obsah Ä. 1/2008 - Hadyna
obsah Ä. 1/2008 - Hadyna
obsah Ä. 1/2008 - Hadyna

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
technologie svařování<br />
MOŽNOSŤI PREDĹŽENIA ŽIVOTNOSTI POJAZDOVÝCH KOLIES NAVÁRANÍM<br />
Ing. Ján VIŇÁŠ, PhD., IWE. Katedra technológií a materiálov, SjF. TU Košice, Mäsiarská 74, 040 01, Košice, e-mail: jan.vinas@tuke.sk<br />
V príspevku sú prezentované výsledky výskumu<br />
vlastností pojazdových kolies renovovaných<br />
naváraním. Za účelom renovácie boli použité<br />
tri technológie navárania s rôznymi prídavnými<br />
materiálmi. Boli porovnávané vlastnosti takto<br />
renovovaných pojazdových kolies s novými<br />
kolesami z materiálu STN 42 2660 s povrchovo<br />
zakalenou vrstvou. Návary boli vystavené<br />
pôsobeniu adhezívneho opotrebenia, kde<br />
odolnosť povrchov bola stanovená na základe<br />
hmotnostných úbytkov. Pri adhezívnom opotrebení<br />
boli sledované aj časy do zadretia trecích<br />
dvojíc hodnotený materiál – materiál koľajnice.<br />
Chemické zloženie návarov bolo stanovené<br />
pomocou EDX analýz.<br />
Na základe realizovaných experimentov bolo<br />
možné overiť vhodnosť použitia jednotlivých<br />
prídavných materiálov a použitých technológií<br />
navárania pre renováciu pojazdových kolies.<br />
Na odolnosť renovovaných povrchov má vplyv<br />
štruktúra materiálu, jeho chemické zloženie a použitie<br />
vhodného tepelného spracovania návarov.<br />
Získané výsledky môžu prispieť k optimalizácií<br />
procesu renovácie pojazdových kolies naváraním,<br />
kde pomocou vhodne kombinovaných<br />
prídavných materiálov, použitých technológií<br />
a tepelného spracovania naváraných povrchov<br />
možno predĺžiť ich životnosť v prevádzkach.<br />
ÚVOD<br />
Ekonomické dôvody maximálneho využívania<br />
materiálov v oblasti strojárskej výroby sú neustále<br />
aktuálnymi témami vedeckého výskumu. Progres<br />
nových technológií a ich využívanie v moderných<br />
výrobných postupoch v značnej miere ovplyvňuje<br />
rozvoj priemyslu. Smer výskumu a vývoja<br />
predurčuje vývoj a používanie nových materiálov.<br />
Najčastejšími príčinami porúch strojných<br />
súčastí a konštrukcií sú tribologické procesy,<br />
ktoré prebiehajú na funkčných povrchoch. [2].<br />
Pre správnu funkciu strojných súčastí a konštrukčných<br />
uzlov majú preto veľký význam tribologické<br />
charakteristiky použitých materiálov.<br />
Vzájomné pôsobenie funkčných povrchov pri<br />
ich relatívnom pohybe má za následok nežiadúce<br />
zmeny povrchových vrstiev vedúce k ich<br />
opotrebeniu. V oblasti prevencie materiálových<br />
strát je najdôležitejšia úloha pripisovaná technológiám<br />
aktívnej povrchovej ochrany materiálu<br />
v trecích uzloch.<br />
V oblasti renovácie sa využíva celý rad rôznych<br />
technológií, ktoré umožňujú obnovu strojových<br />
častí prípadne predĺžia jej životnosť. Pojazdové<br />
kolesá sú v technickej praxi vystavené značnému<br />
opotrebeniu v dôsledku ich namáhania vysokým<br />
plošným tlakom. Nahrádzať opotrebované kolesá<br />
novými je fi nančne náročné, preto je snaha čo<br />
najviac predlžovať životnosť kolies. [1].<br />
Predkladaný príspevok sa zaoberá problematikou<br />
možnosti renovácie pojazdových kolies technológiami<br />
navárania a hodnotením naváraných<br />
vrstiev v náročných tribologických podmienkach.<br />
POUŽITÉ MATERIÁLY<br />
Skúmané pojazdové kolesá boli vyrobené<br />
z materiálu STN 42 2660, ktorého chemické<br />
zloženie je uvedené v tab. 1 a jeho mechanické<br />
vlastnosti v tab. 2.<br />
CHARAKTERISTIKA ZÁKLADNÉHO MATERIÁLU<br />
Jedná sa o feriticko-perlitickú uhlíkovú oceľ na<br />
odliatky pre súčiastky namáhané vyššími tlakmi.<br />
Pre experimenty bol použitý materiál koľajníc<br />
STN 41 0420 – konštrukčná nízkouhlíková oceľ<br />
bez zaručeného chemického zloženia s medzou<br />
pevnosti R m min<br />
= 750 MPa, <strong>obsah</strong> S max. je<br />
0,050 % a <strong>obsah</strong> P max. je 0,050 %. Uvedenej<br />
medzi pevnosti zodpovedá tvrdosť 230 HV.<br />
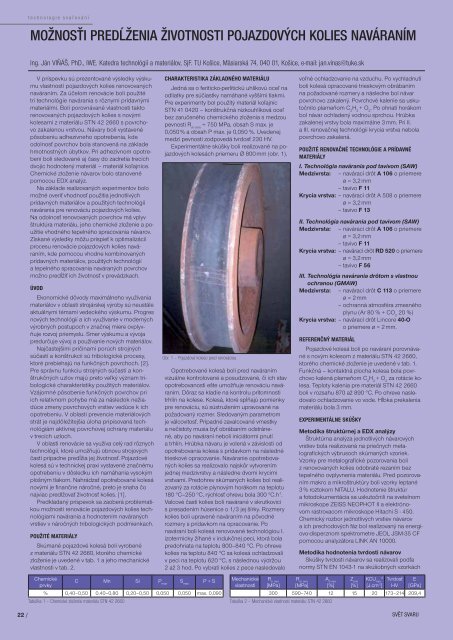
Experimentálne skúšky boli realizované na pojazdových<br />
kolesách priemeru Ø 800 mm (obr. 1).<br />
Obr. 1 – Pojazdové koleso pred renováciou<br />
Opotrebované kolesá boli pred naváraním<br />
vizuálne kontrolované a posudzované, či ich stav<br />
opotrebovanosti ešte umožňuje renováciu naváraním.<br />
Dôraz sa kladie na kontrolu prítomnosti<br />
trhlín na kolese. Kolesá, ktoré spĺňajú pomienky<br />
pre renováciu, sú sústružením upravované na<br />
požadovaný rozmer. Sledovaným parametrom<br />
je válcovitosť. Prípadné zavalcované vmestky<br />
a nečistoty musia byť obrábaním odstránené,<br />
aby po naváraní neboli iniciátormi pnutí<br />
a trhlín. Hrúbka návaru je volená v závislosti od<br />
opotrebovania kolesa s prídavkom na následné<br />
trieskové opracovanie. Naváranie opotrebovaných<br />
kolies sa realizovalo najskôr vytvorením<br />
jednej medzivrstvy a následne dvomi krycími<br />
vrstvami. Predohrev skúmaných kolies bol realizovaný<br />
za rotácie plynovým horákom na teplotu<br />
180 °C–250 °C, rýchlosť ohrevu bola 300 °C.h -1 .<br />
Valcové časti kolies boli navárané v skrutkovici<br />
s presadením húsenice o 1/3 jej šírky. Rozmery<br />
kolies boli upravené naváraním na pôvodné<br />
rozmery s prídavkom na opracovanie. Po<br />
naváraní boli kolesá renovované technológiou I.<br />
izotermicky žíhané v indukčnej peci, ktorá bola<br />
predohriata na teplotu 800–840 °C. Po ohreve<br />
kolies na teplotu 840 °C sa kolesá ochladzovali<br />
v peci na teplotu 620 °C, s následnou výdržou<br />
2 až 3 hod. Po vybratí kolies z pece nasledovalo<br />
voľné ochladzovanie na vzduchu. Po vychladnutí<br />
boli kolesá opracované trieskovým obrábaním<br />
na požadované rozmery a následne bol návar<br />
povrchovo zakalený. Povrchové kalenie sa uskutočnilo<br />
plameňom C 2<br />
H 2<br />
+ O 2<br />
. Po ohriatí horákom<br />
bol návar ochladený vodnou sprchou. Hrúbka<br />
zakalenej vrstvy bola maximálne 3 mm. Pri II.<br />
a III. renovačnej technológii krycia vrstva nebola<br />
povrchovo zakalená.<br />
POUŽITÉ RENOVAČNÉ TECHNOLÓGIE A PRÍDAVNÉ<br />
MATERIÁLY<br />
I. Technológia navárania pod tavivom (SAW)<br />
Medzivrsta: – navárací drôt A 106 o priemere<br />
ø = 3,2 mm<br />
– tavivo F 11<br />
Krycia vrstva: – navárací drôt A 508 o priemere<br />
ø = 3,2 mm<br />
– tavivo F 13<br />
II. Technológia navárania pod tavivom (SAW)<br />
Medzivrsta: – navárací drôt A 106 o priemere<br />
ø = 3,2 mm<br />
– tavivo F 11<br />
Krycia vrstva: – navárací drôt RD 520 o priemere<br />
ø = 3,2 mm<br />
– tavivo F 56<br />
III. Technológia navárania drôtom s vlastnou<br />
ochranou (GMAW)<br />
Medzivrsta:<br />
– navárací drôt C 113 o priemere<br />
ø = 2 mm<br />
– ochranná atmosféra zmesného<br />
plynu (Ar 80 % + CO 2<br />
20 %)<br />
Krycia vrstva: – navárací drôt Lincore 40-O<br />
o priemere ø = 2 mm.<br />
REFERENČNÝ MATERIÁL<br />
Pojazdové kolesá boli po naváraní porovnávané<br />
s novým kolesom z materiálu STN 42 2660,<br />
ktorého chemické zloženie je uvedené v tab. 1.<br />
Funkčná – kontaktná plocha kolesa bola povrchovo<br />
kalená plameňom C 2<br />
H 2<br />
+ O 2<br />
za rotácie kolesa.<br />
Teploty kalenia pre materiál STN 42 2660<br />
boli v rozsahu 870 až 890 °C. Po ohreve nasledovalo<br />
ochladzovanie vo vode. Hĺbka prekalenia<br />
materiálu bola 3 mm.<br />
EXPERIMENTÁLNE SKÚŠKY<br />
Metodika štruktúrnej a EDX analýzy<br />
Štruktúrna analýza jednotlivých návarových<br />
vrstiev bola realizovaná na priečnych metalografi<br />
ckých výbrusoch skúmaných vzoriek.<br />
Vzorky pre metalografi cké pozorovania boli<br />
z renovovaných kolies odobraté rezaním bez<br />
tepelného ovplyvnenia materiálu. Pred pozorovaním<br />
makro a mikroštruktúry boli vzorky leptané<br />
3 % roztokom NITALU. Hodnotenie štruktúr<br />
a fotodokumentácia sa uskutočnili na svetelnom<br />
mikroskope ZEISS NEOPHOT II a elektrónovom<br />
rastrovacom mikroskope Hitachi S - 450.<br />
Chemický rozbor jednotlivých vrstiev návarov<br />
a ich prechodových fáz bol realizovaný na energiovo-disperznom<br />
spektrometre JEOL JSM-35 CF<br />
pomocou analyzátora LINK AN 10000.<br />
Metodika hodnotenia tvrdosti návarov<br />
Skúšky tvrdosti návarov sa realizovali podľa<br />
normy STN EN 1043-1 na skúšobných vzorkách<br />
Chemické<br />
prvky<br />
C Mn Si P max<br />
S max<br />
P + S<br />
% 0,40–0,50 0,40–0,80 0,20–0,50 0,050 0,050 max. 0,090<br />
Tabuľka 1 – Chemické zloženie materiálu STN 42 2660<br />
Mechanické<br />
vlastnosti<br />
R e min<br />
[MPa]<br />
R m min<br />
[MPa]<br />
A 5 min<br />
[%]<br />
Z min<br />
[%]<br />
KCU min<br />
3<br />
[J.cm -2 ]<br />
Tvrdosť<br />
HV<br />
E<br />
[GPa]<br />
300 590–740 12 15 20 173–214 209,4<br />
Tabuľka 2 – Mechanické vlastnosti materiálu STN 42 2660<br />
22 /<br />
SVĚT SVARU