obsah Ä. 1/2008 - Hadyna
obsah Ä. 1/2008 - Hadyna
obsah Ä. 1/2008 - Hadyna

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
technologie svařování<br />
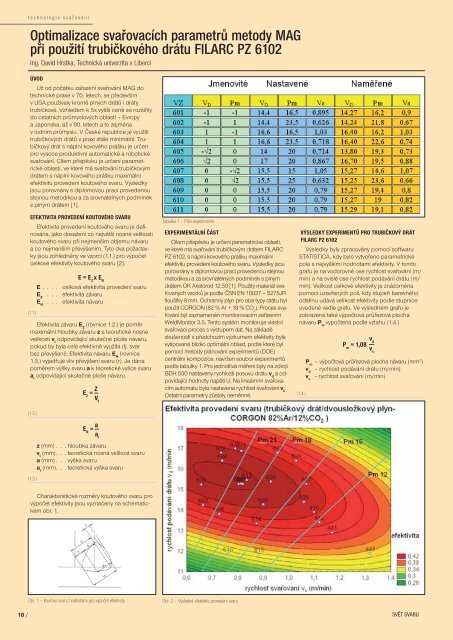
Optimalizace svařovacích parametrů metody MAG<br />
při použití trubičkového drátu FILARC PZ 6102<br />
Ing. David Hrstka, Technická univerzita v Liberci<br />
ÚVOD<br />
Už od počátku zařazení svařování MAG do<br />
technické praxe v 70. letech, se především<br />
v USA používaly kromě plných drátů i dráty<br />
trubičkové. Vzhledem k 5x vyšší ceně se rozšířily<br />
do ostatních průmyslových oblastí – Evropy<br />
a Japonska, až v 90. letech a to zejména<br />
v lodním průmyslu. V České republice je využití<br />
trubičkových drátů v praxi stále minimální. Trubičkový<br />
drát s náplní kovového prášku je určen<br />
pro vysoce produktivní automatické a robotické<br />
svařování. Cílem příspěvku je určení parametrické<br />
oblasti, ve které má svařování trubičkovým<br />
drátem s náplní kovového prášku maximální<br />
efektivitu provedení koutového svaru. Výsledky<br />
jsou porovnány s diplomovou prací provedenou<br />
stejnou metodikou a za srovnatelných podmínek<br />
s plným drátem [1].<br />
EFEKTIVITA PROVEDENÍ KOUTOVÉHO SVARU<br />
Efektivita provedení koutového svaru je defi -<br />
nována, jako dosažení co největší nosné velikosti<br />
koutového svaru při nejmenším objemu návaru<br />
a co nejmenším převýšením. Tyto dva požadavky<br />
jsou zohledněny ve vzorci (1.1.) pro výpočet<br />
celkové efektivity koutového svaru [2].<br />
(1.1.)<br />
E = E Z<br />
x E N<br />
E . . . . celková efektivita provedení svaru<br />
E Z<br />
. . . efektivita závaru<br />
E N<br />
. . . efektivita návaru<br />
Efektivita závaru E Z<br />
(rovnice 1.2.) je poměr<br />
maximální hloubky závaru z a teoretické nosné<br />
velikosti v t<br />
odpovídající skutečné ploše návaru,<br />
pokud by byla celá efektivně využita (tj. svar<br />
bez převýšení). Efektivita návaru E N<br />
(rovnice<br />
1.3.) vyjadřuje vliv převýšení svaru (r). Je dána<br />
poměrem výšky svaru a k teoretické výšce svaru<br />
a t<br />
odpovídající skutečné ploše návaru.<br />
E Z<br />
= Z —<br />
VT<br />
Tabulka 1 – Plán experimentu<br />
EXPERIMENTÁLNÍ ČÁST<br />
Cílem příspěvku je určení parametrické oblasti,<br />
ve které má svařování trubičkovým drátem FILARC<br />
PZ 6102, s náplní kovového prášku maximální<br />
efektivitu provedení koutového svaru. Výsledky jsou<br />
porovnány s diplomovou prací provedenou stejnou<br />
metodikou a za srovnatelných podmínek s plným<br />
drátem OK Aristorod 12.50 [1]. Použitý materiál svařovaných<br />
vzorků je podle ČSN EN 10027 – S275JR<br />
tloušťky 8 mm. Ochranný plyn pro oba typy drátu byl<br />
použit CORGON (82 % Ar + 18 % CO 2<br />
). Proces svařování<br />
byl zaznamenán monitorovacím zařízením<br />
WeldMonitor 3.5. Tento systém monitoruje vlastní<br />
svařovací proces s výstupem dat. Na základě<br />
zkušeností s předchozím výzkumem efektivity byla<br />
vytipovaná blízko optimální oblast, podle které byl<br />
pomocí metody plánování experimentů (DOE)<br />
centrální kompozice, navržen soubor experimentů<br />
podle tabulky 1. Pro jednotlivá měření byly na zdroji<br />
BDH 550 nastaveny rychlosti posuvu drátu v d<br />
a odpovídající<br />
hodnoty napětí U. Na lineárním svařovacím<br />
automatu byla nastavena rychlost svařování v s<br />
.<br />
Ostatní parametry zůstaly neměnné.<br />
VÝSLEDKY EXPERIMENTŮ PRO TRUBIČKOVÝ DRÁT<br />
FILARC PZ 6102<br />
Výsledky byly zpracovány pomocí softwaru<br />
STATISTICA, kdy bylo vytvořeno parametrické<br />
pole s nejvyššími hodnotami efektivity. V tomto<br />
grafu je na vodorovné ose rychlost svařování (m/<br />
min) a na svislé ose rychlost podávání drátu (m/<br />
min). Velikost celkové efektivity je znázorněna<br />
pomocí uzavřených polí, kdy stupeň barevného<br />
odstínu udává velikost efektivity podle stupnice<br />
uvedené vedle grafu. Ve výsledném grafu je<br />
zobrazena také výpočtová průřezová plocha<br />
návaru P m<br />
vypočtená podle vztahu (1.4.)<br />
(1.4.)<br />
P m<br />
= 1,08 v d<br />
–<br />
v s<br />
P m<br />
– výpočtová průřezová plocha návaru (mm 2 )<br />
v d<br />
– rychlost podávání drátu (m/min)<br />
– rychlost svařování (m/min)<br />
v s<br />
(1.2.)<br />
E N<br />
= a —<br />
aT<br />
(1.3.)<br />
z (mm) . . . hloubka závaru<br />
v t<br />
(mm). . . teoretická nosná velikost svaru<br />
a (mm) . . . výška svaru<br />
a t<br />
(mm). . . teoretická výška svaru<br />
Charakteristické rozměry koutového svaru pro<br />
výpočet efektivity jsou vyznačeny na schématickém<br />
obr. 1.<br />
Obr. 1 – Koutový svar s hodnotami pro výpočet efektivity<br />
Obr. 2 – Výsledná efektivita provedení svaru<br />
18 /<br />
SVĚT SVARU