <strong>de</strong> Curso<br />
Engenharia <strong>de</strong> Produção<br />
2015<br />
ferramentas <strong>em</strong> menos <strong>de</strong> <strong>de</strong>z minutos ou <strong>em</strong> troca <strong>de</strong> ferramentas <strong>em</strong> menos <strong>de</strong> um dígito <strong>de</strong><br />
minuto.<br />
3. Méto<strong>do</strong> <strong>de</strong> pesquisa<br />
Segun<strong>do</strong> Yin (2010), o estu<strong>do</strong> <strong>de</strong> caso é <strong>uma</strong> investigação <strong>em</strong>pírica que investiga um<br />
fenômeno cont<strong>em</strong>porâneo <strong>em</strong> profundi<strong>da</strong><strong>de</strong> e <strong>em</strong> seu contexto <strong>de</strong> vi<strong>da</strong> real, especialmente<br />
quan<strong>do</strong> os limites entre o fenômeno e o contexto não são claramente evi<strong>de</strong>ntes.<br />
São diversos os méto<strong>do</strong>s <strong>para</strong> estas análises <strong>de</strong> evidências <strong>em</strong>píricas, porém,ou são<br />
quantitativos ou qualitativos, ca<strong>da</strong> um traz consigo suas vantagens, <strong>de</strong>svantagens e lógicas<br />
próprias na utilização <strong>para</strong> estas análises. A escolha <strong>de</strong>pen<strong>de</strong> <strong>da</strong> questão, <strong>do</strong> objetivo ou <strong>da</strong><br />
finali<strong>da</strong><strong>de</strong> <strong>da</strong> investigação a qual a pesquisa está direciona<strong>da</strong>. Escolher o méto<strong>do</strong> se<br />
quantitativo ou qualitativo <strong>de</strong>pen<strong>de</strong> <strong>da</strong> forma como se espera os resulta<strong>do</strong>s, se as análises t<strong>em</strong><br />
ênfase <strong>em</strong> medição e quantificação <strong>de</strong>ve-se utilizar méto<strong>do</strong>s quantitativos, caso contrário, se o<br />
interesse é na análise <strong>em</strong> profundi<strong>da</strong><strong>de</strong> <strong>do</strong>s objetivos <strong>de</strong>v<strong>em</strong>-se utilizar méto<strong>do</strong>s qualitativos.<br />
Yin (2010) classifica o estu<strong>do</strong> <strong>de</strong> caso como “um <strong>do</strong>s <strong>em</strong>preendimentos mais<br />
<strong>de</strong>safia<strong>do</strong>res na pesquisa”.Relata ain<strong>da</strong> que este méto<strong>do</strong> teve sua orig<strong>em</strong> na medicina, e<br />
atualmente é <strong>uma</strong> <strong>da</strong>s principais mo<strong>da</strong>li<strong>da</strong><strong>de</strong>s utiliza<strong>da</strong> na pesquisa qualitativa no ramo <strong>da</strong>s<br />
ciências h<strong>uma</strong>nas e social e que foi a<strong>de</strong>qua<strong>da</strong>mente convenciona<strong>da</strong> a partir <strong>da</strong> obra <strong>de</strong> Robert<br />
Yin no ano <strong>de</strong> 1990.<br />
O méto<strong>do</strong> <strong>de</strong> pesquisa <strong>em</strong>prega<strong>do</strong> nesse trabalho foi o estu<strong>do</strong> <strong>de</strong> caso, <strong>de</strong>screven<strong>do</strong> a<br />
situação anterior e posterior à implantação <strong>do</strong> <strong>SMED</strong>.<br />
4. Estu<strong>do</strong> <strong>de</strong> caso<br />
Neste trabalho realizou-se um estu<strong>do</strong> <strong>de</strong> caso <strong>em</strong> <strong>uma</strong> <strong>em</strong>presa <strong>do</strong> ramo <strong>de</strong> higiene<br />
pessoal <strong>da</strong> região <strong>do</strong> Sul <strong>de</strong> Minas com aproxima<strong>da</strong>mente 800 funcionários, distribuí<strong>do</strong>s por<br />
setores e/ou linhas <strong>de</strong> produção basea<strong>do</strong>s nas necessi<strong>da</strong><strong>de</strong>s <strong>da</strong> <strong>de</strong>man<strong>da</strong> por linha <strong>de</strong><br />
produto/cliente. Trata-se <strong>do</strong> primeiro trabalho realiza<strong>do</strong> a partir <strong>da</strong> aplicação <strong>da</strong> meto<strong>do</strong>logia<br />
<strong>SMED</strong> <strong>em</strong> <strong>uma</strong> linha gargalo, cujo t<strong>em</strong>po <strong>de</strong> setup é 8 horas. Os conceitos, assim como a<br />
aplicação na prática foi realiza<strong>da</strong> pela autora <strong>de</strong>ste trabalho visan<strong>do</strong> <strong>de</strong>monstrar à alta direção<br />
<strong>da</strong> <strong>em</strong>presa, as vantagens <strong>de</strong> utilização <strong>da</strong> meto<strong>do</strong>logia na <strong>melhoria</strong> contínua <strong>do</strong>s processos e<br />
principalmente na <strong>redução</strong> <strong>de</strong> t<strong>em</strong>pos <strong>de</strong> setup, sen<strong>do</strong> este <strong>uma</strong> alavanca <strong>para</strong> novos projetos<br />
<strong>de</strong>ntro <strong>da</strong> organização.<br />
4.1 Meto<strong>do</strong>logia<br />
O estu<strong>do</strong> foi realiza<strong>do</strong> <strong>em</strong> etapas, on<strong>de</strong> a primeira foi basea<strong>da</strong> nos estu<strong>do</strong>s <strong>da</strong> linha <strong>de</strong><br />
produção e no planejamento <strong>da</strong> sequência <strong>de</strong> produtos visan<strong>do</strong> basicamente o tipo <strong>de</strong> produto<br />
e as quanti<strong>da</strong><strong>de</strong>s <strong>de</strong> trocas <strong>de</strong> ferramental. A partir <strong>de</strong>ste momento, foi estabeleci<strong>do</strong> um plano<br />
<strong>para</strong> a coleta <strong>de</strong> <strong>da</strong><strong>do</strong>s <strong>do</strong>s t<strong>em</strong>pos <strong>de</strong> entra<strong>da</strong> e saí<strong>da</strong> <strong>do</strong>s produtos <strong>da</strong> estação <strong>de</strong> trabalho. A<br />
linha XY é <strong>uma</strong> linha contínua on<strong>de</strong> no seu final <strong>de</strong> curso o produto encontra-se no seu<br />
estágio final, funciona <strong>em</strong> 2 turnos com 3 opera<strong>do</strong>res e 2 auxiliares. O setup ocorre <strong>de</strong> acor<strong>do</strong><br />
com o planejamento <strong>do</strong> PCP.<br />
A segun<strong>da</strong> etapa foi realiza<strong>da</strong> com a toma<strong>da</strong> <strong>de</strong> t<strong>em</strong>po <strong>de</strong> saí<strong>da</strong> <strong>de</strong> ca<strong>da</strong> produto <strong>de</strong>sta<br />
operação durante um perío<strong>do</strong> <strong>de</strong> 8 horas <strong>de</strong> trabalho. Durante este perío<strong>do</strong> encerrou-se a<br />
9
Trabalho <strong>de</strong> Conclusão <strong>de</strong> Curso<br />
Engenharia <strong>de</strong> Produção<br />
2015<br />
produção <strong>de</strong> um <strong>de</strong>termina<strong>do</strong> produto XX, foram realiza<strong>da</strong>s as ativi<strong>da</strong><strong>de</strong>s <strong>de</strong> setup e <strong>em</strong><br />
segui<strong>da</strong>, inicia<strong>do</strong> a produção <strong>de</strong> um novo produto YY <strong>de</strong> <strong>uma</strong> nova especificação.<br />
A última etapa foi realiza<strong>do</strong> com base na tabulação <strong>do</strong>s <strong>da</strong><strong>do</strong>s, na composição <strong>de</strong><br />
gráficos, na análise crítica <strong>do</strong>s resulta<strong>do</strong>s e na conclusão e discussão com a alta direção,<br />
evi<strong>de</strong>ncian<strong>do</strong> o <strong>de</strong>s<strong>em</strong>penho <strong>da</strong> meto<strong>do</strong>logia utiliza<strong>da</strong> na tentativa <strong>da</strong> abertura <strong>para</strong> novos<br />
projetos.<br />
4.2 Etapas <strong>de</strong> Setup <strong>do</strong> processo<br />
Nesta fase <strong>do</strong> trabalho foi observa<strong>do</strong> e registra<strong>do</strong> to<strong>da</strong>s as etapas <strong>da</strong> operação<br />
analisan<strong>do</strong> os <strong>da</strong><strong>do</strong>s e informações basea<strong>do</strong>s no estágio 1 i<strong>de</strong>ntifican<strong>do</strong> os setup interno e<br />
setup externo, como segue:<br />
1 - Verificação pelos opera<strong>do</strong>res <strong>da</strong> seqüência <strong>para</strong> o próximo produto a entrar <strong>em</strong><br />
linha.<br />
2 - Retira<strong>da</strong> e <strong>de</strong>volução <strong>da</strong>s sobras <strong>do</strong> produto anterior e solicitação <strong>do</strong> material<br />
subseqüente.<br />
3 - Esvaziar a máquina B.<br />
4 - Retira<strong>da</strong> <strong>do</strong>s dispositivos R1 e R2 <strong>da</strong> máquina B.<br />
5 - Limpeza <strong>da</strong> máquina A.<br />
6 - Limpeza <strong>do</strong>s dispositivos R1 e R2 e limpeza <strong>da</strong> máquina B.<br />
7 - Limpeza <strong>da</strong> máquina C.<br />
8 - Limpeza <strong>da</strong> máquina D, e troca <strong>de</strong> ferramenta.<br />
9 - Limpeza <strong>da</strong> máquina E.<br />
10 - Limpeza <strong>da</strong> máquina F, e troca <strong>de</strong> ferramenta.<br />
11 - Higienização <strong>da</strong> máquina A (limpeza com álcool).<br />
12 - Higienização <strong>da</strong> máquina B e <strong>do</strong>s dispositivos R1 e R2 (limpeza com álcool).<br />
13 - Higienização <strong>da</strong> máquina C (limpeza com álcool).<br />
14 - Higienização <strong>da</strong> máquina D (limpeza com álcool).<br />
15 - Higienização <strong>da</strong> máquina E (limpeza com álcool).<br />
16 - Higienização <strong>da</strong> máquina F (limpeza com álcool).<br />
17 - Colocar os dispositivos R1 e R2 na máquina B.<br />
18 - Carregamento <strong>da</strong> máquina A com os insumos.<br />
19 - Acionar o botão <strong>de</strong> parti<strong>da</strong>.<br />
Após o <strong>de</strong>talhamento <strong>do</strong> processo, foram retira<strong>do</strong>s os t<strong>em</strong>pos referentes a ca<strong>da</strong> etapa<br />
<strong>do</strong> referi<strong>do</strong> processo <strong>do</strong> banco <strong>de</strong> <strong>da</strong><strong>do</strong>s <strong>da</strong> <strong>em</strong>presa e i<strong>de</strong>ntifican<strong>do</strong>-as quanto ao setup se<br />
interno ou externo. Os t<strong>em</strong>pos envolvi<strong>do</strong>s e a i<strong>de</strong>ntificação <strong>do</strong> setup <strong>em</strong> ca<strong>da</strong> <strong>uma</strong> <strong>da</strong>s etapas<br />
são apresenta<strong>do</strong>s na tabela 1. Os resulta<strong>do</strong>s com base na tabela 1 são apresenta<strong>do</strong>s<br />
graficamente na figura 2(t<strong>em</strong>po <strong>em</strong> minutos versus etapa) <strong>para</strong> melhor entendimento e <strong>para</strong><br />
efeito com<strong>para</strong>tivo com os resulta<strong>do</strong>s finais.<br />
Tabela 1 - T<strong>em</strong>po <strong>de</strong> Setup <strong>do</strong> processo<br />
10
Trabalho <strong>de</strong> Conclusão <strong>de</strong> Curso<br />
Engenharia <strong>de</strong> Produção<br />
2015<br />
260<br />
240<br />
220<br />
200<br />
180<br />
160<br />
140<br />
120<br />
100<br />
80<br />
60<br />
40<br />
20<br />
0<br />
Figura 2 - Setup atual<br />
T<strong>em</strong>po <strong>de</strong> setup processo atual<br />
4.3 Etapas <strong>de</strong> Setup <strong>do</strong> processo após a aplicação <strong>do</strong> <strong>SMED</strong><br />
A primeira proposta/visão <strong>de</strong> <strong>melhoria</strong> partiu primeiramente <strong>para</strong> o planejamento <strong>da</strong><br />
seqüência <strong>de</strong> produtos que será coloca<strong>do</strong> na linha XY. Na etapa 8 e 10 <strong>do</strong> processo ocorre a<br />
limpeza e a troca <strong>do</strong> ferramental que soma<strong>do</strong>s per<strong>de</strong>m 240 minutos com a linha <strong>para</strong><strong>da</strong>. Esta<br />
troca foi minimiza<strong>da</strong> <strong>de</strong>vi<strong>do</strong> a programação realiza<strong>da</strong> pelo PCP programan<strong>do</strong> a produção<br />
somente com os produtos que utilizarão o mesmo ferramental realizan<strong>do</strong> assim somente o<br />
setup na particulari<strong>da</strong><strong>de</strong> cor.<br />
A segun<strong>da</strong> proposta <strong>de</strong> <strong>melhoria</strong> parte <strong>para</strong> a aplicação <strong>de</strong> um <strong>do</strong>s conceitos<br />
apresenta<strong>do</strong>s por Shingo (1996), que é a <strong>melhoria</strong> <strong>do</strong>s t<strong>em</strong>pos <strong>de</strong> setup <strong>da</strong> máquina.<br />
A etapa 5 <strong>do</strong> processo <strong>de</strong> setup ocorre somente quan<strong>do</strong> to<strong>da</strong>s as máquinas<br />
seqüencia<strong>da</strong>s <strong>da</strong> linha XY finalizam o fluxo produtivo. Utilizan<strong>do</strong> os conceitos apresenta<strong>do</strong>s<br />
por Shingo (2006) (Conversão <strong>do</strong> Setup Interno <strong>em</strong> Setup Externo), modifican<strong>do</strong> a etapa 5 <strong>de</strong><br />
setup interno <strong>para</strong> o setup externo. O opera<strong>do</strong>r assim que finalizar sua etapa no processo<br />
produtivo ao invés <strong>de</strong> esperar to<strong>da</strong> a linha <strong>para</strong> iniciar junto o setup já iniciará seu setup<br />
mesmo com as <strong>de</strong>mais máquinas <strong>em</strong> funcionamento.<br />
Na terceira proposta <strong>de</strong> <strong>melhoria</strong> também parte <strong>para</strong> aplicação <strong>do</strong>s conceitos <strong>de</strong> Shingo<br />
(1996) on<strong>de</strong> será a<strong>do</strong>ta<strong>do</strong> a técnica <strong>da</strong>s operações <strong>para</strong>lelas o opera<strong>do</strong>r <strong>da</strong> máquina A irá<br />
auxiliar o outro opera<strong>do</strong>r nas etapas 4, 6 e 17. Nessa técnica foram utiliza<strong>do</strong>s 2 opera<strong>do</strong>res <strong>em</strong><br />
3 etapas, que possui t<strong>em</strong>po eleva<strong>do</strong> reduzin<strong>do</strong> 30% no t<strong>em</strong>po <strong>de</strong> setup <strong>da</strong>s operações.<br />
5. Análise <strong>de</strong> Resulta<strong>do</strong>s<br />
Após a alteração <strong>da</strong>s etapas <strong>de</strong> <strong>melhoria</strong> foram coleta<strong>do</strong>s os novos t<strong>em</strong>pos no banco <strong>de</strong><br />
<strong>da</strong><strong>do</strong>s <strong>da</strong> <strong>em</strong>presa e novamente classifica<strong>do</strong> os setups se interno ou externo, os novos valores<br />
são apresenta<strong>do</strong>s na tabela 2 e representa<strong>do</strong>s graficamente pela figura 3.<br />
11
Trabalho <strong>de</strong> Conclusão <strong>de</strong> Curso<br />
Engenharia <strong>de</strong> Produção<br />
2015<br />
Tabela 2 - T<strong>em</strong>po <strong>de</strong> Setup <strong>do</strong> processo<br />
Figura 3 - Setup melhora<strong>do</strong><br />
T<strong>em</strong>po <strong>de</strong> setup após aplicação <strong>do</strong> <strong>SMED</strong><br />
260<br />
240<br />
220<br />
200<br />
180<br />
160<br />
140<br />
120<br />
100<br />
80<br />
60<br />
40<br />
20<br />
0<br />
A figura 4 a seguir evi<strong>de</strong>ncia os resulta<strong>do</strong>s gráficos com<strong>para</strong>n<strong>do</strong> os t<strong>em</strong>pos (indica<strong>do</strong><br />
pelas colunas) <strong>de</strong> ca<strong>da</strong> etapa antes e após a aplicação <strong>da</strong> meto<strong>do</strong>logia <strong>SMED</strong>. A <strong>redução</strong> e/ou<br />
ganhos expressos <strong>em</strong> porcentag<strong>em</strong> são indica<strong>do</strong>s pela linha.<br />
Figura 4 – T<strong>em</strong>po <strong>de</strong> Setup processo atual / Processo após <strong>SMED</strong> / Ganhos por etapa<br />
6. Conclusão<br />
Os resulta<strong>do</strong>s alcança<strong>do</strong>s levam a <strong>uma</strong> reflexão a respeito <strong>da</strong> influência <strong>do</strong> setup na<br />
capaci<strong>da</strong><strong>de</strong> <strong>produtiva</strong>,assim como na <strong>melhoria</strong> <strong>da</strong> flexibili<strong>da</strong><strong>de</strong> <strong>do</strong> processo. Uma análise<br />
crítica aprofun<strong>da</strong><strong>da</strong> com a ótica <strong>da</strong> meto<strong>do</strong>logia <strong>SMED</strong> po<strong>de</strong> trazer <strong>uma</strong> recuperação <strong>do</strong><br />
processo produtivo com ganhos expressivos e <strong>redução</strong> <strong>de</strong> variações que compromet<strong>em</strong> o<br />
<strong>de</strong>s<strong>em</strong>penho <strong>da</strong> produção <strong>em</strong> série.<br />
Neste trabalho, <strong>uma</strong> aplicação simplifica<strong>da</strong> <strong>da</strong> meto<strong>do</strong>logia <strong>SMED</strong> surtiu efeitos<br />
significativos com <strong>uma</strong> única conversão <strong>de</strong> setup interno <strong>para</strong> setup externo (etapa 5) com<br />
<strong>uma</strong> <strong>redução</strong> na or<strong>de</strong>m <strong>de</strong> 25%. Os resulta<strong>do</strong>s mais expressivos foram obti<strong>do</strong>s com as<br />
12
Trabalho <strong>de</strong> Conclusão <strong>de</strong> Curso<br />
Engenharia <strong>de</strong> Produção<br />
2015<br />
mu<strong>da</strong>nças no setup interno <strong>da</strong>s etapas 3 e 6 com <strong>uma</strong> <strong>redução</strong> <strong>de</strong> 69,7% e 70%<br />
consequent<strong>em</strong>ente <strong>do</strong> processo utilizan<strong>do</strong> <strong>da</strong>s técnicas <strong>de</strong> fixação <strong>de</strong> ferramentais e técnica <strong>de</strong><br />
operações <strong>para</strong>lelas, trazen<strong>do</strong> <strong>uma</strong> resposta <strong>para</strong> a <strong>em</strong>presa na or<strong>de</strong>m um total <strong>de</strong> 51,25% <strong>de</strong><br />
<strong>redução</strong> <strong>do</strong> t<strong>em</strong>po <strong>de</strong> setup <strong>da</strong> linha objeto <strong>de</strong> estu<strong>do</strong>. Numericamente, trabalhan<strong>do</strong> <strong>em</strong> 2<br />
turnos <strong>de</strong> 8 horas/dia e 24 dias ao mês o volume produzi<strong>do</strong> por dia na operação era 2,4<br />
milhões, após a <strong>melhoria</strong> passou a ser 3,63 milhões.<br />
Como trabalhos futuros recomen<strong>da</strong>-se a aplicação <strong>da</strong> meto<strong>do</strong>logia <strong>SMED</strong>a outras<br />
máquinas, operações e estações <strong>de</strong> trabalho <strong>da</strong> organização objeto <strong>de</strong> estu<strong>do</strong>.<br />
7 .Referências bibliográficas<br />
ANDERE, GUILHERME,Implantação <strong>de</strong> técnicas <strong>de</strong> <strong>redução</strong> <strong>do</strong> t<strong>em</strong>po <strong>de</strong> setup e <strong>de</strong> sustentabili<strong>da</strong><strong>de</strong> <strong>da</strong>s<br />
<strong>melhoria</strong>s obti<strong>da</strong>s: Um estu<strong>do</strong> <strong>de</strong> caso.Universi<strong>da</strong>d <strong>de</strong> São Paulo. 2012.<br />
BLACK, J. T. The Factory with a Future. Prentice Hall. 154p. 1991.<br />
BONNEY, Maurice.Reflections on production planning and control (PPC).Revista Gestão & Produção. Vol.<br />
7, número 3, p.181-207, 2000.<br />
COSTA, A; LIMA, J e GOMES, M. Redução <strong>do</strong> t<strong>em</strong>po <strong>de</strong> setup na produção <strong>de</strong> botas <strong>de</strong> PVC através <strong>da</strong><br />
técnica TRF.Revista Produção Online. Florianópolis, SC, v.12, n. 1, p. 119-132, jan./mar. 2012.<br />
COSTA, A.; ZEILMANN, R. P.; SCHIO, S. M. Análise <strong>de</strong> T<strong>em</strong>pos <strong>de</strong> Pre<strong>para</strong>ção <strong>em</strong> Máquinas CNC. O<br />
Mun<strong>do</strong> <strong>da</strong> Usinag<strong>em</strong>. n. 4, 2004.<br />
CUSUMANO, M. A. The Japanese Automobile Industry:Technology and Manag<strong>em</strong>ent at Nissan and<br />
Toyota. 3. ed. Harvard East Asia Monographs, 1989.<br />
DEMING, W.E. Out of the Crisis. MIT Press, 2000.<br />
GOLDACKER, F e OLIVEIRA, H. Set-up: ferramenta <strong>para</strong> a produção enxuta. Rev. FAE, Curitiba, v.11, n.2,<br />
p.127-139, jul./<strong>de</strong>z. 2008.<br />
GODINHO FILHO, M.; FERNANDES, F. C. F. Manufatura Enxuta: Uma Revisão que Classifica e Analisa os<br />
Trabalho Apontan<strong>do</strong> Perspectivas <strong>de</strong> Pesquisas Futuras. Gestão & Produção. v. 11, n. 1, p. 1-19, jan-abr,<br />
2004.<br />
MCINTOSH, R. I.; CULLEY, S. J.; MILEHAM, A. R. A critical evaluation of Shingo´s ´<strong>SMED</strong>´ metho<strong>do</strong>logy.<br />
International Journal of Production Research, v. 38, n. 11, p. 2377-2395, 2000.<br />
MCINTOSH, R.; OWEN, G.; CULLEY, S.; MILEHAM, T. Changeover improv<strong>em</strong>ent: Reinterpreting Shingo's<br />
"<strong>SMED</strong>" metho<strong>do</strong>logy. IEEE Transactions on Engineering Manag<strong>em</strong>ent, v.54, n.1, p. 98-111, 2007.<br />
MOURA, R. A.; BANZATO, E. Redução <strong>do</strong> T<strong>em</strong>po <strong>de</strong> Setup: Troca Rápi<strong>da</strong> <strong>de</strong> Ferramentas e Ajustes <strong>de</strong><br />
Máquinas. São Paulo: IMAM, 1996.<br />
MILEHAM, A. R.; CULLEY, S. J.; OWEN, G. W.; MCINTOSH, R. I. Rapid changeover - a pre-requisite for<br />
responsive manufacture. International Journal of Operations & Production Manag<strong>em</strong>ent, v.19, n.8, p.785-596,<br />
1999.<br />
13
Trabalho <strong>de</strong> Conclusão <strong>de</strong> Curso<br />
Engenharia <strong>de</strong> Produção<br />
2015<br />
MOTA, P. Estu<strong>do</strong> e impl<strong>em</strong>entação <strong>da</strong> meto<strong>do</strong>logia <strong>SMED</strong> e o seu impacto n<strong>uma</strong> linha <strong>de</strong> produção.<br />
Dissertação.Instituto Superior Técnico, Universi<strong>da</strong><strong>de</strong> Técnica <strong>de</strong> Lisboa, 2007, 95.<br />
PIRES, S. R. J. Gestão estratégica <strong>da</strong> produção. Piracicaba: Unimep, 1995.<br />
RUSSOMANO, V.H. Planejamento e controle <strong>da</strong> produção.6 ed. São Paulo: Pioneira, 2000.<br />
SHINGO, S. Sist<strong>em</strong>a <strong>de</strong> Troca Rápi<strong>da</strong> <strong>de</strong> Ferramenta: Uma revolução nos sist<strong>em</strong>as produtivos. PortoAlegre:<br />
Bookman, 2008.<br />
SHINGO, S. Sist<strong>em</strong>a <strong>de</strong> troca rápi<strong>da</strong> <strong>de</strong> ferramenta: <strong>uma</strong> revolução nos sist<strong>em</strong>as produtivos. Porto Alegre:<br />
Bookman, 2000.<br />
SHINGO, S. O Sist<strong>em</strong>a Toyota <strong>de</strong> produção – <strong>do</strong> ponto <strong>de</strong> vista <strong>da</strong> Engenharia <strong>de</strong> Produção. Tradução:<br />
Eduar<strong>do</strong> Schaan. EditoraBookman. Porto Alegre - RS, 1996.<br />
SHINGO, S. A Revolution in Manufacturing: The <strong>SMED</strong> Syst<strong>em</strong>. Productivity Press. Cambridge, MA, 1985.<br />
______. Non-stock production: the Shingo syst<strong>em</strong> for continuous improv<strong>em</strong>ent. Productivity Press, Cambridge,<br />
MA, 1988.<br />
______. O Sist<strong>em</strong>a <strong>de</strong> Troca Rápi<strong>da</strong> <strong>de</strong> Ferramentas. Porto Alegre: Bookman Editora, 2000.<br />
SOUZA, R. Méto<strong>do</strong> <strong>para</strong> aplicação <strong>de</strong> técnicas <strong>de</strong> <strong>redução</strong> <strong>de</strong> t<strong>em</strong>pos <strong>de</strong> Setup como meio <strong>para</strong> aumento <strong>de</strong><br />
produtivi<strong>da</strong><strong>de</strong> <strong>em</strong> <strong>indústria</strong>s gráficas.Universi<strong>da</strong><strong>de</strong> <strong>de</strong> São Paulo, 2009.<br />
SUGAI, M; MCINTOSH, R e NOVASKI, O. Meto<strong>do</strong>logia <strong>de</strong> Shigeo Shingo (<strong>SMED</strong>): análise crítica e estu<strong>do</strong> <strong>de</strong><br />
caso. Gestão. Produção. São Carlos, v. 14, n. 2, p. 323-335, maio/ago. 2007.<br />
SMITH, D. Quick Die Change. SME – Society of Manufacturing Engineers. Deaborn : Michigan, 2005.<br />
SINGH, B. J.; KHANDUJA, D. <strong>SMED</strong>: For quick changeovers in foundry SMEs. International Journal of<br />
Productivity and Performance Manag<strong>em</strong>ent, v. 59, n. 1, p. 98-116, 2010.<br />
TUBINO, Dalvio Ferrari. Sist<strong>em</strong>as <strong>de</strong> produção: a produtivi<strong>da</strong><strong>de</strong> no chão <strong>da</strong> fábrica. Porto Alegre: Bookman,<br />
1999.<br />
VOLLMANN, T. E.; BERRY, W. L.; WHYBARK, D. C.: Manufacturing Planning and Control Syst<strong>em</strong>s, Irwin<br />
McGraw-Hill, 4th ed., 1997.<br />
VOLLMANN, T. et al. Manufacturing planning and control syst<strong>em</strong>s for supply chain manag<strong>em</strong>ent: the<br />
<strong>de</strong>finitive gui<strong>de</strong> for professionals. New York: McGraw- Hill, 2004. 598 p.<br />
YIN, R. K. Estu<strong>do</strong> <strong>de</strong> caso: planejamento e méto<strong>do</strong>s. 4. ed. Porto Alegre: Bookman, 2010.<br />
14














