

00 Mill Cover_1.cdr - Haas Automation, Inc.
00 Mill Cover_1.cdr - Haas Automation, Inc.
00 Mill Cover_1.cdr - Haas Automation, Inc.

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
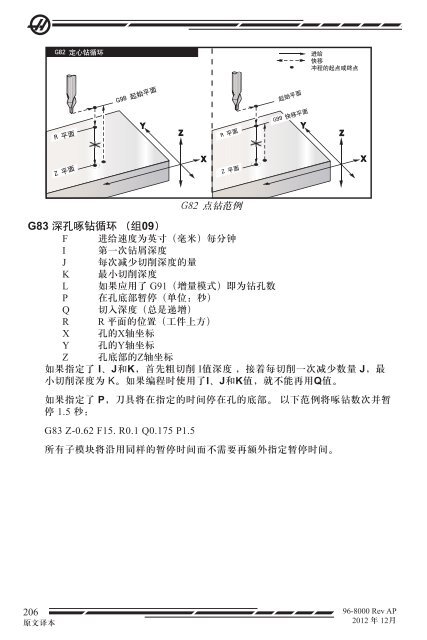
.G83 深 孔 啄 钻 循 环 ( 组 09)F 进 给 速 度 为 英 寸 ( 毫 米 ) 每 分 钟I 第 一 次 钻 屑 深 度J 每 次 减 少 切 削 深 度 的 量K 最 小 切 削 深 度L 如 果 应 用 了 G91( 增 量 模 式 ) 即 为 钻 孔 数P 在 孔 底 部 暂 停 ( 单 位 : 秒 )Q 切 入 深 度 ( 总 是 递 增 )R R 平 面 的 位 置 ( 工 件 上 方 )X 孔 的 X 轴 坐 标Y 孔 的 Y 轴 坐 标Z 孔 底 部 的 Z 轴 坐 标如 果 指 定 了 I、J 和 K, 首 先 粗 切 削 I 值 深 度 , 接 着 每 切 削 一 次 减 少 数 量 J, 最小 切 削 深 度 为 K。 如 果 编 程 时 使 用 了 I、J 和 K 值 , 就 不 能 再 用 Q 值 。如 果 指 定 了 P, 刀 具 将 在 指 定 的 时 间 停 在 孔 的 底 部 。 以 下 范 例 将 啄 钻 数 次 并 暂停 1.5 秒 :G83 Z-0.62 F15. R0.1 Q0.175 P1.5所 有 子 模 块 将 沿 用 同 样 的 暂 停 时 间 而 不 需 要 再 额 外 指 定 暂 停 时 间 。206 96-8<strong>00</strong>0 Rev AP原 文 译 本2012 年 12 月













