

00 Mill Cover_1.cdr - Haas Automation, Inc.
00 Mill Cover_1.cdr - Haas Automation, Inc.
00 Mill Cover_1.cdr - Haas Automation, Inc.

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
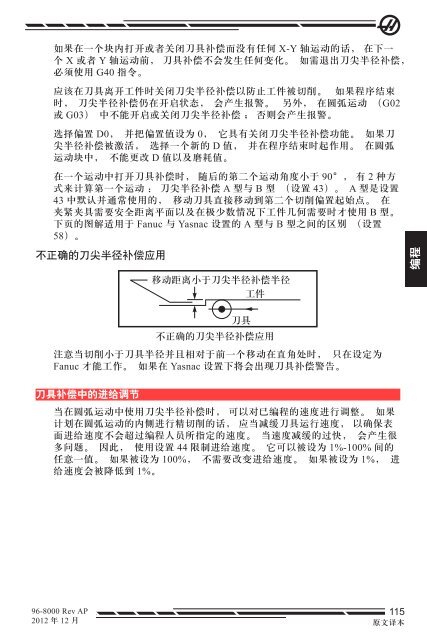
如 果 在 一 个 块 内 打 开 或 者 关 闭 刀 具 补 偿 而 没 有 任 何 X-Y 轴 运 动 的 话 , 在 下 一个 X 或 者 Y 轴 运 动 前 , 刀 具 补 偿 不 会 发 生 任 何 变 化 。 如 需 退 出 刀 尖 半 径 补 偿 ,必 须 使 用 G40 指 令 。应 该 在 刀 具 离 开 工 件 时 关 闭 刀 尖 半 径 补 偿 以 防 止 工 件 被 切 削 。 如 果 程 序 结 束时 , 刀 尖 半 径 补 偿 仍 在 开 启 状 态 , 会 产 生 报 警 。 另 外 , 在 圆 弧 运 动 (G02或 G03) 中 不 能 开 启 或 关 闭 刀 尖 半 径 补 偿 ; 否 则 会 产 生 报 警 。选 择 偏 置 D0, 并 把 偏 置 值 设 为 0, 它 具 有 关 闭 刀 尖 半 径 补 偿 功 能 。 如 果 刀尖 半 径 补 偿 被 激 活 , 选 择 一 个 新 的 D 值 , 并 在 程 序 结 束 时 起 作 用 。 在 圆 弧运 动 块 中 , 不 能 更 改 D 值 以 及 磨 耗 值 。在 一 个 运 动 中 打 开 刀 具 补 偿 时 , 随 后 的 第 二 个 运 动 角 度 小 于 90°, 有 2 种 方式 来 计 算 第 一 个 运 动 : 刀 尖 半 径 补 偿 A 型 与 B 型 ( 设 置 43)。 A 型 是 设 置43 中 默 认 并 通 常 使 用 的 , 移 动 刀 具 直 接 移 动 到 第 二 个 切 削 偏 置 起 始 点 。 在夹 紧 夹 具 需 要 安 全 距 离 平 面 以 及 在 极 少 数 情 况 下 工 件 几 何 需 要 时 才 使 用 B 型 。下 页 的 图 解 适 用 于 Fanuc 与 Yasnac 设 置 的 A 型 与 B 型 之 间 的 区 别 ( 设 置58)。不 正 确 的 刀 尖 半 径 补 偿 应 用.注 意 当 切 削 小 于 刀 具 半 径 并 且 相 对 于 前 一 个 移 动 在 直 角 处 时 , 只 在 设 定 为Fanuc 才 能 工 作 。 如 果 在 Yasnac 设 置 下 将 会 出 现 刀 具 补 偿 警 告 。 刀 具 补 偿 中 的 进 给 调 节当 在 圆 弧 运 动 中 使 用 刀 尖 半 径 补 偿 时 , 可 以 对 已 编 程 的 速 度 进 行 调 整 。 如 果计 划 在 圆 弧 运 动 的 内 侧 进 行 精 切 削 的 话 , 应 当 减 缓 刀 具 运 行 速 度 , 以 确 保 表面 进 给 速 度 不 会 超 过 编 程 人 员 所 指 定 的 速 度 。 当 速 度 减 缓 的 过 快 , 会 产 生 很多 问 题 。 因 此 , 使 用 设 置 44 限 制 进 给 速 度 。 它 可 以 被 设 为 1%-1<strong>00</strong>% 间 的任 意 一 值 。 如 果 被 设 为 1<strong>00</strong>%, 不 需 要 改 变 进 给 速 度 。 如 果 被 设 为 1%, 进给 速 度 会 被 降 低 到 1%。96-8<strong>00</strong>0 Rev AP2012 年 12 月115原 文 译 本













