

00 Mill Cover_1.cdr - Haas Automation, Inc.
00 Mill Cover_1.cdr - Haas Automation, Inc.
00 Mill Cover_1.cdr - Haas Automation, Inc.

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
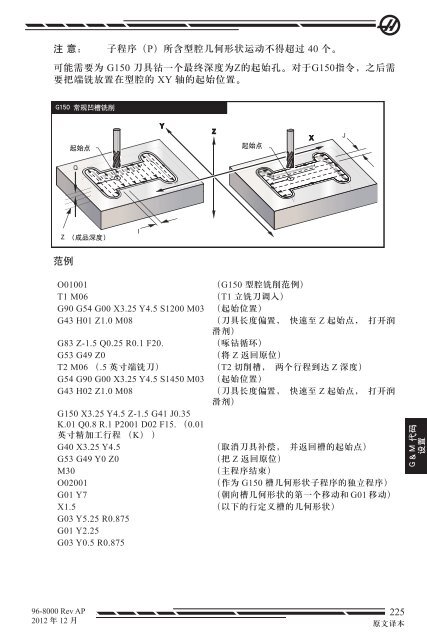
.注 意 : 子 程 序 (P) 所 含 型 腔 几 何 形 状 运 动 不 得 超 过 40 个 。可 能 需 要 为 G150 刀 具 钻 一 个 最 终 深 度 为 Z 的 起 始 孔 。 对 于 G150 指 令 , 之 后 需要 把 端 铣 放 置 在 型 腔 的 XY 轴 的 起 始 位 置 。范 例O01<strong>00</strong>1 (G150 型 腔 铣 削 范 例 )T1 M06 (T1 立 铣 刀 调 入 )G90 G54 G<strong>00</strong> X3.25 Y4.5 S12<strong>00</strong> M03 ( 起 始 位 置 )G43 H01 Z1.0 M08( 刀 具 长 度 偏 置 , 快 速 至 Z 起 始 点 , 打 开 润滑 剂 )G83 Z-1.5 Q0.25 R0.1 F20. ( 啄 钻 循 环 )G53 G49 Z0 ( 将 Z 返 回 原 位 )T2 M06 (.5 英 寸 端 铣 刀 ) (T2 切 削 槽 , 两 个 行 程 到 达 Z 深 度 )G54 G90 G<strong>00</strong> X3.25 Y4.5 S1450 M03 ( 起 始 位 置 )G43 H02 Z1.0 M08( 刀 具 长 度 偏 置 , 快 速 至 Z 起 始 点 , 打 开 润滑 剂 )G150 X3.25 Y4.5 Z-1.5 G41 J0.35K.01 Q0.8 R.1 P2<strong>00</strong>1 D02 F15. (0.01英 寸 精 加 工 行 程 (K) )G40 X3.25 Y4.5 ( 取 消 刀 具 补 偿 , 并 返 回 槽 的 起 始 点 )G53 G49 Y0 Z0 ( 把 Z 返 回 原 位 )M30 ( 主 程 序 结 束 )O02<strong>00</strong>1 ( 作 为 G150 槽 几 何 形 状 子 程 序 的 独 立 程 序 )G01 Y7 ( 朝 向 槽 几 何 形 状 的 第 一 个 移 动 和 G01 移 动 )X1.5 ( 以 下 的 行 定 义 槽 的 几 何 形 状 )G03 Y5.25 R0.875G01 Y2.25G03 Y0.5 R0.875 96-8<strong>00</strong>0 Rev AP2012 年 12 月225原 文 译 本













