HEHeHeİlB - TMMOB Makina Mühendisleri Odası Arşivi - Makina ...
HEHeHeİlB - TMMOB Makina Mühendisleri Odası Arşivi - Makina ...
HEHeHeİlB - TMMOB Makina Mühendisleri Odası Arşivi - Makina ...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
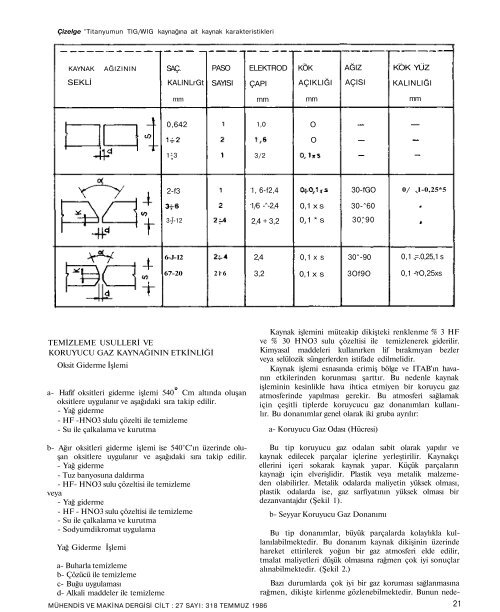
Çizelge ^Titanyumun TIG/WIG kaynağına ait kaynak karakteristikleri<br />
KAYNAK AĞIZININ<br />
SEKLİ<br />
SAÇ.<br />
KALINLrGt<br />
mm<br />
0,642<br />
1-3<br />
2-f3<br />
3-Î-12<br />
6-J-12<br />
PASO<br />
SAYISI<br />
67-20 2r6<br />
TEMİZLEME USULLERİ VE<br />
KORUYUCU GAZ KAYNAĞININ ETKİNLİĞİ<br />
Oksit Giderme İşlemi<br />
a- Hafif oksitleri giderme işlemi 540 Cm altında oluşan<br />
oksitlere uygulanır ve aşağıdaki sıra takip edilir.<br />
- Yağ giderme<br />
- HF -HNO3 slulu çözelti ile temizleme<br />
- Su ile çalkalama ve kurutma<br />
b- Ağır oksitleri giderme işlemi ise 540°C'ın üzerinde oluşan<br />
oksitlere uygulanır ve aşağıdaki sıra takip edilir.<br />
- Yağ giderme<br />
- Tuz banyosuna daldırma<br />
- HF- HNO3 sulu çözeltisi ile temizleme<br />
veya<br />
- Yağ giderme<br />
- HF - HNO3 sulu çözeltisi ile temizleme<br />
- Su ile çalkalama ve kurutma<br />
- Sodyumdikromat uygulama<br />
Yağ Giderme İşlemi<br />
a- Buharla temizleme<br />
b- Çözücü ile temizleme<br />
c- Buğu uygulaması<br />
d- Alkali maddeler ile temizleme<br />
ELEKTROD<br />
ÇAPI<br />
mm<br />
1,0<br />
3/2<br />
1, 6-f2,4<br />
1/6 -^-2,4<br />
2,4 + 3,2<br />
MÜHENDİS VE MAKİNA DERGİSİ CİLT : 27 SAYI: 318 TEMMUZ 1986<br />
2,4<br />
3,2<br />
KOK<br />
AÇIKLIĞI<br />
mm<br />
O<br />
O<br />
0,1 x s<br />
0,1 * s<br />
0,1 x s<br />
0,1 x s<br />
AĞIZ<br />
AÇISI<br />
30-fGO<br />
30-^60<br />
30^90<br />
30^-90<br />
3Of9O<br />
KOK YUZ<br />
KALINLIĞI<br />
mm<br />
0/ .1-0,25*5<br />
0,1 .=.0,25,1 s<br />
0,1 -rO,25xs<br />
Kaynak işlemini müteakip dikişteki renklenme % 3 HF<br />
ve % 30 HNO3 sulu çözeltisi ile temizlenerek giderilir.<br />
Kimyasal maddeleri kullanırken lif bırakmıyan bezler<br />
veya selülozik süngerlerden istifade edilmelidir.<br />
Kaynak işlemi esnasında erimiş bölge ve ITAB'ın havanın<br />
etkilerinden korunması şarttır. Bu nedenle kaynak<br />
işleminin kesinlikle hava ihtica etmiyen bir koruycu gaz<br />
atmosferinde yapılması gerekir. Bu atmosferi sağlamak<br />
için çeşitli tiplerde koruycucu gaz donanımları kullanılır.<br />
Bu donanımlar genel olarak iki gruba ayrılır:<br />
a- Koruyucu Gaz <strong>Odası</strong> (Hücresi)<br />
Bu tip koruyucu gaz odalan sabit olarak yapılır ve<br />
kaynak edilecek parçalar içlerine yerleştirilir. Kaynakçı<br />
ellerini içeri sokarak kaynak yapar. Küçük parçaların<br />
kaynağı için elverişlidir. Plastik veya metalik malzemeden<br />
olabilirler. Metalik odalarda maliyetin yüksek olması,<br />
plastik odalarda ise, gaz sarfiyatının yüksek olması bir<br />
dezanvantajdır (Şekil 1).<br />
b- Seyyar Koruyucu Gaz Donanımı<br />
Bu tip donanımlar, büyük parçalarda kolaylıkla kullanılabilmektedir.<br />
Bu donanım kaynak dikişinin üzerinde<br />
hareket ettirilerek yoğun bir gaz atmosferi elde edilir,<br />
tmalat maliyetleri düşük olmasına rağmen çok iyi sonuçlar<br />
alınabilmektedir. (Şekil 2.)<br />
Bazı durumlarda çok iyi bir gaz koruması sağlanmasına<br />
rağmen, dikişte kirlenme gözlenebilmektedir. Bunun nede-<br />
21