

00 Mill Cover_1.cdr - Haas Automation, Inc.
00 Mill Cover_1.cdr - Haas Automation, Inc.
00 Mill Cover_1.cdr - Haas Automation, Inc.

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
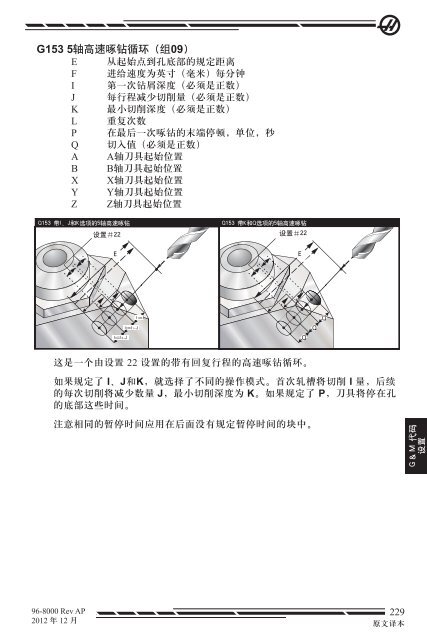
.G153 5 轴 高 速 啄 钻 循 环 ( 组 09)E 从 起 始 点 到 孔 底 部 的 规 定 距 离F 进 给 速 度 为 英 寸 ( 毫 米 ) 每 分 钟I 第 一 次 钻 屑 深 度 ( 必 须 是 正 数 )J 每 行 程 减 少 切 削 量 ( 必 须 是 正 数 )K 最 小 切 削 深 度 ( 必 须 是 正 数 )L 重 复 次 数P 在 最 后 一 次 啄 钻 的 末 端 停 顿 , 单 位 , 秒Q 切 入 值 ( 必 须 是 正 数 )A A 轴 刀 具 起 始 位 置B B 轴 刀 具 起 始 位 置X X 轴 刀 具 起 始 位 置Y Y 轴 刀 具 起 始 位 置Z Z 轴 刀 具 起 始 位 置这 是 一 个 由 设 置 22 设 置 的 带 有 回 复 行 程 的 高 速 啄 钻 循 环 。如 果 规 定 了 I、J 和 K, 就 选 择 了 不 同 的 操 作 模 式 。 首 次 轧 槽 将 切 削 I 量 , 后 续的 每 次 切 削 将 减 少 数 量 J, 最 小 切 削 深 度 为 K。 如 果 规 定 了 P, 刀 具 将 停 在 孔的 底 部 这 些 时 间 。注 意 相 同 的 暂 停 时 间 应 用 在 后 面 没 有 规 定 暂 停 时 间 的 块 中 。 96-8<strong>00</strong>0 Rev AP2012 年 12 月229原 文 译 本













