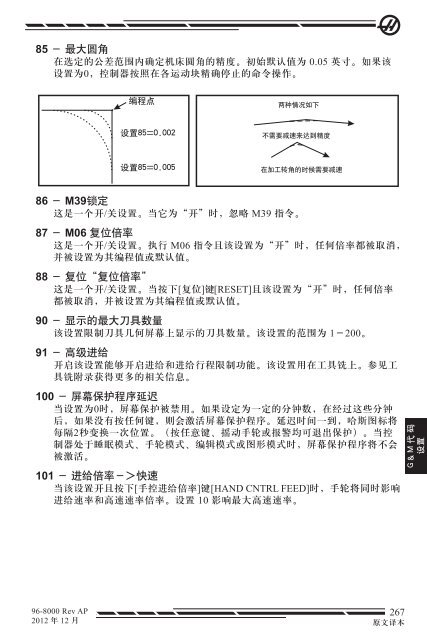
.85 - 最 大 圆 角在 选 定 的 公 差 范 围 内 确 定 机 床 圆 角 的 精 度 。 初 始 默 认 值 为 0.05 英 寸 。 如 果 该设 置 为 0, 控 制 器 按 照 在 各 运 动 块 精 确 停 止 的 命 令 操 作 。86 - M39 锁 定这 是 一 个 开 / 关 设 置 。 当 它 为 “ 开 ” 时 , 忽 略 M39 指 令 。87 - M06 复 位 倍 率这 是 一 个 开 / 关 设 置 。 执 行 M06 指 令 且 该 设 置 为 “ 开 ” 时 , 任 何 倍 率 都 被 取 消 ,并 被 设 置 为 其 编 程 值 或 默 认 值 。88 - 复 位 “ 复 位 倍 率 ”这 是 一 个 开 / 关 设 置 。 当 按 下 [ 复 位 ] 键 [RESET] 且 该 设 置 为 “ 开 ” 时 , 任 何 倍 率都 被 取 消 , 并 被 设 置 为 其 编 程 值 或 默 认 值 。90 - 显 示 的 最 大 刀 具 数 量该 设 置 限 制 刀 具 几 何 屏 幕 上 显 示 的 刀 具 数 量 。 该 设 置 的 范 围 为 1-2<strong>00</strong>。91 - 高 级 进 给开 启 该 设 置 能 够 开 启 进 给 和 进 给 行 程 限 制 功 能 。 该 设 置 用 在 工 具 铣 上 。 参 见 工具 铣 附 录 获 得 更 多 的 相 关 信 息 。1<strong>00</strong> - 屏 幕 保 护 程 序 延 迟当 设 置 为 0 时 , 屏 幕 保 护 被 禁 用 。 如 果 设 定 为 一 定 的 分 钟 数 , 在 经 过 这 些 分 钟后 , 如 果 没 有 按 任 何 键 , 则 会 激 活 屏 幕 保 护 程 序 。 延 迟 时 间 一 到 , 哈 斯 图 标 将每 隔 2 秒 变 换 一 次 位 置 。( 按 任 意 键 、 摇 动 手 轮 或 报 警 均 可 退 出 保 护 )。 当 控制 器 处 于 睡 眠 模 式 、 手 轮 模 式 、 编 辑 模 式 或 图 形 模 式 时 , 屏 幕 保 护 程 序 将 不 会被 激 活 。101 - 进 给 倍 率 -> 快 速当 该 设 置 开 且 按 下 [ 手 控 进 给 倍 率 ] 键 [HAND CNTRL FEED] 时 , 手 轮 将 同 时 影 响进 给 速 率 和 高 速 速 率 倍 率 。 设 置 10 影 响 最 大 高 速 速 率 。 96-8<strong>00</strong>0 Rev AP2012 年 12 月267原 文 译 本
103 - 循 环 开 始 /FH 同 一 键当 该 设 置 为 “ 开 ” 时 , 必 须 按 住 [ 循 环 开 始 ] 键 [CYCLE START] 才 能 运 行 程 序 。松 开 “ 循 环 开 始 ” 后 , 生 成 进 给 暂 停 。该 设 置 在 设 置 104 打 开 的 情 况 下 不 能 使 用 。 当 其 中 一 个 设 置 处 于 打 开 状 态 时 ,另 一 个 将 自 动 关 闭 。104 - 手 动 进 给 单 指 令 块打 开 该 设 置 时 , 手 轮 可 用 来 单 步 执 行 程 序 。 反 向 进 给 手 轮 方 向 将 会 产 生 进 给 暂停 。该 设 置 在 使 用 设 置 103 时 不 可 用 。 当 其 中 一 个 设 置 开 时 , 另 一 个 将 自 动 关 闭 。108 - 快 速 旋 转 G28该 设 置 为 “ 开 ” 时 , 将 会 用 最 短 的 距 离 转 回 零 点 。例 如 , 如 果 一 个 旋 转 单 元 为 10°, 调 用 零 点 返 回 指 令 , 如 果 设 置 为 关 时 旋 转工 作 台 将 旋 转 350°。 如 果 设 置 为 “ 开 ”, 旋 转 工 作 台 将 旋 转 -10°。为 了 应 用 设 置 108,A 轴 参 数 43 的 参 数 位 CIRC. WRAP. (10) 必 须 设 置 为 1 ,B 轴 为 参 数 151 。 如 果 参 数 位 没 有 设 置 为 1, 控 制 器 将 会 忽 略 设 置 108。109 - 以 分 钟 为 单 位 的 暖 机 时 间在 设 置 110-112 中 应 用 指 定 的 补 偿 过 程 中 的 分 钟 数 ( 最 大 为 从 机 床 接 通 电 源起 3<strong>00</strong> 分 钟 )。预 览 – 当 机 床 通 电 时 , 如 果 设 置 109, 和 110、111 或 112 中 至 少 一 个 设 置 被设 为 非 零 值 , 将 显 示 下 面 的 警 告 :小 心 ! 预 热 补 偿 已 指 定 !您 希 望 激 活预 热 补 偿 吗 ( 是 / 否 )?如 果 是 “Y”, 控 制 器 立 即 应 用 总 补 偿 ( 设 置 110、111、112), 当 时 间 流 逝时 补 偿 开 始 减 少 。 例 如 , 在 设 置 109 中 50% 的 时 间 消 逝 后 , 补 偿 距 离 将 为50%。如 果 要 “ 重 新 开 始 (Restart)” 时 间 进 程 的 话 , 需 要 关 闭 机 床 后 再 通 电 , 然 后回 答 开 始 时 候 的 补 偿 询 问 “ 是 (Yes)”。小 心 : 当 程 序 中 在 使 用 补 偿 时 改 变 设 置 110、111 或 112, 将 会 造 成 突 然 移 动 ,最 高 达 到 0.<strong>00</strong>44 英 寸 。在 诊 断 输 入 2 屏 幕 的 右 下 角 以 hh:mm:ss 格 式 显 示 剩 下 的 暖 机 时 间 。268 96-8<strong>00</strong>0 Rev AP原 文 译 本2012 年 12 月
- Page 1 and 2:
96-8000 Rev AP 2012 12 9667www.Haa
- Page 3 and 4:
“ 不 属 于 保 修 范 围 的
- Page 5 and 6:
保 修 注 册如 果 您 的 机
- Page 7 and 8:
VI原 文 译 本96-8000 Rev AP2012
- Page 9 and 10:
..符 合 标 准 声 明产 品 :
- Page 11 and 12:
X原 文 译 本96-8000 Rev AP2012
- Page 13 and 14:
.♦♦♦♦♦♦♦♦♦只 有
- Page 15 and 16:
加 工 装 夹 - 先 按 [ 紧 急
- Page 17 and 18:
100%CWCCW750 RPM100% 750 RPM6 96-80
- Page 19:
机 床 正 确 操 作 和 使 用
- Page 22 and 23:
.其 他 安 全 标 识根 据 机
- Page 24 and 25:
FCC( 美 国 联 邦 通 讯 委
- Page 26 and 27:
.介 绍下 面 是 哈 斯 铣 床
- Page 28 and 29:
.PALLET POOL卧 式 机 床ECECUSBE
- Page 30 and 31:
操 作 : [ 自 动 模 式 ] 键 [
- Page 32 and 33:
功 能 键[F1]-[F4] - 不 同 的
- Page 34 and 35:
当 按 下 [ 进 给 暂 停 ] 键
- Page 36 and 37:
在 数 据 输 入 行 中 。 当
- Page 38 and 39:
[ 原 点 复 位 ] 键 [ZERO RET]
- Page 40 and 41:
.速 度 和 进 给 状 态 显
- Page 42 and 43:
位 置 显 示 - 以 大 图 模
- Page 44 and 45:
摇 动 手 轮 或 按 [ 向 上
- Page 46 and 47:
.. 如 果
- Page 48 and 49:
..报 警 通 知哈 斯 机 床
- Page 50 and 51:
6. 填 写 邮 件 系 统 信 息
- Page 52 and 53:
太 少 的 数 据 点 会 产 生
- Page 54 and 55:
.当 从 支 架 上 取 下 遥
- Page 56 and 57:
..Set Tool Offsets.000 1 - .001 - .
- Page 58 and 59:
.操 作机 床 通 电按 下 悬
- Page 60 and 61:
.如 需 将 程 序 代 码 加
- Page 62 and 63:
.在 CNC 控 制 器 中 加 载
- Page 64 and 65:
.删 除如 需 删 除 某 程 序
- Page 66 and 67:
文 件 数 字 控 制 (FNC)网
- Page 68 and 69:
.显 示 页 脚程 序 显 示 的
- Page 70 and 71:
编 辑 菜 单取 消撤 回 对
- Page 72 and 73:
.直 接 数 字 化 控 制 (DNC)
- Page 74 and 75:
.微 软 网 络 管 理确 保 CNC
- Page 76 and 77:
.程 序 优 化 器该 功 能 允
- Page 78 and 79:
Q200 - 换 刀 次 数 Q403 - M30
- Page 80 and 81:
.刀 柄哈 斯 铣 床 有 几 个
- Page 82 and 83:
.侧 挂 式 刀 库 的 刀 具
- Page 84 and 85:
高 速 侧 挂 式 刀 库高 速
- Page 86 and 87:
..用 数 字 0 指 定 刀 具在
- Page 88 and 89:
.侧 挂 式 刀 库 恢 复如 果
- Page 90 and 91:
液 压 刀 库 ( 仅 适 用 于 H
- Page 92 and 93:
安 装 / 拆 卸 刀 具 ( 液 压
- Page 94 and 95:
.常 规 工 件 偏 置 设 置1.
- Page 96 and 97:
刀 具 设 置 补 充在 当 前
- Page 98 and 99:
Feed Time( 进 给 时 间 ) - 以
- Page 100 and 101:
宏 指 令刀 具 管 理 (Tool Ma
- Page 102 and 103:
图 形 模 拟 模 式纠 正 程
- Page 104 and 105:
.Plane3轴 过 载 计 时 器当
- Page 106 and 107:
[ 工 件 准 备 就 绪 ][PART RE
- Page 108 and 109:
.在 PST 中 或 者 用 M49 指
- Page 110 and 111:
范 例 2基 本 的 托 盘 交
- Page 112 and 113:
.托 盘 存 放当 移 出 托 盘
- Page 114 and 115:
在 程 序 列 表 (LIST PROG) 显
- Page 116 and 117:
..操 作1. 如 需 进 入 IPS,
- Page 118 and 119:
.DXF 文 件 输 入本 功 能 可
- Page 120 and 121:
.高 级 编 辑 器通 过 编 辑
- Page 122 and 123:
Move Selected Text- 移 动 所 选
- Page 124 and 125:
刀 尖 半 径 补 偿刀 尖 半
- Page 126 and 127:
如 果 在 一 个 块 内 打 开
- Page 128 and 129:
圆 弧 插 补 和 刀 尖 半 径
- Page 130 and 131:
编 程 实 例 中 刀 具 路 径
- Page 132 and 133:
宏 指 令介 绍本 控 制 功
- Page 134 and 135:
预 读预 读 对 于 宏 指 令
- Page 136 and 137:
字 母 地 址地 址 :变 量 :A1
- Page 138 and 139:
全 局 变 量全 局 变 量 是
- Page 140 and 141:
变 量用 法#5801-#5900 到 目
- Page 142 and 143:
变 量用 法#15581-#15586 G154 P8
- Page 144 and 145:
计 时 器哈 斯 宏 支 持 访
- Page 146 and 147:
#4101-#4126 上 一 个 程 序 块
- Page 148 and 149:
偏 置可 以 在 一 个 宏 表
- Page 150 and 151:
当 用 一 个 未 定 义 的 变
- Page 152 and 153:
XOR - 两 个 数 值 一 起 进
- Page 154 and 155:
上 述 的 宏 可 以 用 来 初
- Page 156 and 157:
在 本 语 句 中 , 如 果 变
- Page 158 and 159:
WH [#3001 LT 500] DO1;END1;< 其
- Page 160 and 161:
当 在 G65 宏 程 序 中 , 调
- Page 162 and 163:
上 述 的 程 序 块 会 在 运
- Page 164 and 165:
.可 视 快 速 代 码如 需 进
- Page 166 and 167:
子 程 序子 程 序 ( 辅 程
- Page 168 and 169:
子 程 序 固 定 循 环 范 例
- Page 170 and 171:
...第 四 轴 与 第 五 轴 编
- Page 172 and 173:
在 G93 之 前 编 辑 M11 和 /
- Page 174 and 175:
安 装 第 四 轴 选 配为 哈
- Page 176 and 177:
.安 装 第 五 轴 选 配第 五
- Page 178 and 179:
G 代 码 / M 代 码 / 设 置章
- Page 180 and 181:
G 代 码 ( 预 备 功 能 )G00
- Page 182 and 183:
.应 用 I、J、K 地 址I、J 或
- Page 184 and 185:
.N1N5N2N4N3程 序 范 例%O02300
- Page 186 and 187:
单 点 螺 纹 铣 举 例加 工
- Page 188 and 189:
.必 须 用 X 和 Y 将 刀 具
- Page 190 and 191:
...如 果 选 择 刀 具 半 径
- Page 192 and 193:
注 意 :参 见 G31。用 指 定
- Page 194 and 195:
刀 具 补 偿 在 跳 转 功 能
- Page 196 and 197:
.6543210.5"90 o45 o0 o180 o -45 o27
- Page 198 and 199:
旋 转 工 件 圆 柱 面 雕 刻
- Page 200 and 201:
.YZX00011 ;G59 ;G00 G90 X0 Y0 Z0 ;M
- Page 202 and 203:
G68 坐 标 旋 转 ( 组 16)( 此
- Page 204 and 205:
.YZX00004 ;G59 ;G00 G90 X0 Y0 Z0 ;M
- Page 206 and 207:
.G70IJG71KJIG72IJ螺 栓 孔 图
- Page 208 and 209:
修 改 循 环在 这 个 章 节
- Page 210 and 211:
G- 代 码 循 环介 绍循 环
- Page 212 and 213:
.. #22 Q #22I = I1I = I - J2 1I
- Page 214 and 215:
. YZ G99 YZXX除 了 镗 孔 外
- Page 216 and 217:
程 序 范 例下 面 是 在 铝
- Page 218 and 219:
.. 设 置 52 更 改 G83
- Page 220 and 221:
..G86 镗 进 - 停 止 - 快 移
- Page 222 and 223:
G89 镗 进 - 暂 停 - 镗 出 循
- Page 224 and 225:
由 CAM 系 统 生 成 的 程 序
- Page 226 and 227:
. X 轴 镜 像 的 程 序 代 码
- Page 228 and 229: 此 G 代 码 把 编 辑 的 线
- Page 230 and 231: G110-G129 工 件 坐 标 系 选
- Page 232 and 233: 一 些 CAM( 计 算 机 辅 助
- Page 234 and 235: G143 5 轴 刀 具 长 度 补 偿
- Page 236 and 237: .注 意 : 子 程 序 (P) 所 含
- Page 238 and 239: .G150 行 中 由 P#### 指 令 调
- Page 240 and 241: .G153 5 轴 高 速 啄 钻 循 环
- Page 242 and 243: .#15921-#15926 G154 P97#15941-#1594
- Page 244 and 245: .G162 5 轴 点 钻 循 环 ( 组 0
- Page 246 and 247: .设 置 52 也 可 以 改 变 G16
- Page 248 and 249: .在 调 用 循 环 的 时 候
- Page 250 and 251: 在 调 用 循 环 的 时 候 必
- Page 252 and 253: M 代 码 ( 辅 助 功 能 )M 代
- Page 254 and 255: M17 松 开 APC 托 盘 和 打 开
- Page 256 and 257: M34 可 编 程 冷 却 喷 嘴 下
- Page 258 and 259: .M69 输 出 继 电 器 清 除这
- Page 260 and 261: M95 指 令 后 面 将 是 轴 移
- Page 262 and 263: M99 带 有 宏 指 令 - 如 果
- Page 264 and 265: 设 置设 置 页 面 上 的 值
- Page 266 and 267: .9 - 尺 寸 标 注这 是 一 个
- Page 268 and 269: 22 - 固 定 循 环 三 角 形 Z
- Page 270 and 271: 这 个 在 G92 列 表 中 的 新
- Page 272 and 273: .49 - 跳 开 对 同 一 把 刀
- Page 274 and 275: .65 - 图 形 缩 放 比 例 ( 高
- Page 276 and 277: 77 - 缩 放 整 数 F该 设 置
- Page 280 and 281: 110 - 预 热 X 距 离111 - 预
- Page 282 and 283: 143 - 机 床 数 据 收 集该
- Page 284 and 285: 176 通 电 小 时 数 内 的 液
- Page 286 and 287: 901 - 自 动 获 得 地 址通
- Page 288 and 289: 保 养通 用 要 求电 源 要
- Page 290 and 291: 注 意 : 辅 助 连 接 管 不
- Page 292 and 293: 定 期 保 养.按 [ 当 前 指
- Page 294 and 295: 润 滑 油 表系 统 润 滑 油
- Page 296 and 297: .油 脂 报 警 :注 意 : 如 果
- Page 298 and 299: ..冷 却 液 箱 需 要 每 月
- Page 300 and 301: .每 天 检 查 油 位 。 如
- Page 302 and 303: .从 溢 流 管 道 流 出 ; 这
- Page 304 and 305: .HS 3/4/6/7 38- 刀 具 刀 库 保
- Page 306 and 307: .EC-400 转 台 分 度 盘1. 拆
- Page 308 and 309: ..注 意 : 塞 子 处 于 这 个
- Page 310 and 311: 代 号索 引第 四 轴 和 第
- Page 312 and 313: 刀 库 , 侧 挂 式 71刀 库 规