(12) PATENTSKRIFT (11) 500 721 - Questel
(12) PATENTSKRIFT (11) 500 721 - Questel
(12) PATENTSKRIFT (11) 500 721 - Questel

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
SVERIGE (<strong>12</strong>) <strong>PATENTSKRIFT</strong> (13) C2 (<strong>11</strong>) <strong>500</strong> <strong>721</strong><br />
(19) SE (51) Internationell klass 5<br />
B23C 5/20, B23B 27/22 f .<br />
(21) Patentansöknings-<br />
(45) Patent meddelat 1994-08-15 nummer 9300234-3<br />
(41) Ansökan allmänt tillgänglig 1994- 07 - 28<br />
(22) Patentansökan inkom<br />
(24) Löpdag<br />
1993 - 01- 27 Ansökan inkommen som:<br />
1993-01-27<br />
(62) Stamansökans nummer PATENT- OCH<br />
(86) Internationell Ingivningsdag<br />
REGISTRERINGSVERKET (86) Ingivningsdag för ansökan<br />
- svensk patentansökan<br />
fullföljd Internationell patentansökan<br />
- med nummer<br />
om europeisk patent<br />
omvandlad europeisk patentansökan<br />
(83) Deposition av mikroorganism<br />
med nummer<br />
(30) Prioritetsuppgifter<br />
(73) PATENTHAVARE Sandvik AB, 8<strong>11</strong> 81 Sandviken SE<br />
(72) UPPFINNARE Göran Pantzar, årsunda SE<br />
(74) OMBUD Aspeby M<br />
(54) BENÄMNING Skär med vriden spånyta<br />
(56) ANFÖRDA PUBLIKATIONER:<br />
US A 4 059 363 (407-<strong>11</strong>4)<br />
Derwents Abstract 92-031 445/04, sammandrag av<br />
SU, A, 1 646 691 (LENGD ORGPRIMTVERDO), publ. 91-05-07<br />
(57) SAMMANDRAG:<br />
Skäret, vanligen ett vändskär, innefattar en översida<br />
(10), en bottenyta samt däremellan sig sträckande<br />
sidoytor (2). Mellan två intilliggande skärspetsar (8)<br />
är spånytan utefter skäreggen utformad så att<br />
spånvinkeln är störst närmast de två skärspetsarna och<br />
minst vid en punkt mellan de två skärspetsarna,<br />
företrädesvis i närheten av skäreggens mitt. På detta<br />
sätt är skäreggen som starkast där tryckbelastningen<br />
från arbetsstycket är som störst, samtidigt som en<br />
tämligen liten medelspånvinkel erhålles, vilket minskar<br />
skärkrafterna och därmed energiförbrukningen.<br />
Siffrorna inom parentes anger internationell identifieringskod, INID-kod. Bokstav inom klammer anger internationell dokumentkod.
5<br />
1<br />
<strong>500</strong> <strong>721</strong><br />
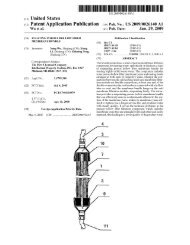
Föreliggande uppfinning avser ett skär för<br />
spånavskiljande bearbetningsverktyg, i synnerhet<br />
fräsar, vilket är förfärdigat genom formpressning och<br />
10 sintring av ett skärmaterialbildande pulver och<br />
innefattar en översida eller spånyta, en undre<br />
lämpligen plan bottenyta som är anläggbar mot en<br />
samverkande bottenstödyta hos bearbetningsverktyget<br />
samt åtminstone tre mellan dessa ytor sig sträckande<br />
15 sidoytor, av vilka åtminstone en ansluter till spånytan<br />
längs en linje som bildar en skäregg. Dylika skär<br />
framställs i allt högre grad genom en<br />
direktpressningsmetod vid vilken ett hårdmetallbildande<br />
pulver först bibringas önskad form i ett för ändamålet<br />
20 lämpat pressdon och därefter ges slutgiltig hållfasthet<br />
genom sintring i ugn vid temperaturer över 1000°C.<br />
Själva pressningsoperationen har förfinats och är idag<br />
så rationell att den medför goda möjligheter att forma<br />
skäreggen jämte tillhörande spånformningsytor och<br />
25 eventuella förstärkningsfaser och släppningsytor med<br />
stor exakthet, varvid även den efterföljande, vid<br />
sintringen uppkommande krympningen tas med i<br />
beräkningarna för pressdonets dimensionering.<br />
30 Dagens skärgeometrier tenderar mot allt positivare<br />
skärgeometrier, dvs allt större vinklar mellan skärets<br />
spånyta och norrvalen till den bearbetade ytan. Orsaken<br />
till denna utveckling är naturligtvis de därmed ernådda<br />
fördelarna, såsom liten skärkraft och därmed låg<br />
35 energiförbrukning, en väldefinierad skäregg för hög<br />
måttnoggrannhet, samt större frihet vid inställningen<br />
av släppningsvinkeln, med bibehållen positiv<br />
skärgeometri. I praktiken sätts gränsen för spånytans
10<br />
7 2 1<br />
2<br />
positivitet av hårdmetallens hållfasthet, eftersom<br />
eggvinkeln blir spetsigare och därmed svagare desto<br />
positivare spånytan är. Alltför små eggvinklar orsakar<br />
ofta urflisningar och bristningar i skäreggen, med alla<br />
5 därmed förbundna olägenheter som påföljd.<br />
Ett ändamål med föreliggande uppfinning är således att<br />
framtaga ett skär med möjligast positiv spånvinkel, i<br />
syfte att minimera skärkrafterna.<br />
Ett andra ändamål med föreliggande uppfinning är att<br />
framtaga ett skär som reducerar, eller rentutav<br />
eliminerar, urflisningar och bristningar i skäreggen,<br />
under samtidigt iakttagande av det förstnämnda<br />
15 ändamålet.<br />
Föreliggande uppfinning har på ett överraskande sätt<br />
lyckats tillgodose båda, till synes oförenliga,<br />
ovannämnda ändamål. Detta har lyckats genom att utforma<br />
20 skäret med de i patentkravets 1 kännetecknande del<br />
angivna särdragen.<br />
Genom att således utforma skäret med störst spånvinkel<br />
närmast två intilliggande skärhörn, och minst<br />
25 spånvinkel i en punkt utefter skäreggen mellan nämnda<br />
två skärhörn, företrädesvis i anslutning till<br />
skäreggens mitt, har en rad fördelar uppnåtts. Den<br />
totala skärkraften vid stora skärdjup reduceras tack<br />
vare den stigande spånvinkeln vid "skärmax", samtidigt<br />
30 som inga urflisningar eller bristningar konstaterats,<br />
även efter långa bearbetningstider. Vidare är skäreggen<br />
som kraftigast i en punkt, i vilken, eller i vars<br />
närhet, den högsta belastningen kommer att äga rum vid<br />
stora skärdjup. För att "medelspånvinkeln" ska bli så
3<br />
<strong>500</strong> <strong>721</strong><br />
stor som möjligt, och därmed skärkraften så liten som<br />
möjligt, ökas spånvinkeln på nytt mot maximalt<br />
skärdjup. Man har med konstruktionen enligt<br />
uppfinningen sålunda åstadkommit en mycket positiv<br />
5 spånytegeometri med en hög hållfasthet.<br />
I åskådliggörande men icke begränsande syfte kommer<br />
uppfinningen nedan att närmare beskrivas i anslutning<br />
till en på bifogade ritningsfigurer visad föredragen<br />
10 utföringsform.<br />
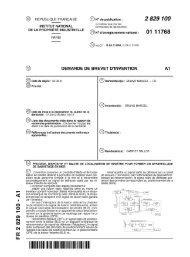
Figur 1 visar en perspektivvy av ett skär enligt<br />
uppfinningen snett ovanifrån.<br />
15 Figur 2 visar en toppvy av skäret enligt uppfinningen.<br />
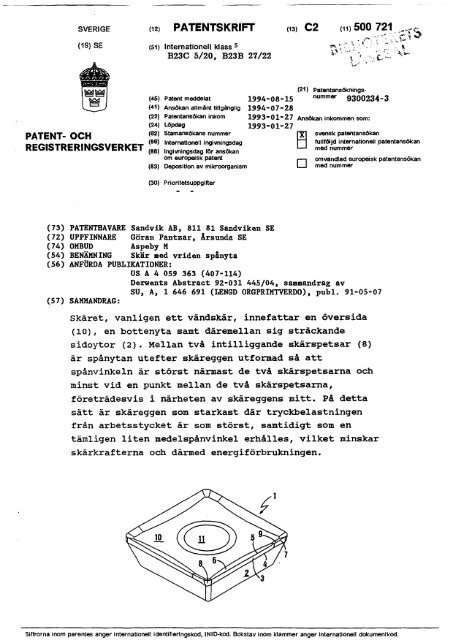
Figurerna 3a, 3b och 3c visar sektioner längs snitten<br />
I-I, II-II och i figur 2.<br />
20 I figur 1 och 2 illustreras ett i sin helhet med 1<br />
betecknat vändskär med kvadratisk grundform. Skäret<br />
inbegriper en i huvudsak plan översida 10 och en med<br />
denna lämpligen planparallell bottenyta. Mellan skärets<br />
översida och bottenyta sträcker sig sidoytorna 2 ,<br />
25 vilka har likadan utformning på samtliga sidor. Vid<br />
skärets hörn befinner sig de mjukt rundade<br />
hörnpartierna 8. Närmast under varje huvudskäregg 5<br />
löper släppningsytan 3. Släppningsytan 3 övergår i<br />
sidoytan 2 utefter brytlinjen 4, längs vilken de båda<br />
30 ytorna bildar trubbig vinkel med varandra, vanligtvis<br />
mellan 160 och 179°.<br />
Släppnigs- resp. sidoytans geometriska utformning<br />
är inte något kritiskt kännetecken för föreliggande<br />
uppfinning. I enlighet med känd teknik bör de bilda
n 0 7<br />
3 u<br />
trubbig vinkel med bottenytan och spetsig vinkel med<br />
översidan, i syfte att medge tillräcklig släppning<br />
under skäreggen. En normal släppningsvinkel kan ligga<br />
mellan 5 och 15°. Alternativt kan sidoytan mellan<br />
5 översida och bottenyta utgöras av en enda plan yta.<br />
I anslutning till varje skärspets 8 befinner sig<br />
en huvudskäregg 6 och en biskäregg 7, varvid den senare<br />
har en spånyta 9. Som bekant är biskäreggens uppgift<br />
att generera arbetsstyckets nya yta, medan<br />
10 huvudskäreggens uppgift är att skära spånor ur<br />
arbetsstycket. Vinkeln mellan intilliggande<br />
huvudskäregg och biskäregg kan lämpligen ligga mellan<br />
0,5 och 20°, företrädesvis mellan 1 och 10°.<br />
Mellan huvudskäreggarna 5 och översidan 10 sträcker<br />
15 sig spånytorna 6. Dessa reser sig i enlighet med figur<br />
1 ovanför översidans 10 plan och företer en<br />
skruvformig vridning längs hela huvudskäreggens längd.<br />
Utgående från en operativ skärspets är spånytan först<br />
höger-vriden, varvid spånvinkeln minskar, fram till en<br />
20 punkt utefter huvudskäreggen mellan den operativa<br />
skärspetsen och en intilliggande skärspets, varefter<br />
spånvinkeln åter tilltar och ökar fram till<br />
intilliggande spånyta 9 för biskäreggen 7. Lämpligen<br />
ligger punkten med den minsta spånvinkeln på ett<br />
25 avstånd mellan 1/4 och 3/4 av huvudskäreggens längd<br />
från den operativa skärspetsen räknat, företrädesvis i<br />
eller i den omedelbara närheten av huvudskäreggens<br />
mitt, i enlighet med utföringsexemplet enligt<br />
ritningarna. Vridningens av spånytan 6 storlek framgår<br />
30 av fig 3a, 3b och 3c. Utgående från en operativ<br />
skärspets är således spånvinkeln först mellan 15 och<br />
35° (se vinkel A i figur 3a), varefter den minskar till<br />
mellan 10 och 30° vid huvudskäreggens mitt (se vinkel B<br />
i figur 3b). Enligt föreliggande utföringsexempel kan<br />
4
5<br />
<strong>500</strong> <strong>721</strong><br />
denna sträcka vara mellan 5 och 6 mm. Därefter ökar<br />
spånvinkeln åter i riktning mot intilliggande biskäregg<br />
och intar ett värde på mellan 15 och 35° (se vinkel C i<br />
figur 3c), dvs samma värde som närmast den operativa<br />
5 skärspetsen. Företrädesvis är spånvinkeln vid<br />
huvudskäreggens båda ändar 20 till 30° och vid dess<br />
mitt 15 till 25°, förutsatt att spånvinkeln vid skärets<br />
mitt är minst.<br />
Alternativt kan huvudskäreggen 5 sträcka sig från<br />
10 skärspets till skärspets, varvid alltså biskäreggen 7<br />
utgår.<br />
Översidan 10 kan förses med i sig kända<br />
spånbrytare, såsom åsar, rillor, noppor el.dyl.<br />
Det är givet att uppfinningen inte är begränsad<br />
15 till skär med kvadratisk grundform. Sålunda är det<br />
möjligt att tillämpa uppfinningen även vid skär som har<br />
en annan polygonal grundform, t.ex. rektangulära,<br />
rombiska eller triangulära skär. Likaledes behöver inte<br />
ett skärs enligt uppfinningen samtliga huvudskäreggar<br />
20 förses med skruvformigt vridna spånytor.<br />
Skäret enligt uppfinningen förses lämpligen med<br />
ett centralt beläget, genomgående hål <strong>11</strong>, för isättande<br />
av lämpligt fasthållningsorgan, såsom skruv, låspinne<br />
el.dyl.<br />
25 Enligt utföringsexemplet är huvudskäreggen helt<br />
rak. Den kan dock även vara lätt krökt utåt, i syfte<br />
att kompensera för den positiva, eller undantagsvis<br />
negativa, axiella lutningen, och säkerställa en<br />
fullständig planhet hos den frästa ytan.<br />
30
7 2 1<br />
PATENTKRAV<br />
1. Frässkär för spånavskiljande bearbetningsverktyg,<br />
vilket är förfärdigat genom formpressning och sintring<br />
5 av ett skärmaterialbildande pulver och innefattar en<br />
översida (10), en undre plan bottenyta som är anläggbar<br />
mot en samverkande bottenstödyta hos<br />
bearbetningsverktyget samt åtminstone tre mellan dessa<br />
ytor sig sträckande sidoytor (2,3), av vilka åtminstone<br />
10 en ansluter till översidan (10) utefter en linje som<br />
bildar en huvudskäregg (5), kännetecknat av att den mot<br />
nämnda huvudskäregg (5) angränsande och längs denna sig<br />
sträckande delen av översidan utgörs av en skruvformigt<br />
vriden och utefter huvudskäreggen sig sträckande<br />
15 spånyta (6), varvid nämnda spånytas (6) spånvinkel<br />
minskar från en operativ skärspets (8) i riktning mot<br />
en punkt utefter huvudskäreggen, varefter spånvinkeln<br />
ökar från nämnda punkt i riktning mot intilliggande<br />
skärspets, varvid en biskäregg (7) är belägen mellan<br />
20 nämnda huvudskäregg (5) och nämnda intilliggande<br />
skärspets, samt av att sidoytorna bildar trubbig vinkel<br />
med bottenytan och spetsig vinkel med översidan (10).<br />
2. Skär enligt krav 1, kännetecknat av att översidan<br />
25 omfattar en plan central yta (10) och runt denna<br />
30<br />
belägna spånytor, vilka reser sig över den plana<br />
centrala ytans plan, varvid åtminstone en av nämnda<br />
spånytor utgörs av nämnda skruvformigt vridna spånyta<br />
(6).<br />
3. Skär enligt krav 1 eller 2, kännecknat av att den<br />
vridna spånytans spånvinkel närmast två intilliggande<br />
skärspetsar är mellan 15 och 35°, företrädesvis mellan<br />
20 och 30°, och mellan 10 och 30°, företrädesvis mellan<br />
6
7<br />
<strong>500</strong> <strong>721</strong><br />
15 och 25°, vid den mellan nämnda två skärspetsar<br />
belägna punkten med den minsta spånvinkeln.<br />
4. Skär enligt något av föregående krav, kännetecknat<br />
5 av att punkten med den minsta spånvinkeln befinner sig<br />
på ett avstånd från den operativa skärspetsen på mellan<br />
1/4 och 3/4 av huvudskäreggens totala längd.<br />
5. Skär enligt något av föregående krav, kännetecknat<br />
10 av att punkten med den minsta spånvinkeln befinner sig<br />
ungefär vid huvudskäreggens mitt.
Fig. 1<br />
Fig. 2<br />
<strong>500</strong> <strong>721</strong><br />
Fig. 3a Fig. 3b Fig. 3c<br />
1