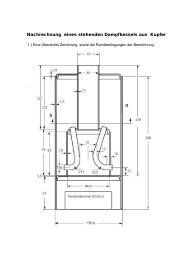
Der Modell-Injektor
Der Modell-Injektor
Der Modell-Injektor

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
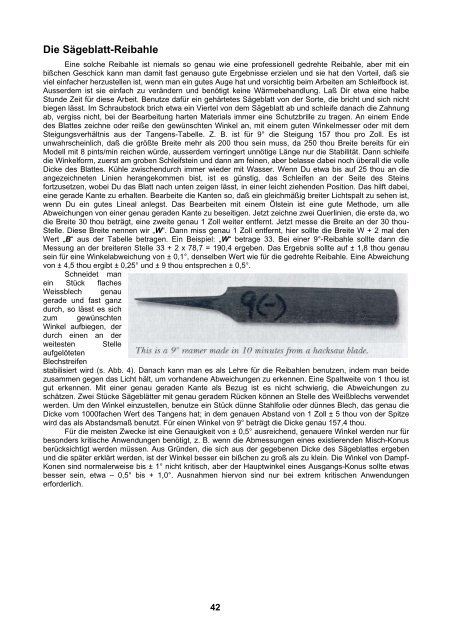
Die Sägeblatt-Reibahle<br />
Eine solche Reibahle ist niemals so genau wie eine professionell gedrehte Reibahle, aber mit ein<br />
bißchen Geschick kann man damit fast genauso gute Ergebnisse erzielen und sie hat den Vorteil, daß sie<br />
viel einfacher herzustellen ist, wenn man ein gutes Auge hat und vorsichtig beim Arbeiten am Schleifbock ist.<br />
Ausserdem ist sie einfach zu verändern und benötigt keine Wärmebehandlung. Laß Dir etwa eine halbe<br />
Stunde Zeit für diese Arbeit. Benutze dafür ein gehärtetes Sägeblatt von der Sorte, die bricht und sich nicht<br />
biegen lässt. Im Schraubstock brich etwa ein Viertel von dem Sägeblatt ab und schleife danach die Zahnung<br />
ab, vergiss nicht, bei der Bearbeitung harten Materials immer eine Schutzbrille zu tragen. An einem Ende<br />
des Blattes zeichne oder reiße den gewünschten Winkel an, mit einem guten Winkelmesser oder mit dem<br />
Steigungsverhältnis aus der Tangens-Tabelle. Z. B. ist für 9° die Steigung 157 thou pro Zoll. Es ist<br />
unwahrscheinlich, daß die größte Breite mehr als 200 thou sein muss, da 250 thou Breite bereits für ein<br />
<strong>Modell</strong> mit 8 pints/min reichen würde, ausserdem verringert unnötige Länge nur die Stabilität. Dann schleife<br />
die Winkelform, zuerst am groben Schleifstein und dann am feinen, aber belasse dabei noch überall die volle<br />
Dicke des Blattes. Kühle zwischendurch immer wieder mit Wasser. Wenn Du etwa bis auf 25 thou an die<br />
angezeichneten Linien herangekommen bist, ist es günstig, das Schleifen an der Seite des Steins<br />
fortzusetzen, wobei Du das Blatt nach unten zeigen lässt, in einer leicht ziehenden Position. Das hilft dabei,<br />
eine gerade Kante zu erhalten. Bearbeite die Kanten so, daß ein gleichmäßig breiter Lichtspalt zu sehen ist,<br />
wenn Du ein gutes Lineal anlegst. Das Bearbeiten mit einem Ölstein ist eine gute Methode, um alle<br />
Abweichungen von einer genau geraden Kante zu beseitigen. Jetzt zeichne zwei Querlinien, die erste da, wo<br />
die Breite 30 thou beträgt, eine zweite genau 1 Zoll weiter entfernt. Jetzt messe die Breite an der 30 thou-<br />
Stelle. Diese Breite nennen wir „W“. Dann miss genau 1 Zoll entfernt, hier sollte die Breite W + 2 mal den<br />
Wert „B“ aus der Tabelle betragen. Ein Beispiel: „W“ betrage 33. Bei einer 9°-Reibahle sollte dann die<br />
Messung an der breiteren Stelle 33 + 2 x 78,7 = 190,4 ergeben. Das Ergebnis sollte auf ± 1,8 thou genau<br />
sein für eine Winkelabweichung von ± 0,1°, denselben Wert wie für die gedrehte Reibahle. Eine Abweichung<br />
von ± 4,5 thou ergibt ± 0,25° und ± 9 thou entsprechen ± 0,5°.<br />
Schneidet man<br />
ein Stück flaches<br />
Weissblech genau<br />
gerade und fast ganz<br />
durch, so lässt es sich<br />
zum gewünschten<br />
Winkel aufbiegen, der<br />
durch einen an der<br />
weitesten Stelle<br />
aufgelöteten<br />
Blechstreifen<br />
stabilisiert wird (s. Abb. 4). Danach kann man es als Lehre für die Reibahlen benutzen, indem man beide<br />
zusammen gegen das Licht hält, um vorhandene Abweichungen zu erkennen. Eine Spaltweite von 1 thou ist<br />
gut erkennen. Mit einer genau geraden Kante als Bezug ist es nicht schwierig, die Abweichungen zu<br />
schätzen. Zwei Stücke Sägeblätter mit genau geradem Rücken können an Stelle des Weißblechs verwendet<br />
werden. Um den Winkel einzustellen, benutze ein Stück dünne Stahlfolie oder dünnes Blech, das genau die<br />
Dicke vom 1000fachen Wert des Tangens hat; in dem genauen Abstand von 1 Zoll ± 5 thou von der Spitze<br />
wird das als Abstandsmaß benutzt. Für einen Winkel von 9° beträgt die Dicke genau 157,4 thou.<br />
Für die meisten Zwecke ist eine Genauigkeit von ± 0,5° ausreichend, genauere Winkel werden nur für<br />
besonders kritische Anwendungen benötigt, z. B. wenn die Abmessungen eines existierenden Misch-Konus<br />
berücksichtigt werden müssen. Aus Gründen, die sich aus der gegebenen Dicke des Sägeblattes ergeben<br />
und die später erklärt werden, ist der Winkel besser ein bißchen zu groß als zu klein. Die Winkel von Dampf-<br />
Konen sind normalerweise bis ± 1° nicht kritisch, aber der Hauptwinkel eines Ausgangs-Konus sollte etwas<br />
besser sein, etwa – 0,5° bis + 1,0°. Ausnahmen hiervon sind nur bei extrem kritischen Anwendungen<br />
erforderlich.<br />
42