Sicherheitstechnik - finger gmbh & co. kg
Sicherheitstechnik - finger gmbh & co. kg
Sicherheitstechnik - finger gmbh & co. kg

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
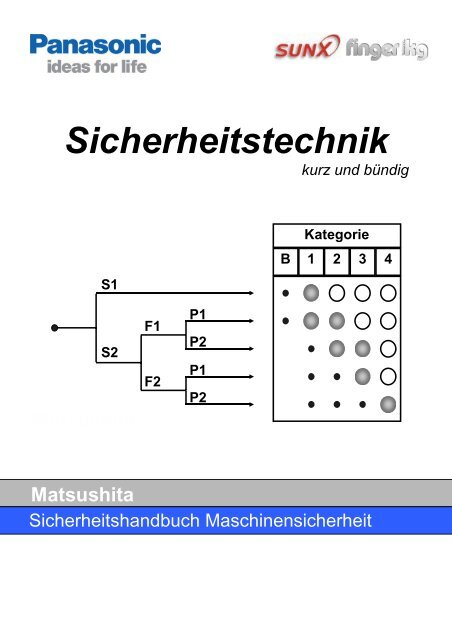
<strong>Sicherheitstechnik</strong><br />
kurz und bündig<br />
S1<br />
S2<br />
Matsushita<br />
F1<br />
F2<br />
P1<br />
P2<br />
P1<br />
P2<br />
Kategorie<br />
B 1 2 3<br />
Matsushita<br />
Sicherheitshandbuch Maschinensicherheit<br />
4
Inhaltsverzeichnis<br />
Rechtsgrundlagen für die Maschinensicherheit<br />
in Europa 3 - 5<br />
Wie erreicht man die Anforderungen der<br />
Maschinenrichtlinie 5 - 6<br />
Bedeutung der Unfallverhütungsvorschriften 6<br />
CE- Kennzeichnung 7<br />
Bescheinigungsverfahren zur Erklärung der<br />
Konformität 8<br />
Was haben Betreiber von Maschinen<br />
zu beachten? 9<br />
Was gilt für Gebrauchtmaschinen? 10<br />
Erreichen der Anforderungen der Arbeitsmittel-<br />
Benutzungs-Richtlinie 10<br />
Umbau von Maschinen 10-11<br />
Produkthaftung 12-18<br />
Vorgehensweise bei der Konstruktion einer<br />
sicheren Maschine 19-20<br />
Risikobeurteilung 21-23<br />
Auswahl von Sicherheitsmaßnahmen 24-25<br />
Wahl der Steuerungskategorie 26-33<br />
NOT-AUS- Einrichtungen 34-39<br />
Verriegelungseinrichtungen mit und<br />
ohne Zuhaltung 40-45<br />
Berührungslos wirkende Schutzeinrichtungen BWS 46-53<br />
Liste harmonisierte europäische Normen 54<br />
Kontaktadresse 55<br />
2
Abb. 1<br />
Binnenmarkt-Richtlinien<br />
(gem. Artikel 100a EG- Vertrag)<br />
EG-<br />
Maschinen-<br />
Richtlinie<br />
evtl. weitere<br />
Richtlinien<br />
Grundlegende Sicherheits- und<br />
Gesundheitsanforderungen<br />
Gerätesicherheitsgesetz<br />
EMV-Gesetz<br />
Maschinenhersteller<br />
In DIN-Normen umgesetzte harmonisierte<br />
europäische Normen oder<br />
gleiche Sicherheit auf andere Weise<br />
⇒ Gesetzliche Grundlage<br />
Maschine<br />
Benutzerinformation<br />
des Herstellers<br />
Technische<br />
Dokumentation<br />
des Herstellers<br />
Arbeitsschutz- Richtlinien<br />
(gem. Artikel 118a EG-Vertrag)<br />
Arbeitsmittel -<br />
Benutzungs-RL<br />
EG-<br />
Rahmen-Richtlinie<br />
evtl. weitere<br />
Einzel-Richtlinien<br />
Beschaffungs- und Benutzungsvorschrift.<br />
Mindestanforderungen<br />
Arbeitsschutzgesetz mit<br />
Rechtsverordnungen<br />
Maschinenbenutzer<br />
Betriebs- und Prüfbestimmungen in<br />
Unfallverhütungsvorschriften<br />
Regeln der <strong>Sicherheitstechnik</strong><br />
Die rechtliche Grundlage der Maschinensicherheit in Europa bilden die Maschinen- und<br />
die Arbeitsmittelbenutzungsrichtlinien. Die Maschinenrichtlinie 98/37/EWG (89/392/EWG<br />
mit Änderungsrichtlinien) wendet sich rein an den Hersteller von Maschinen. Die<br />
sogenannte Arbeitsmittel-Benutzungsrichtlinie 89/655/EWG hingegen an den Betreiber<br />
von Maschinen.<br />
Die Übergangsfrist der Maschinenrichtlinie ist am 1.01.1995 abgelaufen und somit ist diese<br />
ab diesem Datum zwingend anzuwenden.<br />
Bezüglich der Arbeitsmittelbenutzungsrichtlinie ist die Übergangsfrist am 1.01.1997<br />
abgelaufen, da aber diese Richtlinie verspätet in nationales Recht umgesetzt wurde, gab<br />
es bezüglich der Umsetzung eine Verlängerung der Übergangsfrist bis zum 30.06.1998.<br />
D.h. alle sich in Betrieb befindlichen Maschinen in Deutschland mussten bis spätestens<br />
zum 30.06.1998 den Mindestanforderungen der Arbeitsmittelbenutzungsrichtlinie oder der<br />
nationalen Umsetzung (Arbeitsmittelbenutzungsverordnung) entsprechen.<br />
3
Maschine/Ausrüstung Binnenmarkt-Richtlinie zwingend anzuwenden<br />
ab:<br />
Maschinen und Anlagen<br />
allgemein<br />
Maschinenrichtlinie 1.1.1995<br />
Kraftbetriebene<br />
Flurförderzeuge<br />
Maschinen zum Heben/<br />
Fortbewegen von Personen<br />
Abb.2 Anwendung von Binnenmarkt-Richtlinien für Maschinen/-ausrüstungen<br />
Die neuen Rechtsgrundlagen gelten auch für diejenigen,<br />
• die Maschinen nach Europa importieren (Importeure),<br />
• die Maschinen oder Teile unterschiedlichen Ursprungs<br />
zusammenfügen oder<br />
• die Maschinen für den Eigengebrauch herstellen<br />
Maschinen im Sinne der Richtlinie sind u.a.<br />
Maschinenrichtlinie 1.1.1996<br />
Maschinenrichtlinie 1.1.1997<br />
Sicherheitsbauteile Maschinenrichtlinie 1.1.1997<br />
Elektrische/Elektronische<br />
Ausrüstung<br />
Bauteile der elektrischen<br />
Ausrüstung<br />
EMV-Richtlinie 1.1.1996<br />
Niederspannungs-<br />
Richtlinie<br />
1.1.1997<br />
betreffend CE-<br />
Kennzeichnung<br />
• Einzelmaschinen,<br />
• komplexe Anlagen (Verkettete Maschinen),<br />
• auswechselbare Ausrüstungen zur Änderung der Funktion einer Maschine,<br />
• bewegliche Maschinen (z.B. Flurförderzeuge)<br />
• Maschinen zum Heben von Lasten (Krane, Hebezeuge),<br />
• Maschinen zum Heben oder Fortbewegen von Personen (z.B. fahrbare<br />
Hubarbeitsbühnen, Regalbediengeräte mit Fahrerplatz).<br />
Hersteller im Sinne der Maschinenrichtlinie ist derjenige, der für die Entwicklung und<br />
Herstellung einer Maschine die Verantwortung trägt. Dem Hersteller steht sein in der EG<br />
niedergelassener Bevollmächtigter gleich.<br />
4
Achtung!: Ein Maschinenbenutzer wird zum ”Hersteller”, wenn er im Sinne von<br />
”Herstellen” tätig wird. Dies ist z.B. der Fall, wenn er:<br />
• eine unvollständige Maschine (mit Herstellererklärung gem. Anhang II B der<br />
Maschinenrichtlinie) selbst komplettiert (z.B. Anbringen eines Schutzzaunes oder<br />
Lärmschutzkapselung) oder<br />
• eine komplexe Anlage selbst zusammenstellt oder<br />
• an einer Maschine Umbauten vornimmt, welche die Maschine wesentlich verändern.<br />
Maschinen, die im EWR hergestellt und in ein Drittland exportiert werden, unterliegen<br />
nicht den Beschaffenheitsanforderungen der Gemeinschaft, sondern denen des<br />
Drittlandes.<br />
Bei Messen, Austellungen und Vorführungen dürfen vorübergehend und unter bestimmten<br />
Bedingungen nichtrichtlinienkonforme Maschinen oder Sicherheitsbauteile ausgestellt<br />
werden.<br />
⇒ Wie können die Anforderungen der Maschinen-Richtlinie erreicht werden?<br />
Die in der Maschinenrichtlinie festgelegten grundlegenden und sehr allgemein gehaltenen<br />
Sicherheits- und Gesundheitsanforderungen werden nach und nach durch harmonisierte<br />
Europäische Normen konkretisiert.<br />
Man unterscheidet dabei zwischen Grund- und Gruppennormen sowie Produktnormen.<br />
Diese Normen sind im Gegensatz zu den Richtlinien nicht verbindlich. Allerdings muß bei<br />
Nichtanwenden nachgewiesen werden, wie die gleiche Sicherheit erreicht wurde. D.h. es<br />
ist auf jeden Fall empfehlenswert die harmonisierten Europäischen Normen anzuwenden.<br />
Typ A-Normen<br />
Sicherheitsgrundnormen<br />
Typ B-Normen<br />
Sicherheitsgruppennormen<br />
Typ C-Normen<br />
Sicherheitsproduktnormen<br />
EN 292: Allgemeine Gestaltungsleitsätze<br />
EN 1050: Risikobeurteilung<br />
EN 294: Sicherheitsabstände gegen das<br />
Erreichen von Gefahrenstellen<br />
EN 349: Mindestabstände zur Vermeidung<br />
des Quetschens von Körperteilen<br />
EN 418: Not-Aus-Einrichtungen<br />
EN 1088: Verriegelungseinrichtungen<br />
EN 60204: Elektrische Ausrüstung<br />
EN 201: Spritzgießmaschinen<br />
EN 422: Blasformmaschinen<br />
EN 692: Mechanische Pressen<br />
EN 775: Industrieroboter<br />
EN 12417: Bearbeitungszentren<br />
EN 12478: Drehmaschinen und Drehzentren<br />
5
Nur harmonisierte europäische Normen bewirken bei ihrer Anwendung die Vermutung der<br />
Konformität mit den grundlegenden Anforderungen von Richtlinien.<br />
Die Anwendung des Vermutungsprinzips auf eine bestimmte Maschine setzt voraus, daß<br />
dafür eine Norm existiert, die hinreichend konkret ist (Typ C-Norm). Die alleinige<br />
Anwendung von Normen des Typs A und B rechtfertigen eine solche Vermutung nicht.<br />
Sind für bestimmte Maschinen keine Typ C-Normen vorhanden (häufig der Fall) oder<br />
werden Gefährdungen in einer vorhandenen Produktnorm nicht behandelt, so können die<br />
Beschaffenheitsanforderungen nach den zur Verfügung stehenden Normen des Typs A<br />
und B realisiert werden.<br />
Ggf. sind zusätzliche Maßnahmen erforderlich.<br />
⇒ Unfallverhütungsvorschriften<br />
Die in den Unfallverhütungsvorschriften enthaltenen Bau- und Ausrüstungsbestimungen<br />
haben für Maschinen, die ab 1.01.93 erstmals in Betrieb genommen wurden, ihre<br />
rechtliche Verbindlichkeit verloren. D.h. Bau- und Ausrüstungsbestimmungen sind<br />
spätestens nach Ablauf der Übergangsfrist der Maschinenrichtlinie am 1.01.1995 in den<br />
entsprechenden harmonisierten europäischen Normen geregelt.<br />
Für Maschinen die am 31.12.1992 bereits in Betrieb waren (Altmaschinen), gelten<br />
weiterhin Bestimmungen der Unfallverhütungsvorschriften.<br />
Die in den Unfallverhütungsvorschriften enthaltenen Betriebs- und Prüfbestimmungen<br />
gelten weiterhin für neue und alte Maschinen.<br />
Inverkehrbringen von Maschinen und Sicherheitsbauteilen<br />
gemäß EG-Maschinen-Richtlinie<br />
Verwendungsfertige<br />
Maschinen<br />
CE-Kennzeichnung<br />
Konformitätserklärung<br />
nach Anhang IIA<br />
Nicht verwendungsfertige<br />
Maschinen<br />
Realisierung der grundlegenden Anforderungen<br />
Keine CE-Kennz.,<br />
Herstellererklärung<br />
nach Anhang IIB<br />
Benutzerinformation (Betriebsanleitung)<br />
evtl. Nachweis der EG-Baumusterprüfung<br />
Bereithalten einer Technischen Dokumentation<br />
Sicherheitsbauteile<br />
Keine CE-Kennz.,<br />
Konformitätserklärung<br />
nach Anhang IIC<br />
Abb. 3 Voraussetzung für das Inverkehrbringen von Maschinen und Sicherheitsbauteilen<br />
6
⇒ CE- Kennzeichnung<br />
An jeder Maschine, die die Anforderungen der Maschinen-Richtlinie erfüllt, muß spätestens<br />
ab 1.01.1995 die CE-Kennzeichnung angebracht sein.<br />
Jede Maschine im Sinne der Richtlinie darf nur eine CE-Kennzeichnung tragen.<br />
Jeder Hersteller (Händler oder Importeur) ist verpflichtet, für Maschinen<br />
EG-Konformitätserklärungen gemäß Anhang II A Maschinenrichtlinie in der Sprache des<br />
jeweiligen Bestimmungslandes auszustellen und mitzuliefern.<br />
Die CE-Kennzeichnung darf nur an verwendungsfertige Maschinen angebracht<br />
werden. Entsprechendes gilt für das Ausstellen der Konformitätserklärung.<br />
Die CE-Kennzeichnung und die Konformitätserklärung umfassen auch die Vorlage einer<br />
Betriebsanleitung in der Sprache des Betreiberlandes, deren Inhalt und Gliederung in<br />
Anhang I Maschinenrichtlinie und DIN EN 292-2 vorgegeben ist.<br />
Hersteller und Importeure haben Technische Dokumentationen (in einer Amtssprache<br />
der EU) bereitzuhalten, mit denen die Angaben in der Konformitätserklärung belegt werden<br />
können.<br />
Maschinen die für sich selber nicht verwendungsfähig sind, bzw. die nur im an- oder<br />
eingebauten Zustand bestimmungsgemäß funktionieren und sicherheitstechnisch<br />
unvollständig sind, erhalten keine CE- Kennzeichnung.<br />
In diesem Fall hat der Hersteller eine Erklärung mitzuliefern, in der die<br />
Inbetriebnahme bis zum Einbau in eine Maschine, die den Bestimmungen der<br />
Maschinenrichtlinie entspricht, untersagt wird.<br />
Der Inhalt einer solchen Herstellererklärung richtet sich nach Anhang II B der<br />
Maschinenrichtlinie.<br />
Sicherheitsbauteile im Sinne der Maschinenrichtlinie tragen keine CE- Kennzeichnung<br />
(Konformitätserklärung ausreichend), es sei denn, sie fallen in den Geltungsbereich der<br />
EMV- Richtlinie oder der Niederspannungs-Richtlinie.<br />
Verfahren der Konformitätserklärung (Kapitel II, Artikel 8)<br />
MASCHINEN<br />
geringer<br />
Gefährdung<br />
MASCHINEN<br />
hoher<br />
Gefährdung<br />
(Anhang IV)<br />
Abb. 4<br />
eigenverantwortliche<br />
CE-Zertifizierung<br />
harmonisierte<br />
Normen<br />
nicht vorhanden<br />
oder<br />
nicht/teilweise<br />
beachtet<br />
harmonisierte<br />
Normen<br />
berücksichtigt<br />
nach Wahl<br />
des Herstellers<br />
Die EG-Baumusterprüfung kann auch für<br />
die in Anhang IV MRL genannten<br />
Sicherheitsbauteile erforderlich sein<br />
(Sicherheitsbauteile komplexer Bauart)<br />
TECHNISCHE DOKUMENTATION<br />
Unterlagen gemäß Anhang V<br />
EG-BAUMUSTERPRÜFUNG<br />
Unterlagen nach Anhang VI<br />
gem. Stelle bescheinigt<br />
TECHNISCHE DOKUMENTATION<br />
Unterlagen gemäß AnhangVI<br />
gem. Stelle bestätigt und archiviert<br />
TECHNISCHE DOKUMENTATION<br />
Unterlagen gemäß AnhangVI<br />
gem. Stelle prüft und archiviert<br />
und bescheinigt korrekte<br />
Anwendung<br />
EG-BAUMUSTERPRÜFUNG<br />
Unterlagen nach Anhang VI<br />
gem. Stelle bescheinigt<br />
(freiw. Prüfung)<br />
Technische<br />
Dokumentation<br />
Konfirmitätserklärung<br />
zu den grundlegenden<br />
Anforderungen<br />
Konformitätserklärungn<br />
ach Baumusterprüfung<br />
7
⇒ Bescheinigungsverfahren zur Erklärung der Konformität<br />
Die Maschinenrichtlinie unterscheidet zwischen zwei Arten von Maschinen, Maschinen mit<br />
geringem Gefährdungspotential und gefährliche Maschinen. Bei Maschinen mit geringem<br />
Gefährdungspotential kann der Hersteller die Konformitätserkärung in eigener<br />
Verantwortung ausstellen und die CE-Kennzeichnung anbringen.<br />
Alle sogenannten gefährlichen Maschinen sind im Anhang IV der Maschinenrichtlinie<br />
aufgelistet. Für diese Maschinen gilt es eine gemeldete Stelle mit in den Vorgang der<br />
Konformitätserklärung einzubeziehen. Die Unterschiedlichen Verfahren sind in Abb. 4<br />
dargestellt.<br />
CE- Konformitäts- Hersteller- Baumuster-<br />
Zeichen erklärung erklärung prüfung<br />
Maschinen nicht Anhang IV X X - -<br />
(Serienmasch., Sondermasch., Eigenbaumasch.)<br />
Maschinen nach Anhang IV X X - X<br />
Auswechselbare Ausrüstungen X X - -<br />
Gesamtheit von Maschinen (Anlagen) X X - -<br />
Teilmaschinen, Maschinenkomponenten, - - X -<br />
Teilanlagen<br />
Entwickler und Inverkehrbringer X X - ggf. X<br />
Hersteller nach Zeichnung - - - -<br />
Sicherheitsbauteile (einfache Bauart) - X - -<br />
Sicherheitsbauteile (komplexe Bauart) - X - X<br />
Abb. 5 Bescheinigungsverfahren für Maschinen ab 1.01.1995<br />
8
⇒ Was müssen die Betreiber von Maschinen beachten<br />
Die Maschinenrichtlinie bezieht sich lediglich auf das Herstellen von Maschinen.<br />
Die Benutzung von Maschinen wir durch die Arbeitsmittel-Benutzungs-Richtlinie in Europa<br />
geregelt. Die Übergangsfrist dieser ABMR ist am 1.01.1997 abgelaufen. Da aber die<br />
nationale Umsetzung in Deutschland durch die Arbeitsmittel-Benutzungs-Verordnung erst<br />
am 1.04.1997 erfolgte, gab es eine Verlängerung der Übergangsfrist bis zum 30.06.1998.<br />
Bis dahin wird für alle Maschinen in Deutschland ein einheitliches Sicherheitsniveau<br />
gefordert. D.h. entspricht eine Maschine nicht den im Anhang I der ABMR (ABMV)<br />
geforderten Mindestanforderungen, so musste sie unverzüglich, spätestens aber bis<br />
zum 30.06.1998 umgerüstet werden.<br />
Grundsätzlich sind Maschinen dann nachzurüsten, wenn die nationalen Bau- und<br />
Ausrüstungsbestimmungen hinter den Mindestanforderungen der ABMR (ABMV) und<br />
ggf. deren nationalen Verschärfungen zurückbleiben und die Maschinen die höheren<br />
Anforderungen nicht erfüllen.<br />
Der Anhang der AMBV enthält die Bau- und Ausrüstungsbestimmungen die auch der<br />
Anhang der Arbeitsmittel-Benutzungs-Richtlinie von 1989 enthält.<br />
Maschine in Betrieb<br />
genommen<br />
Bis zum 31.12.1992<br />
Altmaschine<br />
nach dem 31.12.1992<br />
bis spätestens 31.12.1994<br />
nach dem 31.12.1994<br />
Neumaschine<br />
Maschine entspricht Maschine darf ohne<br />
Änderung weiter<br />
betrieben werden<br />
den bis 31.12.1992 geltenden<br />
Unfallverhütungsvorschriften<br />
(z.B. GS-Zeichen)<br />
der EG-Maschinenrichtlinie<br />
EG-Konformitätserklärung liegt<br />
vor; CE-Zeichen vorhanden<br />
den bis 31.12.1992 geltenden<br />
Unfallverhütungsvorschriften,<br />
jedoch nicht der Maschinenrichtlinie<br />
der EG-Maschinenrichtlinie;<br />
EG-Konformitätserklärung liegt<br />
vor; CE-Zeichen vorhanden<br />
bis 31.12.1996 gem. AMBR<br />
und UVVen,<br />
30.06.1998 gem. AMBV<br />
ohne zeitliche<br />
Begrenzung<br />
längstens bis 31.12.1996<br />
30.06.1998 gem. AMBV<br />
ohne zeitliche<br />
Begrenzung<br />
Abb. 6 Allgemeine Übergangsbestimmungen für Maschinen in Deutschland<br />
Maschine muß<br />
entsprechend<br />
Anhang 1 EG-Richtlinie<br />
89/655/EWG bzw. AMBV<br />
nachgerüstet werden, falls<br />
Abweichung vorhanden<br />
spätestens bis<br />
31.12.1996 bzw.<br />
30.06.1998 gem. AMBV<br />
entfällt<br />
spätestens bis<br />
31.12.1996 bzw.<br />
30.06.1998 gem. AMBV<br />
entfällt<br />
9
Nach einem von den berufsgenossenschaftlichen Fachausschüssen durchgeführten<br />
Vorschriftenvergleich wird in Deutschland eine Nachrüstung für überwiegend nicht<br />
erforderlich gehalten.<br />
Für einige Maschinen im Zuständigkeitsbereich der Fachausschüsse ”Eisen und<br />
Metall II und III, ”Leder” sowie ”Steine und Erden” sind jedoch<br />
Nachrüstungsmaßnahmen erforderlich. Bei älteren Werkzeugmaschinen richtet sich<br />
die Nachrüstung nach einer Prüfung im Einzelfall.<br />
Alt- oder Übergangsmaschinen, die an die Mindestanforderungen der AMBR bzw. der<br />
AMBV angepaßt werden , erhalten keine CE-Kennzeichnung. Es wird auch keine<br />
Konformitätserklärung ausgestellt.<br />
⇒ Was gilt für Gebrauchtmaschinen?<br />
Der Handel mit Gebrauchtmaschinen innerhalb des EWR wird nicht als erneutes<br />
Inverkehrbringen betrachtet und somit fallen diese Maschinen nicht unter die 9.<br />
Verordnung des GSG (nationale Umsetzung der Maschinen-Richtlinie). Es ist keine CE-<br />
Kennzeichnung erforderlich. Allerdings gilt selbstverständlich auch für diese Maschinen<br />
die AMBR bzw. AMBV.<br />
Wer Gebrauchtmaschinen wesentlich verändert und erneut, anderen überläßt oder<br />
wer Gebrauchtmaschinen in den EWR einführt, hat die neuen Rechtsgrundlagen für<br />
das erstmalige Inverkehrbringen neuer Maschinen zu beachten (CE-Kennzeichnung).<br />
Kauft ein Unternehmen eine unveränderte Gebrauchtmaschine (ohne CE-Kennzeichnung<br />
und Konformitätserklärung), so darf diese nur benutzt werden, wenn sie sofort den<br />
Mindestanforderungen der AMBR bzw. AMBV entspricht.<br />
Der Käufer einer Gebrauchtmaschine ist gut beraten, wenn er sich vor dem Kauf über den<br />
sicherheitstechnischen Zustand der Maschine informiert und ggf. notwendige Umrüstungen<br />
vom Verkäufer durchführen läßt.<br />
Im Zweifelsfall, sollte sich der Käufer einer Gebrauchtmaschine vom Verkäufer<br />
bestätigen lassen, daß die Maschine den Mindestanforderungen der AMBR<br />
entspricht.<br />
⇒ Erreichen der Mindestanforderungen der Arbeitsmittel-Benutzungs-Richtlinie<br />
Rechtsverbindlich für die Mindestanforderungen an Altmaschinen ist der jeweilige Anhang I<br />
der AMBR bzw. der AMBV.<br />
Da dieser Anhang allerdings sehr allgemein gehalten ist, läßt es sich kaum vermeiden auf<br />
die entsprechenden harmonisierten europäischen Normen immer wieder zurückzugreifen.<br />
⇒ Umbau von Maschinen<br />
Bei Umbauten, die eine Maschine wesentlich verändern, sind die Bestimmungen des<br />
Gerätesicherheitsgesetzes (9. GSGV), der Maschinen-Richtlinie zu beachten (CE-<br />
Kennzeichnung erforderlich).<br />
Eine wesentliche Veränderung einer Maschine, ist jede Veränderung, die zu einer<br />
Risikoerhöhung führen kann und deshalb eine neue sicherheitstechnische Betrachtung der<br />
Maschine erfordert.<br />
10
Von einer wesentlichen Veränderung ist im allgemeinen auszugehen, wenn die<br />
Funktion, der Anwendungsbereich, die Ausstattung oder die Leistungsdaten und<br />
dadurch die bestimmungsgemäße Verwendung geändert und/oder das Schutzsystem<br />
oder sicherheitsrelevante Bauteile wesentlich verändert werden (siehe Abb.7).<br />
Funktionsänderung<br />
Änderung des<br />
Anwendungsbereiches<br />
Änderung der<br />
Ausstattung<br />
Leistungsänderung<br />
Änderung der<br />
bestimmungsgemäßen<br />
Verwendung?<br />
Abb. 7 Wesentliche Veränderung einer Maschine<br />
Werkzeugmaschine: Ersatz einer Steuerung in Schütz-Relaistechnik durch<br />
eine elektronische Steuerung (z.B. Standard-SPS), die<br />
über keine sichere Technik zur Fehlererkennung- und<br />
beherrschung verfügt (wesentliche Änderung eines<br />
sicherheitsrelevanten Bauteils)<br />
Presse: Ausrüstung einer Presse, die bisher mit sicherem<br />
Werkzeug betrieben werden durfte, mit beweglicher<br />
Verdeckung als Handschutzeinrichtung (wesentliche<br />
Änderung des Schutzsystems)<br />
Verkettete Maschinen: Bau einer Umzäunung mit stellungsüberwachten<br />
Zugangstüren an einer bisher ungesicherten Anlage<br />
(wesentliche Änderung der Ausstattung und des<br />
Schutzsystems)<br />
Abb. 8 Beispiele für eine wesentliche Veränderung an Maschinen<br />
ja<br />
ja<br />
Wesentliche<br />
Änderung des Schutzsystems<br />
oder<br />
sicherheitsrelevanter<br />
Bauteile<br />
nein<br />
nein<br />
Unwesentliche<br />
Veränderung*<br />
Wesentliche<br />
Veränderung*<br />
Unwesentliche<br />
Veränderung*<br />
*) Bewertung im Einzelfall erforderlich<br />
11
⇒ Produkthaftung<br />
Die Gewährleistung und Haftung des Anlagen- und Maschinenbauers für sein Produkt wird<br />
landläufig unter dem Begriff "Produkthaftung" zusammengefaßt. Der Begriff<br />
"Produkthaftung" ist indes rechtlich nicht ganz zutreffend. Die Gewährleistung und Haftung<br />
des Anlagen- und Maschinenbauers für sein Werk richtet sich nämlich zuvorderst nach<br />
den mit seinem Auftraggeber getroffenen vertraglichen Regelungen. Die Juristen<br />
sprechen demgegenüber nur dann von "Produkthaftung", wenn es um kraft Gesetzes<br />
bestehende Ansprüche eines Geschädigten gegenüber dem Hersteller geht. Die<br />
"Produkthaftung" im Rechtssinne schließt eine Schutzlücke. Sie gewährt nämlich - kraft<br />
Gesetzes - auch demjenigen Geschädigten einen Schadensersatzanspruch, der mit dem<br />
Hersteller keinen Vertrag abgeschlossen hat.<br />
Nachfolgend wird zunächst die vertragliche "Produkthaftung" des Anlagen- und<br />
Maschinenbauers betrachtet, ehe dann auf die Produkthaftung im Rechtssinne<br />
eingegangen wird.<br />
1. Die Gewährleistung und Haftung des Anlagen- und Maschinenbauers<br />
Die "typischen" Fälle einer objektiv fehlerhaften Anlage/Maschine sollen an dieser Stelle<br />
nicht näher betrachtet werden, da eine Haftung des Anlagen- und Maschinenbauers dem<br />
Grunde nach hier keine besonderen Rechtsprobleme aufwirft. Statt dessen werden<br />
nachfolgend die in der Praxis häufigen Fälle betrachtet, in denen der Anlagen- und<br />
Maschinenbauer haftet, obwohl die von ihm gelieferte Anlage/Maschine möglicherweise<br />
objektiv fehlerfrei ist (dazu a. und b.). Sodann werden Haftungsbesonderheiten abhängig<br />
von der Art des entstandenen Schadens dargestellt, einschließlich der daraus<br />
erwachsenden Haftungsrisiken für den Anlagen- und Maschinenbauer (dazu c.).<br />
a. Vorvertragliche Aufklärungspflichten<br />
Die Haftung des Anlagen- und Maschinenbauers gründet oftmals nicht in einer objektiven<br />
Fehlerhaftigkeit des gelieferten Produkts selber, sondern bereits in unzureichender<br />
vorvertraglicher Aufklärung über die Fähigkeiten und Qualitäten des später gelieferten<br />
Produkts. Erfüllt das - objektiv durchaus fehlerfreie - Produkt nicht die Erwartung des<br />
Kunden, wirft dieser dem Anlagen- oder Maschinenbauer häufig vor, dieser habe doch<br />
genau gewußt, wofür die Anlage/Maschine bestimmt gewesen sei. Da der Anlagen-<br />
/Maschinenbauer der Fachmann sei, habe er, der Auftraggeber, erwartet, so beraten zu<br />
werden, daß die fertige Anlage/Maschine exakt die in sie gesetzten Erwartungen erfüllt.<br />
12
Diesem Einwand kann der Anlagen-/Maschinenbauer nur dann erfolgreich begegnen,<br />
wenn er seine vorvertraglichen Aufklärungspflichten erfüllt hat. Nach der Rechtsprechung<br />
hat ein Auftragnehmer den Kunden ungefragt über solche Umstände aufzuklären, deren<br />
Mitteilung der Kunde nach der Verkehrsauffassung erwarten durfte und deren Kenntnis für<br />
die Beauftragung des Auftragnehmers von wesentlicher Bedeutung war. Dieses Kriterium<br />
ist in der Praxis schwer zu handhaben. Ob im Einzelfall eine Aufklärungspflicht besteht,<br />
kann anhand folgender Fragen näher geprüft werden:<br />
Ist der Kunde selber ebenfalls Fachmann oder nur technischer Laie?<br />
Hat der Kunde gezielt bestimmte Vorgaben für Konstruktion, eingesetzte<br />
Komponenten usw. gemacht?<br />
Hat der Kunde erkennbar die Beratung des Anlagen-/Maschinenbauers in<br />
Anspruch nehmen wollen, etwa indem er nur den Einsatzzweck der geplanten<br />
Anlage/Maschine geschildert hat?<br />
Verursacht die vom Kunden gewünschte Anlage/Maschine bestimmte Gefahren,<br />
die ihm offensichtlich unbekannt sind?<br />
Ist der Kunde selber Fachmann oder verhält er sich zumindest so, sind die<br />
Aufklärungspflichten weit geringer, als wenn der Kunde sich erkennbar der<br />
Beratungskompetenz des Anlagen-/Maschinenbauers bedienen will.<br />
Im Zweifelsfall sollte lieber zu viel als zu wenig aufgeklärt und beraten werden, und zwar<br />
zu Beweiszwecken in schriftlicher Form: Die Nichtbeachtung einer Aufklärungspflicht steht<br />
nämlich, so das Gesetz, dem "arglistigen Verschweigen" gleich. Und dies bedeutet beim<br />
Werkvertrag nicht nur eine Haftung des Anlagen-/Maschinenbauers für die infolge der<br />
Nichtaufklärung entstehenden Schäden. Darüber hinaus gilt auch statt der kurzen<br />
vertraglichen Verjährungsfrist die regelmäßige 30-jährige Verjährungsfrist.<br />
b. Sachmangel und zugesicherte Eigenschaft<br />
Das Werkvertragsrecht verpflichtet den Anlagen- und Maschinenbauer zur Nachbesserung<br />
der errichteten Anlage/Maschine, wenn dieser "zugesicherte Eigenschaften" fehlen oder<br />
aber deren Wert oder Tauglichkeit "zu dem gewöhnlichen oder nach dem Vertrage<br />
vorausgesetzten Gebrauch" aufgehoben oder vermindert ist (§ 633 Absatz 1 BGB).<br />
Das Gesetz geht mit der vorgenannten Formulierung von einem "subjektiven<br />
Fehlerbegriff" aus. Ein Sachmangel kann also auch dann vorliegen, wenn die<br />
Anlage/Maschine objektiv fehlerfrei ist, subjektiv jedoch nicht das erfüllt, was die<br />
beiden Vertragspartner vereinbart haben.<br />
Beispiel: Wenn die Parteien einen bestimmten Durchsatz der Anlage vereinbart haben, haftet der<br />
Auftragnehmer auch dann, wenn der von der fertigen Anlage erreichte Durchsatz - rein technisch betrachtet -<br />
objektiv nicht zu beanstanden ist, subjektiv jedoch unter dem vereinbarten Durchsatz bleibt.<br />
13
Bei den Vertragsverhandlungen mit dem Kunden und der späteren vertraglichen<br />
Umschreibung der Merkmale der Anlage/Maschine ist daher stets genau zu beachten, daß<br />
beim Kunden keine falschen Erwartungen geweckt werden. Diese könnten später als<br />
Bestandteil des Vertrags gelten und sich zu einem subjektiven Fehler verdichten.<br />
Auch wenn weder ein subjektiver noch ein objektiver Mangel der errichteten<br />
Anlage/Maschine vorliegt, kann der Anlagen-/Maschinenbauer auf Nachbesserung<br />
in Anspruch genommen werden, wenn die Anlage/Maschine "zugesicherte<br />
Eigenschaften" nicht aufweist.<br />
Beispiel: Wenn der Auftragnehmer ausdrücklich zugesichert hat, daß eine bestimmte DIN-Norm eingehalten<br />
wird, haftet er bei Unrichtigkeit dieser Angabe auch dann, wenn diese für das Funktionieren der Anlage ohne<br />
jede Bedeutung ist.<br />
Die Zusicherung von Eigenschaften ist deswegen riskant, weil eine Haftung alleine nur<br />
wegen der Zusicherung begründet wird, auch wenn die Anlage/Maschine keinen<br />
Sachmangel aufweist. Vor diesem Hintergrund sollte der Anlagen-/Maschinenbauer<br />
insbesondere vermeiden, dem Kunden zuzusichern, daß die bestellte Anlage/Maschine für<br />
einen bestimmten Einsatzzweck oder bestimmte Einsatzbedingungen geeignet ist. Falls<br />
der Kunde derartige Pauschalaussagen wünscht, sollten diese durch objektivierte,<br />
nachvollziehbare Einzelzusicherungen ersetzt werden (z.B. Verweis auf Einhaltung<br />
bestimmter DIN-Normen, bestimmte Schutzklassen, Typprüfungen usw.), die in ihrer<br />
Summe den abstrakten Wünschen des Kunden möglichst nahekommen.<br />
c. Mangelschaden und Mangelfolgeschaden<br />
Grundsätzlich liegt die Unterscheidung zwischen Mangelschaden und<br />
Mangelfolgeschaden auf der Hand: Mangelschäden sind solche, die der gelieferten<br />
Anlage/Maschine selber anhaften. Mangelfolgeschäden betreffen demgegenüber die<br />
"Peripherie" der gelieferten Anlage/Maschine, namentlich andere Rechtsgüter des Kunden.<br />
Im Werkvertragsrecht wird die Abgrenzung dadurch etwas erschwert, daß die<br />
Rechtsprechung im Bereich der Mangelfolgeschäden nochmals unterscheidet, und zwar<br />
zwischen "nächsten" Mangelfolgeschäden und "entfernteren" Mangelfolgeschäden.<br />
Wie die Begriffe bereits nahelegen, zählen zu den "nächsten" Mangelfolgeschäden nur<br />
solche Mangelfolgeschäden, die eng mit dem Mangelschaden zusammenhängen, während<br />
die "entfernteren" Mangelfolgeschäden alle anderen Mangelfolgeschäden umfassen.<br />
Beispiel: Beschädigt eine gelieferte CNC-Maschine infolge eines Programmierfehlers das zu bearbeitende<br />
Werkstück, liegt ein nächster Mangelfolgeschaden vor. Setzt die defekte CNC-Maschine eine Unglückskette<br />
in Gang, die zu einem Abbrennen der Fabrik des Kunden führt, zählen letztere Schäden zu den entfernteren<br />
Mangelfolgeschäden.<br />
14
Im Bereich der Mangelschäden und der Mangelfolgeschäden gilt es, auf zwei besondere<br />
Haftungsrisiken für den Anlagen- und Maschinenbauer hinzuweisen:<br />
• Die Haftung für Mangelschäden ist grundsätzlich verschuldensunabhängig. Sie<br />
verjährt jedoch in den kurzen Fristen, die der Vertrag oder die hilfsweise geltende<br />
gesetzliche Bestimmung vorsehen. In der Praxis tritt Verjährung daher üblicherweise<br />
spätestens einige wenige Jahre nach Abnahme ein.<br />
Die kurzen Verjährungsfristen gelten aber dann nicht, wenn der Auftragnehmer einen<br />
Mangel "arglistig verschwiegen" hat. Die Rechtsprechung stellt dem arglistigen<br />
Verschweigen das sogenannte "Organisationsversagen" gleich: Wenn der<br />
Auftragnehmer bei der Herstellung des Werks nicht für eine nach den Umständen<br />
angemessene Überwachung und Prüfung der Leistung sorgt und somit nicht sicherstellt,<br />
daß er Mängel des Werkes vor der Abnahme erkennen kann, handelt er vertragswidrig.<br />
Wie bei arglistigem Verschweigen gilt auch hier anstelle der kurzen vertraglichen<br />
Verjährungsfrist die gesetzliche Regelverjährung von 30 Jahren.<br />
Damit der Auftragnehmer sich im Falle eines Schadens erfolgreich auf die kurze<br />
vertragliche Verjährungsfrist berufen kann, muß er somit während der Errichtung der<br />
Anlage/Maschine dafür Sorge tragen - und dies fortwährend zu Beweiszwecken<br />
dokumentieren -, daß er organisatorisch alle Vorrichtungen getroffen hat, um das<br />
Entstehen von Fehlern zu verhindern oder entstandene Fehler rechtzeitig zu erkennen und<br />
zu beheben.<br />
• Treten Mangelschäden oder "nächste" Mangelfolgeschäden erst nach Ablauf der<br />
Gewährleistungsfrist auf und liegt kein Organisationsversagen vor, liegt es für den<br />
Anlagen- und Maschinenbauer nahe, sich auf Verjährung zu berufen. Lassen die<br />
festgestellten Mangelschäden und "nächsten" Mangelfolgeschäden jedoch<br />
befürchten, daß auch "entferntere" Mangelfolgeschäden entstehen könnten, geht<br />
der Anlagen- und Maschinenbauer ein erhebliches Risiko ein, wenn er die<br />
Verjährungseinrede erhebt und im übrigen untätig bleibt: Die Haftung für<br />
"entferntere" Mangelfolgeschäden setzt zwar ein Verschulden des Auftragnehmers<br />
voraus. Dafür verjährt diese Haftung als gesetzlicher Anspruch jedoch erst nach 30<br />
Jahren. Die Folge ist: Kommt es infolge des Untätigbleibens des Anlagen- und<br />
Maschinenbauers später zu "entfernteren" Mangelfolgeschäden, haftet der Anlagen-<br />
und Maschinenbauer für diese Schäden auch dann noch, wenn die kurze<br />
Verjährungsfrist für die vertraglichen Ansprüche bereits abgelaufen ist.<br />
Müssen spätere "entferntere" Mangelfolgeschäden ernsthaft befürchtet werden, wird sich<br />
der Anlagen- und Maschinenbauer häufig besser stehen, wenn er das Entstehen der<br />
entfernteren Mangelfolgeschäden nicht abwartet, sondern höchstvorsorglich die<br />
Anlage/Maschine auch noch nach Ablauf der kurzen Verjährungsfrist auf seine Kosten<br />
nachbessert.<br />
Dieses 30-jährige Haftungsrisiko läßt sich durch gezielten Einsatz moderner<br />
<strong>Sicherheitstechnik</strong> erheblich entschärfen: Sicherheitsprodukte dienen ja gerade dem<br />
Zweck, das Übergreifen eines eventuellen Mangelschadens auf andere Rechtsgüter zu<br />
verhindern. Greift der Mangelschaden dank des Sicherheitsprodukts nicht über, entstehen<br />
auch keine entfernteren Mangelfolgeschäden. Können keine entfernteren<br />
Mangelfolgeschäden entstehen, bleibt es bei der kurzen vertraglichen<br />
Gewährleistungsfrist. Die 30-jährige Verjährungsfrist gelangt somit nicht zur Anwendung.<br />
15
2. Die Produkthaftung des Herstellers<br />
Die vorstehenden Ausführungen haben sich mit der Haftung des Anlagen- und<br />
Maschinenbauers für seine Produkte, im weitesten Sinne also mit "Produkthaftung"<br />
beschäftigt. In diesem Abschnitt geht es nun um die Produkthaftung im eigentlichen Sinne.<br />
Das Produkthaftungsgesetz von 1989 (ProdHaftG) und das Produktsicherheitsgesetz von<br />
1997 (ProdSG) finden im gewerblichen Bereich grundsätzlich keine Anwendung. Lediglich<br />
dann, wenn durch ein gewerblich eingesetztes Produkt auch Personenschäden entstehen,<br />
gilt für diese Personenschäden das ProdHaftG.<br />
Im gewerblichen Bereich wird die Produkthaftung des Herstellers aus der allgemeinen<br />
Deliktsnorm des § 823 Absatz 1 des Bürgerlichen Gesetzbuches (BGB) abgeleitet. Die zu<br />
dieser Norm ergangene Rechtsprechung deckt sich in den wesentlichen Grundsätzen mit<br />
den Regeln des ProdHaftG. Die Produkthaftung gemäß § 823 Absatz 1 BGB ist im übrigen<br />
im Vergleich zum ProdHaftG ein "schärferes Schwert": Die Haftungshöchstgrenze für<br />
Personenschäden (160 Mio. DM im ProdHaftG) und die Selbstbeteiligung des<br />
Geschädigten bei Sachschäden (1.125,00 DM gemäß ProdHaftG) gelten nicht. Außerdem<br />
werden, anders als im ProdHaftG, durch § 823 Absatz 1 BGB auch Schäden an der<br />
fehlerhaften Sache selber erfaßt.<br />
Wenn der Anlagen-/Maschinenbauer seine Anlage/Maschine unmittelbar an den<br />
Endkunden verkauft, besteht bei Fehlern der gelieferten Anlage/Maschine regelmäßig kein<br />
Bedarf für Ansprüche nach Produkthaftungsrecht: Der Auftraggeber hat die zuvor<br />
skizzierten Ansprüche aus dem zwischen den Parteien bestehenden Vertragsverhältnis.<br />
Diese Ansprüche sind für den Auftraggeber regelmäßig günstiger als diejenigen aus<br />
Produkthaftung und leichter durchzusetzen.<br />
Die Produkthaftung kommt indes vor allem dann zum Zuge, wenn zwischen dem Anlagen-/<br />
Maschinenbauer und dem Geschädigten keine vertraglichen Beziehungen bestehen. Dies<br />
ist z.B. der Fall, wenn durch die Anlage/Maschine Personen verletzt werden. Gleiches gilt,<br />
wenn der Kunde die Anlage/Maschine nicht vom Hersteller selber, sondern von einem<br />
Dritten, z.B. einer Vertriebsgesellschaft, erworben hat. In dieser Konstellation muß sich der<br />
Anlagen-/Maschinenbauer der Produkthaftung stellen. Eine Haftung des<br />
Anlagen-/Maschinenbauers kommt vor allem in den nachfolgenden fünf Fallgruppen in<br />
Betracht:<br />
Haftung für Herstellungsfehler<br />
Die Haftung für Herstellungsfehler ähnelt der auf Vertrag beruhenden Sachmängelhaftung.<br />
Eine Produkthaftung setzt jedoch im Gegensatz zur Vertragshaftung ein Verschulden des<br />
Anlagen-/Maschinenbauers voraus.<br />
Den Einwand, an der Entstehung des Fehlers keine Schuld zu tragen, kann der Anlagen-<br />
/Maschinenbauer indes nur dann erfolgreich erheben, wenn er für einen ordnungsgemäßen<br />
Herstellungsprozeß Sorge getragen hat. Er muß also nachweisen können,<br />
• den Fertigungsablauf angemessen organisiert und kontrolliert zu haben,<br />
• Fehlerquellen durch geeignete Qualitätskontrollen minimiert zu haben und<br />
• bei der Herstellung den "Stand der Technik" beachtet zu haben.<br />
Zum "Stand der Technik" gehört auch der Einsatz moderner <strong>Sicherheitstechnik</strong>.<br />
16
Haftung für Konstruktionsfehler<br />
Der Anlagen- und Maschinenbauer fügt verschiedene Komponenten zu einem Ganzen<br />
zusammen. Auch wenn die verwandten Teile mangelfrei sind, kann ein Fehler des<br />
Produkts alleine in der Auswahl der Komponenten, deren Zusammenstellung und der<br />
Konstruktion der Anlage/Maschine liegen. Die Rechtsprechung gesteht dem Anlagen-<br />
/Maschinenbauer eine gewisse Haftungserleichterung zu: Bei Produkten, die nur zur<br />
Verwendung durch Fachleute bestimmt sind, kann der Hersteller eine größere<br />
Sachkenntnis im Umgang mit dem Produkt voraussetzen und muß konstruktiv nicht jedes<br />
denkbare Fehlbedienungsrisiko ausschließen. Im Bereich der Konstruktionsfehler verlangt<br />
die Rechtsprechung vom Anlagen-/Maschinenbauer gleichwohl insbesondere,<br />
• eine Betriebssicherheit nach dem "Stand der Technik" konstruktiv sicherzustellen und<br />
• die vom Produkt ausgehenden Gefahren durch Sicherungseinrichtungen so weit wie<br />
möglich einzuschränken.<br />
Um die Gefahr einer Haftung für Konstruktionsfehler einzudämmen, ist der Einsatz<br />
moderner <strong>Sicherheitstechnik</strong> folglich unverzichtbar.<br />
Haftung für Instruktionsfehler<br />
Von einem an sich fehlerfreien Produkt können Gefahren alleine schon dadurch ausgehen,<br />
daß das Produkt falsch bedient wird. Die Rechtsprechung verlangt daher vom Hersteller,<br />
daß er den "durchschnittlichen Verbraucher" über die Bedienung und Handhabung des<br />
Produkts informiert. Die Erwartung des "durchschnittlichen Verbrauchers" kann von Land<br />
zu Land unterschiedlich sein. Für Deutschland ausreichende Bedienungshinweise können<br />
daher z.B. für die U.S.A. unzureichend sein und umgekehrt.<br />
Die Produkte der Anlagen- und Maschinenbauer sind typischerweise für die Bedienung<br />
durch Fachpersonal vorgesehen. Dieser Umstand führt nach der Rechtsprechung zu<br />
deutlich herabgesetzten Instruktionspflichten. Der Anlagen- und Maschinenbauer darf<br />
daher bei seinen Instruktionen die Grundkenntnisse eines "durchschnittlichen"<br />
Fachbedieners voraussetzen. Gleichwohl sollten Bedienung, Handhabung und<br />
Besonderheiten der Anlage/Maschine eher zu umfangreich als zu kurz - und zu<br />
Beweiszwecken stets schriftlich - dokumentiert werden.<br />
Sollte der Anlagen-/Maschinenbauer den Anwender dennoch nur unzureichend instruiert<br />
haben, werden beide durch den Einsatz moderner <strong>Sicherheitstechnik</strong> geschützt: Der<br />
Anwender vor Schäden, der Anlagen-/Maschinenbauer vor einer Haftung.<br />
Pflicht zur Produktbeobachtung, Warnung und Rückruf<br />
In den vorangegangenen drei Fallgruppen war ein Schaden infolge eines Produktfehlers<br />
stets schon eingetreten. Wenn ein Schaden noch nicht entstanden, aber bereits absehbar<br />
ist, kann es dem Verbraucher bzw. gewerblichen Kunden nicht zugemutet werden, das<br />
Entstehen dieses Schadens abzuwarten, ehe Produkthaftungsansprüche geltend gemacht<br />
werden können. Die Rechtsprechung hat diese Schutzlücke durch die Pflicht des<br />
Herstellers zur Produktbeobachtung, Warnung und Rückruf geschlossen.<br />
17
Wenn der Anlagen- und Maschinenbauer mehrere gleichartige Anlagen/Maschinen<br />
fertiggestellt hat und an einer dieser Anlagen/Maschinen ein Fehler auftritt, muß er folglich<br />
prüfen, ob dieser Fehler wegen seiner Eigenart auch an den anderen Anlagen/Maschinen<br />
auftreten könnte. Bejaht er dies, sind die Kunden auf diesen Umstand aufmerksam zu<br />
machen. Bei besonders schwerwiegenden Gefahren kann die Pflicht des Anlagen-<br />
/Maschinenbauers im Einzelfall sogar bis zur Nachbesserung der fehlerhaften<br />
Anlage/Maschine reichen. Diese Verpflichtungen sind der Hintergrund der häufigen<br />
Rückrufaktionen von Automobilherstellern.<br />
Die Pflicht zur Produktbeobachtung besteht grundsätzlich auch dann, wenn die gelieferten<br />
Anlagen/Maschinen im Zeitpunkt der Lieferung dem "Stand der Technik" entsprachen und<br />
erst im nachhinein durch technischen Fortschritt überholt wurden.<br />
Produkthaftungsansprüche verjähren zwar grundsätzlich drei Jahre nach Schadenseintritt.<br />
Eine Haftung ist jedoch erst dann endgültig ausgeschlossen, wenn auch noch nach 30<br />
Jahren kein Schaden eingetreten ist. Einen gewissen Schutz vor einer Inanspruchnahme<br />
genießt der Anlagen- und Maschinenbauer nur insoweit, als von ihm eine Nachbesserung<br />
nur beim Verdacht besonders schwerwiegender Gefahren verlangt wird. Auch im Bereich<br />
der Produktbeobachtungspflicht hat es der Anlagen- und Maschinenbauer in der Hand,<br />
durch Einsatz moderner <strong>Sicherheitstechnik</strong> die Gefahr schwerer Sach- und<br />
Personenschäden und somit einer eventuellen Nachbesserungspflicht zu bannen.<br />
Pflicht zur Überwachung der Zulieferer<br />
Der Anlagen- und Maschinenbauer kann sich nicht ohne weiteres damit entschuldigen, das<br />
fehlerhafte Teilprodukt sei nicht von ihm, sondern von einem Zulieferer gefertigt worden.<br />
Dieser Entlastungsbeweis kann dem Anlagen- und Maschinenbauer allenfalls dann<br />
gelingen, wenn er nachweisen kann, den Zulieferer sorgfältig ausgewählt und ihn und<br />
seine Lieferungen ordnungsgemäß überwacht und kontrolliert zu haben. Am ehesten wird<br />
der Anlagen- und Maschinenbauer mit dieser Argumentation Erfolg haben, wenn er sich<br />
renommierter, erfahrener Zulieferer und deren bewährter Produkte bedient.<br />
Die vorstehend skizzierten Grundsätze der Produkthaftung sind zwingend. Von ihnen kann<br />
also nicht durch Vereinbarung von Haftungseinschränkungen abgewichen werden.<br />
18
⇒ Konstruktion einer sicheren Maschine<br />
Vorgehensweise:<br />
1. Klärung, ob die geplante Maschinengattung in den Gültigkeitsbereich der Maschinen-<br />
Richtlinie fällt.<br />
2. Klärung, ob weitere Richtlinien, die eine CE- Kennzeichnung vorsehen, für dieses<br />
Produkt anzuwenden sind; in diesem Fall gilt die Konformität für alle anzuwenden<br />
Richtlinien und muß entspr. dokumentiert werden.<br />
3. Einstufung des Produkts im Sinne der Maschinenrichtlinie (Maschine, Komponente,<br />
auswechselbare Ausrüstung, Sicherheitsbauteil, ...).<br />
4. Handelt es sich um eine ”gefährliche Maschine” (in Anhang IV der MRL aufgeführt); in<br />
diesem Fall muß eine akkreditierte Stelle hinzugezogen werden.<br />
5. Besteht eine Typ C-Norm für diesen Maschinentyp?<br />
(Idealfall, Typ C-Normen sind leider für die wenigsten Maschinentypen bereits<br />
vorhanden). Ist eine Typ C-Norm vorhanden und werden in dieser alle möglichen<br />
Gefährdungen behandelt, so kann mit Punkt 7. fortgefahren werden.<br />
6. Ist keine Typ C-Norm so muß eine Gefahrenanalyse<br />
durchgeführt werden, wobei alle möglichen Gefährdungen aufgelistet und dokumentiert<br />
werden müssen. Die entsprechenden harmonisierten Normen des Typs A und B sind<br />
anzuwenden (z.B. EN 292 Allgemeine Gestaltungsleitsätze, EN 1050<br />
Risikobeurteilung, EN 954-1 Sicherheitsbezogene Teile von Steuerungen usw.).<br />
7. Erstellen einer ”Technischen Dokumentation”<br />
8. Konstruktion und Bau der Maschine entsprechend der Gefahrenanalyse und der<br />
”Technischen Dokumentation”<br />
9. Ausstellen der Konformitätserklärung (Anhang II A MRL)<br />
10. Anbringen des CE-Kennzeichens<br />
19
3<br />
Einschätzung und<br />
Bewertung des Risikos<br />
4<br />
5<br />
Sicher?<br />
Sicherheitsmaßnahmen<br />
Sicher?<br />
Überprüfung auf<br />
neue Gefährdung<br />
Bestimmung der Grenzen der Maschine<br />
Identifizierung der Gefährdung<br />
im definierten System<br />
1<br />
2<br />
Harmonisierte<br />
Europa-Norm oder notifiz.<br />
nationale Spezifikation<br />
vorhanden?<br />
Abb. 9 Vorgehensweise bei der Konstruktion einer sicheren Maschine<br />
Sicherheitsmaßnahmen<br />
aus harmonisierter<br />
Europa-Norm oder aus<br />
notifizierter nationaler<br />
2<br />
Spezifikation<br />
Ziel erreicht<br />
20
⇒ Risikobeurteilung nach EN 1050<br />
Abb. 10<br />
Risikoverminderung<br />
Optionsanalyse<br />
(siehe Anmerkung und<br />
Anhang A)<br />
START<br />
Bestimmung der<br />
Grenzen der Maschine<br />
(Abschnitt 5)<br />
Identifizierung der<br />
Gefährdungen<br />
(Abschnitt 6)<br />
Risikoeinschätzung<br />
(Abschnitt 7)<br />
Risikobewertung<br />
(Abschnitt 8)<br />
Ist die<br />
Maschine<br />
sicher ?<br />
ENDE<br />
JA<br />
Risiko-<br />
analyse<br />
Risiko-<br />
beurteilung<br />
Die Typ A-Norm EN 1050 schreibt für die Risikobeurteilung die in Abb. 10 dargestellte<br />
Vorgehensweise vor. Der Konstrukteur der Maschine soll diesen iterativen Prozeß so oft<br />
durchlaufen, bis er sich sicher ist, daß das Schutzziel erreicht und die Maschine sicher ist.<br />
21
Bestimmung der Grenzen der Maschine<br />
♦ Verwendungsgrenzen: Festlegung der bestimmungsmäßigen Verwendung<br />
♦ räumliche Grenzen: Bewegungsräume, Platzbedarf für die Installation,<br />
Wechselbeziehung<br />
♦ Operator/Maschine und Maschine/Energiezufuhr<br />
♦ zeitliche Grenzen: Festlegung der vorhersehbaren Lebensdauer und/oder ihrer Teile<br />
unter Berücksichtigung der bestimmungsgemäßen Verwendung<br />
(Werkzeuge, Verschleißteile, elektrische Teile)<br />
zu berücksichtigen:<br />
♦ alle Lebensphasen der Maschine<br />
♦ Konsequenzen aus einer vernünftiger Weise vorhersehbaren Fehlanwendung<br />
♦ Anwenderprofil<br />
♦ weitere Personen<br />
♦ Einsatzbereich: Industrie, Gewerbe, Haushalt<br />
Identifizierung der Gefährdungen<br />
Es müssen alle Gefährdungen, Gefährdungssituationen und Gefährdungsereignisse<br />
systematisch untersucht werden.<br />
zu berücksichtigen:<br />
♦ Eingreifen von Personen in allen Lebensphasen der Maschine<br />
♦ Betriebszustände der Maschine<br />
(in Funktion/außer Funktion)<br />
vorhersehbare Fälle von Mißbrauch der Maschine<br />
Arten von Gefährdungen<br />
♦ mechanische: Quetschen, Scheren, Schneiden, Einziehen, Stoß, Fangen, Aufwickeln<br />
usw.<br />
♦ elektrisch: elektrischer Schlag (direktes-/indirektes Berühren)<br />
♦ Substanzen und Stoffe: Verbrennungen, Erfrierungen, Lärm, Vibration, Strahlung,<br />
Chemie<br />
22
Risikoeinschätzung<br />
Risikoelemente sind:<br />
Schwere des Schadens<br />
♦ Art des zu schützenden Rechtsgutes<br />
- Personen, Sachen, Umwelt<br />
♦ Art der Verletzung (bei Personen)<br />
- leicht, schwer, tödliche Verletzung<br />
♦ Schadensumfang<br />
- eine/mehrere Personen<br />
Eintrittswarscheinlichkeit eines Schadens<br />
♦ Häufigkeit und Dauer der Gefährdungsexposition<br />
- Notwendigkeit eines Zuganges (Normalbetrieb, Wartung, Reparatur ...)<br />
- Aufenthaltsdauer im Gefahrenbereich<br />
- Häufigkeit des Zuganges Anzahl der Personen<br />
♦ Eintrittswahrscheinlichkeit<br />
- Statistiken, Unfallgeschichte, Risikovergleiche<br />
Möglichkeiten der Vermeidung oder Begrenzung<br />
eines Schadens<br />
Risiko<br />
bezogen auf<br />
die<br />
betrachtete<br />
Gefährdung<br />
ist<br />
eine<br />
Funktion<br />
von<br />
Ausmass<br />
des<br />
möglichen<br />
Schadens, der<br />
durch die<br />
betrachtete<br />
Gefährdung<br />
verursacht<br />
werden kann<br />
Risikobewertung Abb. 11<br />
• Festlegung der Erforderlichen Risikominderung<br />
• Überprüfen des erwarteten Sicherheitsniveaus<br />
und<br />
Wahrscheinlichkeit des Eintritts<br />
dieses Schadens<br />
Häufigkeit und oder Dauer der<br />
Gefährdungsexposition<br />
Eintrittswahrscheinlichkeit eines<br />
Gefährdungsereignisses<br />
Möglichkeit zur Vermeidung oder<br />
Begrenzung des Schadens<br />
Anhang B (EN 1050) informiert über diverse Verfahren zu Untersuchung von<br />
Gefährdungen und zur Einschätzung von Risiken.<br />
23
⇒ Strategie zur Auswahl von Sicherheitsmaßnahmen EN 292-1<br />
Die EN 292-1 gibt folgende Strategie zur Auswahl von Sicherheitsmaßnahmen vor.<br />
nein<br />
Bestimmung der Grenzen der Maschine<br />
Verwendung, räumliche- und zeitliche Grenzen<br />
Identifizierung der Gefährdungen und<br />
Bewertung der Gefährdungssituation<br />
- Aspekte der Beziehung Operator-Maschine<br />
- Betriebszustände der Maschine<br />
vorhersehbarer Mißbrauch<br />
Jede Gefährdungssituation wie unten<br />
dargestellt analysieren<br />
Ist Gefährdung<br />
vermeidbar ?<br />
Kann Risiko<br />
vermindert werden ?<br />
Sind tech.<br />
Schutzmaßnahmen<br />
möglich<br />
nein<br />
nein<br />
Ist Sicherheit<br />
ausreichend ?<br />
Ist Sicherheit<br />
ausreichend ?<br />
Ist Sicherheit<br />
ausreichend ?<br />
Entstehen andere<br />
Gefährdungen ?<br />
Risikominderung durch<br />
Konstruktion<br />
Technische Schutzmaßnahmen<br />
Benutzerinformation<br />
Abb. 12 Strategie zur Auswahl von Sicherheitsmaßnahmen<br />
ja<br />
ja<br />
ja<br />
nein<br />
Schutzziel erreicht !<br />
Die Rangfolge der Sicherheitsmaßnahmen ist außerdem wie in Abb. 12 beschrieben. D.h<br />
an erster Stelle steht die sichere Konstruktion (keine gefährlichen Stellen vorhanden),<br />
dann kommen die ”Technischen Schutzmaßnahmen und erst danach wird die<br />
Benutzerinformation als weitere Möglichkeit Unfälle zu vermeiden, angewendet.<br />
ja<br />
ja<br />
ja<br />
nein<br />
24
Abb. 13<br />
Außerdem fordert die EN 292-1 auch, daß der Benutzer der Maschine frühzeitig mit in das<br />
Sicherheitskonzept der Maschine einbezogen werden soll, um dadurch zu vermeiden, daß<br />
Schutzmaßnahmen leichtfertig entfernt werden, wenn sie den Arbeitsablauf stören.<br />
Die hier kurz beschriebenen Normen EN 292 und EN 1050 sind wichtiger Bestandteil der<br />
Risikobeurteilung und sollten in jedem Falle in jeder Konstruktionsabteilung vorhanden<br />
sein.<br />
nachzulesen.<br />
SICHERHEITSMASSNAHMEN, DIE VOM KONTSRUKTEUR DURCHZUFÜHREN SIND<br />
(Anwendungsbereich dieser Norm)<br />
RISIKOMINDERUNG<br />
DURCH<br />
KONSTRUKTION<br />
TECHNISCHE<br />
SCHUTZ-<br />
MASSNAHMEN<br />
VORSEHEN VON<br />
PERSÖNLICHEN<br />
SCHUTZ-<br />
AUSRÜSTUNGEN<br />
BENUTZER-<br />
INFOMATION<br />
AUSBILDUNG<br />
SICHERE<br />
ARBEITSMETHODEN<br />
ÜBERWACHUNG<br />
BETRIEBS-<br />
ERLAUBNIS<br />
SICHERHEITSMASSNAHMEN, DIE VOM<br />
BENUTZER DURCHZUFÜHREN SIND<br />
(werden in dieser Norm nicht berücksichtigt)<br />
Ausführlichere Informationen sind im<br />
Leitfaden Maschinensicherheit in Europa<br />
Beuth Verlag GmbH<br />
Tel. (030)2601-0<br />
ZUSÄTZLICHE<br />
VORSICHTS-<br />
MASSNAHMEN<br />
25
⇒ Wahl der Steuerungskategorie<br />
Die Vorgehensweise für die Auswahl der Steuerungskategorie ist in der EN 954-1<br />
Sicherheitsbezogene Teile von Steuerungen geregelt. Diese Typ B1-Norm beschreibt die<br />
Anforderungen von fünf möglichen Sicherheitskategorien an alle möglichen<br />
Steuerungsarten (elektrisch, pneumatisch, hydraulisch, ...). Der Anhang B der EN 954-1<br />
beschreibt ein vereinfachtes Verfahren (Hilfsmittel) zur Einteilung einer Gefahrenstelle in<br />
eine entsprechende Sicherheitskategorie. Die einzelnen Kategorien stellen folgende<br />
Anforderungen an die sicherheitsbezogenen Teile von Steuerungen:<br />
Kategorie B:<br />
Die sicherheitsbezogenen Teile von Maschinensteuerungen und/oder ihre<br />
Schutzeinrichtungen sowie ihre Bauteile müssen in Übereinstimmung mit der zutreffenden<br />
Normen so gestaltet, konstruiert, ausgewählt, zusammengestellt und kombiniert werden,<br />
daß sie den zu erwartenden Einflüssen standhalten können.<br />
Beispiele:<br />
Auswahl der Leiterfarben<br />
Auswahl der Farben für Befehls- und Meldegeräte<br />
Auswahl der Gebrauchskategorien von Antrieben<br />
Auswahl von Maßnahmen gegen Umgebungseinflüsse<br />
Dimensionierung der Schaltgeräte und Antriebe<br />
Steuerung ohne jegliche Sicherheitsmerkmale<br />
Auswahl der Schutzklassen<br />
Auswahl der Schutzarten<br />
Auswahl der Gehäusegrößen Auswahl der Schutzmaßnahmen<br />
Auswahl der Leiterart- und Isolierung<br />
Auswahl der Leiterquerschnitte<br />
Kategorie 1<br />
Die Anforderungen von B müssen erfüllt sein. Zusätzlich müssen bewährte Bauteile und<br />
bewährte Sicherheitsprinzipen angewendet werden.<br />
<strong>Sicherheitstechnik</strong>en:<br />
Bewährte Bauteile: Positionsschalter für<br />
Sicherheitsanwendungen<br />
Bewährte Prinzipien: Zwangsöffnung, -betätigung<br />
und -führung,<br />
Überdimensionierung<br />
26
Beispiel für Kategorie 1:<br />
Abb. 14<br />
Kategorie 2<br />
Die Anforderungen von B und die Verwendung bewährter Sicherheitsprinzipien<br />
(Kategorie 1) müssen erfüllt sein. Die Sicherheitsfunktion muß in geeigneten<br />
Zeitabständen durch die Maschinensteuerung geprüft werden. Spätestens aber muß die<br />
Prüfung bei der nächsten Aufforderung erfolgen.<br />
<strong>Sicherheitstechnik</strong>en:<br />
offen<br />
geschlossen<br />
Bewegliche<br />
Trennende Schutzeinrichtung<br />
Bewährte Prinzipien: Zwangsöffnung, -betätigung<br />
und -führung,<br />
Überdimensionierung<br />
Struktur der Steuerung: Zyklischer Test<br />
zwangsbetätigt<br />
(In Kategorie 2 dürfen elektronische Systeme für Überwachungsaufgaben verwendet<br />
werden)<br />
S1<br />
K1<br />
1<br />
2<br />
K1<br />
Sicherheitskreis<br />
27
Beispiel Kategorie 2:<br />
Abb. 15<br />
Beispiel für Kategorie 2 mit SPS:<br />
Abb. 16<br />
offen<br />
geschlossen<br />
AW = Ausschalt-Wischrelais<br />
offen<br />
geschlossen<br />
zwangsbetätigt<br />
S1<br />
K1<br />
zwangsbetätigt<br />
Bewegliche<br />
Trennende Schutzeinrichtung<br />
S1<br />
K1<br />
K1<br />
K3<br />
1<br />
2<br />
1<br />
K2<br />
2 3<br />
AW<br />
3<br />
K3<br />
K1<br />
K01<br />
4 K1<br />
K2<br />
5<br />
Gefahr<br />
K01<br />
Sicherheitskreis<br />
K1<br />
KM<br />
K1 KM<br />
Eingangsebene<br />
SPS<br />
Ausgangsebene<br />
K1<br />
28
Kategorie 3<br />
Die Anforderungen von B und die Verwendung bewährter Sicherheitsprinzipien (Kategorie<br />
1) müssen erfüllt sein.<br />
Sicherheitsbezogene Teile müssen so gestaltet sein, daß:<br />
♦ ein einzelner Fehler in jedem dieser Teile nicht zum Verlust der Sicherheitsfunktion<br />
führt, und<br />
♦ wann immer in angemessener Weise durchführbar,<br />
♦ ein Fehler erkannt wird.<br />
<strong>Sicherheitstechnik</strong>en:<br />
Bewährte Prinzipien: Zwangsöffnung, -betätigung<br />
und -führung,<br />
Überdimensionierung<br />
Struktur der Steuerung: Redundanz<br />
Beispiel für Kategorie 3<br />
Abb. 17<br />
offen<br />
geschlossen<br />
Bewegliche<br />
Trennende Schutzeinrichtung<br />
zwangsbetätigt<br />
S1<br />
S2<br />
K1<br />
1<br />
2<br />
K2<br />
3<br />
4<br />
K1<br />
K2<br />
Sicherheitskreis<br />
K1<br />
K2<br />
29
Kategorie 4<br />
Die Anforderungen von B und die Verwendung bewährter Sicherheitsprinzipien (Kategorie<br />
1) müssen erfüllt sein.<br />
Sicherheitsbezogene Teile müssen so gestaltet sein, daß:<br />
♦ ein einzelner Fehler in jedem dieser Teile nicht zum Verlust der Sicherheitsfunktion<br />
führt, und<br />
♦ der einzelne Fehler bei oder vor der nächsten Anforderung an die Sicherheitsfunktion<br />
erkannt wird, oder, wenn dies nicht möglich ist, darf eine Anhäufung von Fehlern dann<br />
nicht zum Verlust der Sicherheitsfunktion führen.<br />
Beispiel Kategorie 4:<br />
Abb. 18<br />
offen<br />
geschlossen<br />
nicht<br />
zwangsbetätigt<br />
zwangsbetätigt<br />
Bewegliche<br />
Trennende Schutzeinrichtung<br />
S1<br />
S2<br />
K3<br />
K1<br />
1<br />
2<br />
K1<br />
K3<br />
S3<br />
K1<br />
K2<br />
Start<br />
5<br />
K3<br />
K2<br />
K3<br />
K2<br />
3<br />
4<br />
Sicherheitskreis<br />
K1 K1<br />
K2<br />
K2<br />
K3 K3<br />
30
Nachdem jetzt alle Sicherheitskategorien bekannt sind, stellt sich die Frage, wie wird nun<br />
eine solche einer Gefahrenstelle zugeordnet?<br />
Hierfür ist im Anhang der EN 954-1 der sogenannte Risikograph vorgesehen. Er beschreibt<br />
ein einfaches System zur Zuordnung der Sicherheitskategorien zu einzelnen<br />
Gefahrenstellen. Jeder Risikoebene werden nur zwei Antwortmöglichkeiten zugeordnet, um<br />
eine definierte, wiederholbare Verbindung zu den Steuerungskategorien zu erhalten<br />
Folgende drei Risikoelemente sind für die Einschätzung von Gefahrenstellen relevant:<br />
S Schwere der Verletzung<br />
S1 : Leichte reversible Verletzung<br />
S2 : Schwere irreversible Verletzung oder Tod einer Person<br />
F Häufigkeit und/oder Aufenthaltsdauer im<br />
Gefahrenbereich<br />
F1 : Selten bis öfter und/oder kurze<br />
Aufenthaltsdauer im Gefahrenbereich<br />
F2 : Häufig bis dauernd und/oder lange<br />
Aufenthaltsdauer im Gefahrenbereich<br />
P Möglichkeit zur Vermeidung der Gefährdung<br />
P1 : Möglich unter bestimmten Bedingungen<br />
P2 : Kaum möglich<br />
Die Möglichkeit zur Vermeidung einer Gefährdung ist<br />
Abhängig von:<br />
Bewegungs-/Fluchtmöglichkeiten des Operators<br />
spontanen und unerwarteten Maschinenbewegungen<br />
Schnelligkeit und Dynamik der Maschinenbewegungen im Vergleich<br />
zur Reaktionszeit des Menschen<br />
der Übersichtlichkeit der Maschine<br />
der mentalen Beanspruchung des Operators<br />
der Erfahrung des Operators/Kenntnis des Arbeitsprozeßes<br />
Im Risikographen finden sich auf der nächsten Seite die Antwortmöglichkeiten der<br />
einzelnen Risikoelemente wieder.<br />
31
Risikograph<br />
entspricht der auszuwählenden Kategorie<br />
Abb. 19 Risikograph<br />
S1<br />
S2<br />
F1<br />
F2<br />
Sind mehrere Kategorien möglich, so muß bei der Auswahl der niedrigeren Kategorie eine<br />
entsprechende Begründung erfolgen.<br />
Entscheidendes Kriterium für die Auswahl der niedrigeren<br />
Kategorie, kann zum Beispiel eine langjährige vorfallfreie Unfallstatistik sein.<br />
Beispiel einer Risikobeurteilung an einer hydraulischen Presse mit<br />
Handeinlegearbeiten:<br />
S: Schwere der Verletzung?<br />
S2 schwer, irreversibel<br />
F: Häufigkeit und/oder Dauer der<br />
Gefährdungsexposition<br />
F2 Dauernd<br />
P: Möglichkeit zur Vermeidung<br />
der Gefährdung?<br />
P2 Kaum möglich<br />
P1<br />
P2<br />
P1<br />
P2<br />
Kategorie<br />
B 1 2 3<br />
Ist der Bediener mit der Hand im Gefahrenbereich<br />
während der Pressenstößel nach unten fährt, so kann es ihm die Hand abquetschen<br />
(irreversibel, da diese Verletzung nicht wieder heilen kann).<br />
4<br />
32
Da es sich um Handeinlegearbeiten handelt, muß der Bediener ständig in den<br />
Gefahrenbereich eingreifen. D.h. er ist der Gefahr dauernd ausgesetzt.<br />
Aufgrund der hohen Taktzeiten von Pressen, ist es nicht möglich rechtzeitig zu erkennen,<br />
daß der Stößel nach unten fährt. D.h. der Bediener hat nicht genügend Zeit die Gefahr zu<br />
erkennen und seine Hände aus dem Gefahrenbereich zu entfernen.<br />
Aufgrund dieser Erkenntnisse ergibt sich folgende Sicherheitskategorie:<br />
Abb. 20<br />
S1<br />
S2<br />
F1<br />
F2<br />
P1<br />
P2<br />
P1<br />
P2<br />
Kategorie<br />
B 1 2 3<br />
Für Handeinlegearbeiten an dieser Presse ergibt sich die Sicherheitskategorie 4<br />
Ein wichtiger Punkt bei der Risikobetrachtung nach EN 954-1 ist, daß mögliche<br />
Schutzeinrichtungen wie z.B. Zweihandschaltungen oder Unfallschutzlichtgitter usw. nicht in<br />
die Betrachtung mit einbezogen werden. D.h. es wird die Gefahrenstelle mit ihren möglichen<br />
Verletzungen ohne Schutzeinrichtungen bewertet.<br />
Aufgrund des Ergebnisses wird dann eine ausgewählte Schutzeinrichtung nach der entspr.<br />
Sicherheitskategorie ausgelegt.<br />
4<br />
33
⇒ NOT-AUS- Einrichtungen EN 418<br />
Zweck:<br />
Funktionelle Anforderungen an NOT-AUS- Einrichtungen<br />
festlegen.<br />
Zielgruppe:<br />
Maschinenkonstrukteure und Typ "C"- Normensetzer.<br />
Das Wichtigste in Kürze:<br />
Die NOT-AUS- Funktion soll aufkommende oder bestehende Gefahren für Personen und<br />
Schäden an der Maschine oder am Arbeitsgut abwenden oder mindern. Gefahren sind u.a.<br />
funktionale Unregelmäßigkeiten, Fehlfunktionen der Maschine, nicht hinnehmbare<br />
Eigenschaften des zu bearbeitenden Materials und menschliche Fehler.<br />
NOT-AUS ist vorgeschrieben;<br />
Die Maschinen-Richtlinie schreibt NOT- AUS-Einrichtungen für jede Maschine vor.<br />
Ausnahmen bilden:<br />
Maschinen, an denen eine NOT-AUS- Einrichtung das Risiko nicht verringern würde.<br />
von Hand getragene und von Hand geführte Maschinen.<br />
NOT-AUS ist eine unterstützende Maßnahme, kein Ersatz für fehlende Schutzmaßnahmen!<br />
Nach EN 60204-1 / VDE 0113-1 müssen Sie NOT-AUS-Einrichtungen an allen<br />
Bedienständen und anderen Arbeitsplätzen vorsehen.<br />
Die NOT-AUS-Wirkweise:<br />
Durch eine einzige Handlung einer Person wird die NOT-AUS-Funktion ausgelöst. Sie muß<br />
zu jeder Zeit verfügbar und funktionsfähig sein (siehe prEN 954-1). Die Betriebsart bleibt<br />
dabei unberücksichtigt.<br />
Gestalten Sie NOT-AUS-Einrichtungen so, daß dem Anwender keine Überlegungen<br />
abverlangt werden, wenn es um die Betätigung und die sich daraus ergebenden Wirkungen<br />
geht. Damit werden<br />
Verzögerungen bis zum Zeitpunkt<br />
des Auslösens - bis die Anlage<br />
abgeschaltet wird - vermieden.<br />
Die Wirksamkeit von<br />
Sicherheitseinrichtungen bzw.<br />
Einrichtungen mit<br />
sicherheitsbezogenen Funktionen<br />
darf dadurch nicht beeinträchtigt<br />
werden. Dies schließt auch das<br />
Befreien von Personen aus<br />
Gefahrensituationen mit ein.<br />
Betrieb<br />
Halt<br />
Eine Person wird sich<br />
der Notwendigkeit<br />
eines NOT-AUS bewußt<br />
Betätigen der<br />
NOT-AUS-Einrichtung<br />
Durch NOT-AUS<br />
erreichter Zustand<br />
EN 418<br />
Rückstellen (Entriegeln)<br />
der NOT-AUS-Einrichtung<br />
Maschine kann wieder<br />
in Gang gesetzt werden<br />
Zeit<br />
Abb. 21<br />
34
Die Reaktion der Maschine auf den NOT- AUS- Befehl darf keine zusätzliche Gefährdung<br />
hervorrufen.<br />
Prüfen Sie, ob ein sofortiges Abschalten<br />
= Stop-Kategorie 0<br />
oder ein geregeltes Stillsetzen<br />
= Stop- Kategorie 1<br />
das geringere Risiko darstellt.<br />
Stop-Kategorie 0:<br />
Die Anlage wird durch unmittelbares Abtrennen der Energiezufuhr zu dem Antriebselement<br />
oder mechanische Unterbrechung (auskuppeln) zwischen gefährlichen Elementen und ihren<br />
Antriebselementen stillgesetzt.<br />
Anwendungsbeispiel: Hauptschalter mit NOT-AUS-Funktion oder NOT-AUS-Schaltgerät in<br />
Verbindung mit Unterspannungsauslöser.<br />
Abb. 22 Stop-Kategorie 0<br />
M~<br />
35
Stop-Kategorie 1:<br />
Hier erfolgt ein gesteuertes Stillsetzen mit Energiezufuhr zu dem Antriebselement, um den<br />
Halt zu erreichen. Nach erfolgtem Stillstand ist die Energiezufuhr zu unterbrechen.<br />
Anwendungsbeispiel: Motor mit Gleichstrombremse oder geregeltem Antrieb.<br />
Abb. 23 Stop-Kategorie 1<br />
Bei Stop-Kategorie 2 bleibt die Energiezufuhr zu den Antrieben erhalten.<br />
Stop-Kategorie 2 ist nicht zulässig für NOT-AUS- Anwendungen.<br />
EN 60204 :1988<br />
Der NOT-AUS- Befehl muß den Ausschalteinrichtungen (Schaltern) entweder durch ein<br />
direktwirkendes mechanisches Glied oder durch das Unterbrechen eines betriebsmäßigen<br />
an Spannung liegenden Steuerstromkreis gegeben werden. Der direkt wirkende Not-Aus ist<br />
dargestellt in Abb. 25.<br />
Fehlerrisiken: Überbrückung des Not-Aus-Tasters.<br />
Betätigt der Bediener in diesem Fall den Not-Aus-Taster, wird der Befehl nicht ausgeführt.<br />
Das Prinzipschaltbild entspricht der Steuerungskategorie B oder 1 .<br />
In Abb. 26 wird gezeigt, wie eine Not-Aus Funktion auf keinen Fall realisiert werden darf.<br />
Sollen bei einem Not-Aus-Befehl mehrere Stromkreise abgeschaltet werden, ist für die<br />
Vervielfältigung des Befehls ein erhöhter Schaltungsaufwand zu betreiben.<br />
(indirekt wirkender Not-Aus ).<br />
M~<br />
36
Querschlußsicherheit, bei Not-Aus- Schaltgeräten ist nur bei entspr. zweikanaliger<br />
Verdrahtung des Not-Aus- Kreises (siehe Abb. 26) erreichbar. In diesem Fall und mit<br />
überwachtem Start ist die Sicherheitskategorie 4 erreichbar.<br />
Abb. 24 Direkt wirkender Not-Aus<br />
37
Abb. 25<br />
Abb. 26<br />
38
Die Schaltung wie in Abb. 25 gezeigt ist absolut unzulässig und darf so keinesfalls<br />
angewendet werden.<br />
Die in Abb. 26 abgebildete Schaltung zeigt den Einsatz eines Not-Aus- Schaltgerätes<br />
XPS-AS in einer Applikation mit mehreren Steuerstromkreisen. Hier ist ein direkt wirkender<br />
Not-Aus nicht zulässig, da mehrere Steuerstromkreise abgeschaltet werden müssen.<br />
In der Praxis ist es heutzutage empfehlenswert für Not-Aus- Anwendungen entsprechende<br />
Schaltgeräte einzusetzen, da hier der Hersteller die Einhaltung der europäischen Richtlinien<br />
und Normen durch eine entsprechende Konformitätserklärung oder sogar eine<br />
Baumusterprüfung garantiert (siehe Abb. 26).<br />
39
⇒ Verriegelungseinrichtungen mit und ohne Zuhaltung EN 1088<br />
Zweck:<br />
Auf welche Weise sollen bewegliche Schutzeinrichtungen überwacht werden? Diese Norm<br />
beschreibt Prinzipien für die Auswahl und Gestaltung von Verriegelungseinrichtungen und<br />
deren Anbindung an die Schutztür (EN 953) bzw. an die Steuerung (EN 954-1).<br />
Zielgruppe:<br />
Maschinenkonstrukteure und Typ"C"- Normensetzer.<br />
Das Wichtigste in Kürze:<br />
Diese Norm beschreibt Grundbegriffe und allgemeine Gestaltungsleitsätze für<br />
Verriegelungseinrichtungen und trennende Schutzeinrichtungen.<br />
Wählen und gestalten Sie die Art der Verriegelungseinrichtung für Ihren Anwendungsfall so,<br />
daß die grundlegenden EU-Sicherheitsanforderungen erfüllt werden.<br />
Wichtige Auswahlkriterien für eine geeignete Verriegelungseinrichtung in speziellen<br />
Anwendungsfällen sind:<br />
• die Anwendungsbedingungen und die bestimmungsgemäße Verwendung<br />
• die an der Maschine auftretenden Gefährdungen<br />
• die Schwere der möglichen Verletzung<br />
• die Wahrscheinlichkeit eines Ausfalls der Verriegelungseinrichtung<br />
• die Anhaltezeit und Zugangs- bzw. Zugriffszeit<br />
• die Dauer, für die eine Person der Gefährdung ausgesetzt ist.<br />
Einige dieser Kriterien haben Sie mit Hilfe der EN 292, EN 1050 und EN 954-1 bereits<br />
betrachtet.<br />
Weiterhin wird zwischen Ausführungen mit und ohne Zuhaltung unterschieden.<br />
Eine Verriegelungseinrichtung ohne Zuhaltung ist eine mechanische oder elektrische<br />
Einrichtung, die den Betrieb einer Maschine nur zuläßt, wenn die Schutztür geschlossen ist<br />
(z.B. Sicherheits-Positionsschalter mit getrenntem Betätigungselement).<br />
Abb. 27 Sicherheits-<br />
Positionsschalter mit getr.<br />
Betätiger<br />
40
Diese Schutzmaßnahme verhindert die gefahrbringenden Maschinenfunktionen, wenn die<br />
Schutzeinrichtung nicht geschlossen ist. Ein Öffnen der Schutzeinrichtung während des<br />
Betriebes löst einen Halt-Befehl aus. Seine Bedeutung ist analog zu einem Stop-Befehl (EN<br />
418, NOT-AUS- Einrichtungen). Durch Schließen der trennenden Schutzeinrichtung wird die<br />
Maschine betriebsbereit geschaltet. Das Einschaltsignal ("Start") hat jedoch separat zu<br />
erfolgen.<br />
Eine Verriegelungseinrichtung mit Zuhaltung ist eine mechanische oder elektrische<br />
Einrichtung, die den Betrieb einer Maschine nur zuläßt, wenn die Schutztür<br />
geschlossen und zugehalten ist (z.B. Sicherheits-Positionsschalter mit getrenntem<br />
Betätigungselement und elektromagnetischer Zuhaltung).<br />
Die gefahrbringenden Maschinenfunktionen werden durch eine geschlossene und<br />
zugehaltene Schutzeinrichtung abgesichert. Die trennende Schutzeinrichtung bleibt solange<br />
zugehalten, bis das Verletzungsrisiko, durch die gefahrbringende Maschinenfunktion bzw.<br />
Bewegung, ausgeschlossen ist (die Überwachung erfolgt durch z.B. Drehzahl- bzw.<br />
Stillstandswächter o.ä.).<br />
Durch Schließen und Zuhalten der trennenden Schutzeinrichtung wird die Maschine<br />
betriebsbereit geschaltet. Das Einschaltsignal ("Start") hat auch hier separat zu erfolgen.<br />
Abb. 28 Sicherheits-Positionsschalter<br />
mit getrenntem Betätiger und<br />
elektromagnetischer Zuhaltung<br />
Welche Ausführung muß wann verwendet werden?<br />
Anhaltezeit > Zugriffs- bzw. Zugangszeit → Verriegelungseinrichtung mit Zuhaltung<br />
Anhaltezeit < Zugriffs- bzw. Zugangszeit → Verriegelungseinrichtung ohne Zuhaltung<br />
Beispiel:<br />
Ein Bediener öffnet die Schutztür einer Drehmaschine und schaltet damit die<br />
Antriebsenergie ab.<br />
Nun greift er in den Gefahrenraum, um ein Werkstück zu entnehmen. Die gefahrbringende<br />
Bewegung muß beendet sein, bevor der Bediener diese Maschinenteile erreicht.<br />
Andernfalls muß eine Verriegelungseinrichtung mit Zuhaltung eingesetzt werden.<br />
Die Anhaltezeit der Maschine läßt sich recht einfach ermitteln.<br />
Die Zugriffs- bzw. Zugangszeit wird von den Parametern Abstand,<br />
Annäherungsgeschwindigkeit und maschinenspezifischen Gegebenheiten wie Art der<br />
Zugängigkeit bestimmt. Mit Hilfe der EN 999 "Anordnung von Schutzeinrichtungen im<br />
Hinblick auf Annäherungsgeschwindigkeiten von Körperteilen" werden diese Zeiten<br />
berechnet.<br />
41
Anordnung und Befestigung von Positionsschaltern<br />
Positionsschalter und Betätigungselemente müssen gegen Lageänderung gesichert sein:<br />
• Zuverlässige, nur mit Werkzeug lesbare Befestigungselemente verwenden.<br />
• Gegen Selbstlockerung gesichert.<br />
• Langlöcher nur für Anfangseinstellung verwenden.<br />
• Formschluß durch Bolzen, Stifte, Anschläge etc. sicherstellen.<br />
• Schalter nicht als mechanischen Anschlag verwenden.<br />
• Vom Schalter-Hersteller angegebene Wege einhalten.<br />
• Schalter geschützt anbringen, damit äußere Einflüsse keine Schäden bewirken.<br />
• Für Wartung und Funktionsprüfung zugänglich anbringen.<br />
• Beim Öffnen der Schutztür muß abgeschaltet sein, bevor ein gefährlicher Zustand<br />
auftritt.<br />
Bei Schaltern mit getrenntem Betätiger (Sicherheits-Positionsschalter) soll das Umgehen<br />
der Schutzfunktion erschwert werden.<br />
• Schalter verdeckt einbauen.<br />
• Betätiger "nicht lösbar" befestigen<br />
Anforderungen an Positionsschalter für Personenschutzfunktion<br />
• Öffnerkontakte müssen zwangsöffnend nach EN 60947-5-1, Kapitel 3, sein.<br />
• Gekapselte Geräte müssen min. IP 54 aufweisen.<br />
Zuhaltungseinrichtungen müssen:<br />
• Durch Einrücken zweier starrer Teile formschlüssig wirken.<br />
• Im Regelfall mit Federkraft in Sperrstellung gehen, mit Energie entsperrt werden.<br />
• Eine manuelle, nur mit Werkzeug betätigbare Hilfsentriegelung besitzen (nur bei<br />
Federkraftverriegelten Geräten).<br />
• Vollständig in Sperrstellung sein, bevor die Maschinenbewegung freigegeben wird,<br />
den zu erwartenden Kräften standhalten.<br />
42
Beispiel für die Anordnung eines mechanischen Positionsschalters mit angebautem<br />
Betätiger<br />
Abb. 29 Falsche Anordnung eines mechanischen Positionsschalters<br />
(wird nicht zwangsläufig betätigt)<br />
Abb. 30 Richtige Anordnung des Positionsschalters<br />
keine Zwangsöffnung<br />
und leicht umgehbar<br />
Zwangsöffnung<br />
Abb. 31 Schutzdeckelüberwachung mit einem mech. Positionsschalter mit angebautem<br />
Betätiger (Rollenhebel).<br />
43
Werden Schaltelemente redundant gemacht, müssen Ausfälle gemeinsamer Ursache<br />
vermieden werden:<br />
a. ein Schalter mit Öffnerkontakt, der durch die Schutzeinrichtung zwangsläufig<br />
betätigt wird.<br />
b. ein Schalter mit Schließerkontakt, der durch die Schutzeinrichtung nicht<br />
zwangsläufig betätigt wird.<br />
Fehler : Verschleiß des Betätigers (nicht bei b.); Klemmen des Betätigers (nicht bei a.)<br />
D.h. werden zur Überwachung einer Schutztüre z.B. zwei mechanische Positionsschalter<br />
mit angebautem Betätiger verwendet, so ist ein Positionsschalter bei geschlossener<br />
Schutztüre betätigt und der zweite wird beim öffnen der Schutztüre zwangsläufig betätigt.<br />
Da bereits ab Sicherheitskategorie 2 ein Testen des Sicherheitssystems vorgeschrieben ist,<br />
empfiehlt es sich auf jeden Fall für Kategorie 2 und höher einen entsprechenden<br />
Überwachungsbaustein einzusetzen.<br />
Abb. 32 Beispiel einer Schutztürüberwachung der Sicherheitskategorie 4, realisiert mit<br />
einem Not-Aus- Schaltgerät.<br />
44
Für Schutztüren die betriebsmäßig (also ständig) geöffnet und geschlossen werden<br />
müssen, empfiehlt sich in Kategorie 4 der Einsatz eines speziellen<br />
Schutztüüberwachungsbausteines XPS-FB. Der Baustein ist in der Lage alle möglichen<br />
Fehler zu erkennen und überwacht zusätzlich die zwei angeschlossenen Positionsschalter<br />
auf synchrone Betätigung (Zeitfenster 1,5 sec.). Der Schutztürüberwachungsbaustein XPS-<br />
FB bietet somit einen optimalen Schutz.<br />
Für Applikationen bei denen ein Nachlaufen der gefährlichen Bewegung zu erwarten ist,<br />
kann über eine elktromagnetische Zuhaltung in Kombination mit einem Stillstandswächter<br />
eine optimale Absicherung des Gefahrenbereiches realisiert werden. Der Stillstandswächter<br />
ist an die Anschlußleitungen des Antriebes angeschlossen und überwacht die beim<br />
Auslaufen vom Läufer in der Ständerwicklung induzierte Spannung. Sinkt diese z.B. auf<br />
einen Wert < 50 mA, so kann mit Sicherheit angenommen werden, daß der Antrieb steht.<br />
Die Kontakte des Stillstandswächters geben dann den Ausgangskreis (Klemme 13-14), der<br />
die elektromagnetische Zuhaltung betätigt frei. Die Schutztüre kann geöffnet werden<br />
(siehe Abb. 33).<br />
Abb. 33 Schutzgitter mit Zuhaltung bei Zugang zum Gefahrenbereich<br />
45
⇒ Berührungslos wirkende Schutzeinrichtungen BWS<br />
Eine BWS ist ein Teil der elektrischen Ausrüstung, die an Maschinen angewendet werden<br />
soll, welche Risiken der Körperverletzung bergen. Sie bieten Schutz, indem sie die<br />
Maschinen veranlaßt, einen sicheren Zustand einzunehmen, bevor eine Person gefährdet<br />
wird.<br />
Begriffsdefinitionen:<br />
AOPD<br />
Active Optoelectronic Protective Device<br />
Berührungslos wirkende Schutzeinrichtung (BWS)<br />
Eine Zusammenstellung von Teilen und/oder Komponenten, die zusammenarbeiten, um für<br />
einen Zugangsschutz oder eine Anwesenheitserkennung zu sorgen, und mindestens<br />
folgendes beinhaltet:<br />
einen Sensorteil;<br />
Steuerungs-/Überwachungsteile;<br />
Ausgangsschaltelemente.<br />
Ausgangsschaltelement (OSSD)<br />
Der teil der BWS , der mit der Maschinensteuerung verbunden ist und der in den Aus-<br />
Zustand übergeht, wenn der Sensorteil während des bestimmungsgemäßen Betriebes<br />
anspricht.<br />
Erstes der BWS nachgeschaltetes Steuerelement (FSD)<br />
Das Bauteil des sicherheitsbezogenen Steuerungssystems der Maschine, das den<br />
Stromkreis zu dem Hauptsteuerelment des Antriebes unterbricht, wenn das<br />
Ausgangsschaltelement (OSSD) in den Aus-Zustand geht.<br />
Anlaufsperre<br />
Eine Einrichtung, die einen automatischen Maschinenanlauf verhindert, wenn die<br />
Stromversorgung der BWS eingeschaltet oder unterbrochen und wieder eingeschaltet wird.<br />
Anlauftestung<br />
Ein manueller oder automatischer Test, der durchgeführt wird, nachdem die BWS<br />
eingeschaltet wurde, um das komplette sicherheitsbezogene Steuerungssystem zu testen,<br />
bevor die normale Maschinenfunktion eingeleitet wird.<br />
Wiederanlaufsperre<br />
Eine Einrichtung zur Verhinderung eines automatischen Wiederanlaufs einer Maschine<br />
nach Ansprechen des Sensorteils während eines gefahrbringenden Teils des<br />
Maschinenzykluses, nach einer Änderung der Betriebsart der Maschine und nach einem<br />
Wechsel in der Betätigungsart der Maschine.<br />
Betriebsarten schließen ein: Tippen, Einzelhub, Automatik.<br />
Betätigungsarten schließen ein: Fußschaltung, Zweihandschaltung, Eintakt- oder<br />
Zweitaktauslösung durch den Sensorteil der BWS.<br />
46
Arten von BWS<br />
BWS-T (Typ 2): Schutzeinrichtung für die eine konkrete Reaktion auf externe Tests nötig<br />
ist, um ihre Sicherheitsintegrität zu wahren. Sie muß die Anforderungen<br />
der Kategorie 2 erfüllen.<br />
Schutzfeld<br />
Externer<br />
Testzyklus<br />
OSSD/FSD<br />
frei<br />
belegt<br />
Ein<br />
Aus<br />
Normalbetrieb<br />
Betrieb mit Fehler<br />
T T T T T<br />
Die Fehlererkennung erfolgt bei Prüfung durch externen Test. In dem Zeitraum zwischen<br />
Fehlerfall und den nächsten Test besteht ein Risiko<br />
BWS-S (Typ 4): Schutzeinrichtung, deren Wirkung nicht durch einen Fehler innerhalb<br />
der BWS beeinträchtigt wird. Sie muß geeignet sein, die Anforderungen<br />
der Steuerungskategorie 4 zu erfüllen.<br />
Schutzfeld<br />
Interner<br />
Testzyklus<br />
OSSD/FSD<br />
1<br />
2<br />
frei<br />
belegt<br />
Ein<br />
Aus<br />
Ein<br />
Aus<br />
Normalbetrieb<br />
Trotz eines Fehlers bleibt die Schutzfunktion immer erhalten. Im Gegensatz zu Kat. 3<br />
dürfen bei Nichtaufdecken des Erstfehlers Zweit- und Drittfehler nicht zum Verlust der<br />
Schutzfunktion führen. Interne Tests müssen innerhalb der Ansprechzeit der Schutzeinrichtung<br />
liegen.<br />
Risiko<br />
Betrieb mit Fehler<br />
T T T T T T T T T T T T<br />
T<br />
47
Auswahl optoelektronischer Schutzeinrichtungen<br />
Folgende Strategie ist anzuwenden (iterativer Prozeß):<br />
1. Festlegen des Schutzbereiches<br />
2. Festlegen der Schutzfunktion<br />
- Finger oder Handschutz<br />
- Zugangsschutz für Personen<br />
- Anwesenheitserkennung<br />
3. Festlegung der Steuerungskategorie<br />
4. Berechnung des Sicherheitsabstandes<br />
Festlegen des Schutzbereiches:<br />
Beachtet werden muß durch Risikobeurteilung u.a.:<br />
die Größe des Schutzfeldes<br />
die Zugangspunkte<br />
die Gefahrenbereiche<br />
Umgehungsmöglichkeiten<br />
Festlegung der Schutzfunktion:<br />
Finger- und Handschutz: der Bediener befindet sich nahe am Gefahrenbereich<br />
Zugangsschutz: der Zugang zum Gefahrenbereich wird abgesichert<br />
Anwesenheitserkennung: ein Gefahrenbereich der komplett mit festen<br />
Schutzeinrichtungen umgeben ist, wird auf Anwesenheit<br />
überwacht oder Zugangssicherung und<br />
Anwesenheitserkennung wird kombiniert.<br />
48
Festlegung des Sicherheitsabstandes<br />
Von der Unterbrechung der Sicherheits-Lichtschranken bis zum Stillstand der Maschine<br />
verstreicht eine Verzögerungszeit. Die Lichtschranken müssen so montiert werden, daß der<br />
gefährliche Bereich während dieser Verzögerungszeit nicht erreicht werden kann.<br />
Abb. 34<br />
Berechnung des Sicherheitsabstandes<br />
Der Sicherheitsabstand S zwischen Lichtschranke und Gefahrenbereich wird gemäß<br />
EN 999 folgender Formel berechnet:<br />
S Sicherheitsabstand zwischen Lichtschranke und Gefahrenbereich<br />
K Greif- und Annäherungsgeschwindigkeit<br />
(für S500mm = 1600mm/s)<br />
T Verzögerungszeit zwischen Unterbrechung des Lichtstrahls und Stillstand der<br />
Maschine (Ansprechzeit der AOPD + Nachlaufzeit der gefährlichen Bewegung)<br />
C Ein zusätzlicher Abstand in mm, der das Eindringen in den Gefahrenbereich vor<br />
Auslösen der Schutzeinrichtung zu Grunde legt.<br />
Auflösung mm Zuschlag mm<br />
≤ 14<br />
>14 ≤ 20<br />
> 20 ≤ 30<br />
> 30 ≤ 40<br />
> 40<br />
S = K x T + C<br />
80<br />
130<br />
240<br />
850<br />
Hubauslösung<br />
AOPD/Taktbetrieb<br />
zulässig<br />
nicht zulässig<br />
Abb. 35 Übersicht über Sicherheitskonstante in Abhängigkeit von der Auflösung der BWS<br />
0<br />
zulässig<br />
zulässig<br />
nicht zulässig<br />
49
Bei der Berechnung des Sicherheitsabstandes werden im Normalfall drei verschiedene<br />
Annäherungsvarianten unterschieden:<br />
Rechtwinklige Annäherung ß=90° (± 5°) Gefahrenbereich<br />
S<br />
d ≤ 40 mm<br />
S = 2000T + 8 x (d-14) wobei S>100 mm<br />
S = 1600T + 8 x (d-14) für S>500 mm<br />
40 < d ≤ 70 mm<br />
S = 1600T + 850<br />
d > 70 mm<br />
S = 1600T + 850 mehrstrahlig<br />
S = 1600T + 1200 einstrahlig<br />
Unterster Strahl: ≤ 300 mm<br />
Oberster Strahl: ≥ 900 mm<br />
Abb. 36 Rechtwinklige Annäherung<br />
Abb. 37 Winkelförmige Annäherung<br />
Richtung des<br />
Eindringens<br />
AOPD<br />
Winkelförmige Annäherung 5° < ß < 85°<br />
Richtung des<br />
Eindringens<br />
ß > 30°, vgl. senkr. Annäherung<br />
ß< 30° , vgl. parall. Annäherung<br />
S wird auf den am weitest entfernten<br />
Strahl angewendet, dessen Höhe<br />
≤ 1000 mm ist<br />
d ≤ H/15 + 50 bezogen auf den<br />
untersten Strahl<br />
H<br />
ß<br />
S<br />
H<br />
Grenze des Schutzfeldes<br />
AOPD<br />
Gefahrenbereich<br />
50
Parallele Annäherung ß= 0° (± 5°)<br />
Abb. 38 Parallele Annäherung<br />
Beispiel für die Berechnung eines Sicherheitsabstandes für eine Bereichsüberwachung<br />
Angenommen wird eine Maschine mit einer Nachlaufzeit von 500 ms und einer Absicherung<br />
mit dem Unfallschutzlichtgitter SF4-AH Series und dem Überwachungsbaustein SF-AC.<br />
Die Ansprechzeit des Lichtgitters beträgt < 11ms und die Abfallzeit des<br />
Überwachungsbausteins beträgt 850 mm<br />
15 x (d-50) ≤ H ≤ 1000 mm<br />
Grenze des Schutzfeldes<br />
AOPD<br />
wenn H ≥ 300 mm besteht ein Risiko des unerkannten<br />
Zugangs unterhalb des Strahles, der für H in Betracht<br />
gezogen werden muß, wobei d ≤ H/15 + 50<br />
S<br />
H<br />
Gefahrenbereich<br />
51
Mehrachsige Anordnung<br />
Zur Absicherung von Gefahrenbereichen werden die Absicherungshöhen und die Anzahl<br />
der Lichtstrahlen in der EN 999 oder durch eine Risikoanalyse nach EN 954-1 festgelegt.<br />
Anzahl der<br />
Lichtschranken<br />
Montagehöhe über der Zugangsebene in mm<br />
1 750<br />
2 400 900<br />
3 300 700 1100<br />
4 300 600 900 1200<br />
Abhängig von der Anzahl der Lichtschrankenpaare sind die einzelnen Systeme gemäß<br />
EN 999 in unterschiedlichen Höhen zu montieren (siehe Tabelle oben). Die Anzahl der<br />
verwendeten Systeme ergibt sich aus der entsprechenden Typ-C-Norm oder der<br />
Risikobeurteilung. Seit 1989 müssen beim Einsatz von Sicherheitslichtschranken als<br />
Bereichsüberwachung immer mindestens zwei Geräte verwendet werden<br />
Da Lichtschranken zur Bereichssicherung in der Regel hintertreten werden können, sind<br />
entsprechende Vorkehrungen zu treffen (Vorort- Freigabeschalter).<br />
Die Maschine läßt sich erst nach Betätigen wieder starten. Damit soll verhindert werden,<br />
daß die Maschine von Stellen aus, die keinen Einblick in den Gefahrenbereich erlauben<br />
gestartet werden kann.<br />
Er muß so angebracht werden, daß er einen Einblick in den Gefahrenbereich erlaubt und<br />
nicht aus diesem heraus betätigt werden kann.<br />
⇒ Bestimmungsgemäße Überbrückung von Sicherheitsfunktionen<br />
Sicherheits-Lichtschranken werden häufig anstatt Umzäunungen in Bereichen eingesetzt,<br />
wo Gegenstände z.B. Palettenstapel aus dem gesicherten Bereich heraus- oder in diesen<br />
hineingebracht werden müssen.<br />
Sicherheits-Lichtschranken ermöglichen es, den<br />
Zugang für Personen zu sperren, ihn aber für<br />
zu transportierende Gegenstände<br />
räumlich und zeitlich begrenzt zu gestalten.<br />
Zu diesem Zweck muß die Schutzwirkung<br />
bestimmungsgemäß aufgehoben werden,<br />
was im Englischen als „Muting“ bezeichnet wird.<br />
Abb. 39 Mutingaufbau<br />
52
Muting (Bestimmungsgemäßes Überbrücken einer Sicherheitsfunktion)<br />
Die BWS wird überbrückt von der Maschinensteurung oder sie hat eine eigene<br />
Überbrückungsfunktion.<br />
Die Überbrückung darf nicht zu einem gefährlichen Zustand führen.<br />
Nach Beendigung müssen Sicherheitsfunktionen von sicherheitsbezogenen Teilen wieder<br />
hergestellt werden.<br />
Werden nur Teile des Schutzfeldes unwirksam gemacht, muß der der Teil, der nicht mehr<br />
durch die BWS geschützt ist, durch andere Schutzeinrichtungen geschütz werden.<br />
Die Kategorie der sicherheitsbezogenen Teile, die die Aufhebungsfunktion ausführen, muß<br />
so ausgewählt werden, daß die Einbeziehung der Aufhebungsfunktion die für die relevante<br />
Sicherheitsfunktion erforderliche Sicherheit nicht verringert.<br />
Bei unterschiedlichen Bewegungsrichtungen (Gegenstände/Personen) kann durch<br />
Unterscheiden der Bewegungsrichtung das Unterbrechen erlaubt oder verboten werden.<br />
Bei gleicher Bewegungsrichtung kann durch den Einsatz mehrerer Sensoren und<br />
entsprechender Anbringung eine Manipulation verhindert werden.<br />
Außerdem muß durch eine Zeitfunktion oder weiteren Sensoren unmittelbar nach passieren<br />
des Ggenstandes die Überbrückung wieder aufgehoben werden.<br />
Anforderungen:<br />
Ein oder mehrere Leuchtmelder zeigen den Überbrückungszustand an. Diese Leuchtmelder<br />
sollen vom Bedienstand aus gut sichtbar sein.<br />
Bei einem Fehler des Mutingleuchtmelders muß sichergestellt sein, daß die BWS nicht<br />
überbrückt werden kann.<br />
Eine BWS- Typ 4 muß zwei unabhängig verdrahtete Muting- Signalquellen haben, die das<br />
gleiche Sicherheitsniveau besitzen, wie die BWS. Sie müssen vor dem einschalten und<br />
Ingangsetzen getestet und zyklisch überwacht werden.<br />
⇒ „Blanking“ und „Floating Blanking“<br />
In Anlagen, in denen eine kontinuierliche Materialzufuhr erfolgt, werden z.B.<br />
Sicherheitslichtvorhänge mit Blanking benötigt. Blanking ermöglicht, ausgewählte Bereiche<br />
des Schutzfeldes auszublenden. Es wird immer dann eingesetzt, wenn eine permanente<br />
Unterbrechung einzelner Lichtstrahlen im Schutzfeld des Lichtvorhanges durch zum<br />
Beispiel eine feststehende mechanische Halterung oder ein sich im Schutzfeld bewegendes<br />
Teil während des normalen Arbeitsvorganges gefordert wird. Mittels eines<br />
Programmiergerätes kann Fixed Blanking, Floating Blanking oder eine Kombination<br />
programmiert werden.<br />
53
Liste einiger harmonisierter Normen:<br />
Norm Ausgabe- Kurztitel erarbeitet<br />
datum in CEN/TC<br />
EN 292-1 1991-09 Sicherheit von Maschinen - Grundbegriffe - Allgemeine- 114/WG 1<br />
Gestaltungsleitsätze - Grundsätzliche Terminolgie und Methodik<br />
EN 292-2 1991-09 Technische Leitsätze und Spezifikationen 114/WG 1<br />
EN 294 1992-06 Sicherheitsabstände gegen das Erreichen von Gefahrstellen 11 4/WG 2<br />
mit den oberen Gliedmaßen<br />
EN 349 1993-04 Mindestabstände zur Vermeidung des Quetschens von Körperteilen 11 4/WG 2<br />
EN 418 1992-10 NOT-AUS-Einrichtung 114/JWG 9<br />
EN 547-1 1996-12 Bestimmung von Abmessungen für Ganzkörper-Zugänge 122/WG 1<br />
an Maschinenarbeitsplätzen<br />
EN 547-2 1996-12 Bemessung von Zugangsöffnungen 122/WG 1<br />
EN 547-3 1996-12 Körpermaßdaten 122/WG 1<br />
EN 563 1994-06 Temperaturen berührbarer heißer Oberflächen 122/WG 3<br />
EN 574 1996-11 Zweihandschaltung 114/JWG 7<br />
EN 614-1 1995-02 Ergonomische Gestaltungsgrundsätze 122/WG 2<br />
EN 626-1 1994-09 Reduzierung des Gesundheitsrisikos durch Gefahrstoffe 11 4/WG 15<br />
Grundsätze<br />
EN 626-2 1996-07 Reduzierung des Gesundheitsrisikos durch Gefahrstoffe 11 4/ WG 15<br />
Überprüfungsverfahren<br />
EN 811 1996-10 Sicherheitsabstände gegen das Erreichen von Gefahrstellen 11 4/WG 2<br />
mit den unteren Gliedmaßen<br />
prEN 894-3 1992-10 Gestaltung von Stellteilen 122/ WG 6<br />
EN 953 1997-04 Gestaltung von trennenden Schutzeinrichtungen 11 4/WG 11<br />
EN 954-1 1996-12 Sicherheitsbezogene Teile von Steuerungen - Gestaltungsleitsätze 114/JWG 6<br />
EN 981 1996-12 Optische und akustische Gefahren- und Informations-signale 122/WG 8<br />
EN 982 1996-04 Fluidtechnische Anlagen und Bauteile - Hydraulik 114/WG 12<br />
EN 983 1996-04 Fluidtechnische Anlagen und Bauteile - Pneumatik 114/WG 12<br />
EN 999 1997-05 Anordnung von Schutzeinrichtungen hinsichtlich 114/WG 5<br />
Annäherungsgeschwindigkeiten<br />
prEN 1005-3 1993-01 Empfohlene Kraftgrenzen für Maschinenbetätigung 122/WG 4<br />
EN 1037 1995-12 Vermeidung von unerwartetem Anlauf 114/JWG 9<br />
EN 1050 1996-11 Risikobeurteilung 114/WG 14<br />
EN 1088 1995-12 Verriegelungseinrichtungen 114/WG 10<br />
EN 1127-1 1993-06 Explosionsschutz 114/WG 16<br />
EN 1760-1 1994-12 Schaltmatten und Schaltplatten 114/JWG 8<br />
prEN 1760-2 1996-03 Schaltleisten und Schaltstangen 114/JWG 8<br />
prEN 1921 1995-07 Integrierte Fertigungssysteme BTS 2/AH 8<br />
prEN 12198-1 1995-11 Strahlung 114/WG 13<br />
prEN 12437-1 1996-06 Wahl des Zugangs zwischen zwei Ebenen 114/WG 17<br />
prEN 12437-2 1996-06 Arbeitsbühnen und Laufstege 114/WG 17<br />
prEN 12437-3 1996-06 Treppen, Treppenleitern und Geländer 11 4/WG 17<br />
prEN 12437-4 1996-06 Ortsfeste Leitern 11 4/WG 17<br />
EN 12626 1997-02 Laserbearbeitungsmaschinen 123<br />
EN 50081-2 1993-08 Elektromagnetische Verträglichkeit (EMV) - Fachgrundnorm CLC/TC 110<br />
Störaussendung - Industriebereich<br />
prEN 50082-2 1996-08 Elektromagnetische Verträglichkeit (EMV) CLC/TC 110<br />
Fachgrundnorm Störfestigkeit - Industriebereich<br />
EN 61496-1 Berührungslos wirkende Schutzeinrichtungen<br />
Allgemeine Anforderungen<br />
EN 61496-2 Besondere Anforderungen für Maschinen mit AOPD<br />
EN 61496-3 Tastende Flächenscanner<br />
EN 60204-1 1992-10 Elektrische Ausrüstung von Maschinen CLC/TC 44x<br />
EN 61310-1 1995-03 Sichtbare, hörbare und tastbare Signale (früher prEN 50099-1) 114/JWG 4<br />
EN 61310-2 1995-03 Kennzeichnungsgrundsätze-(früher prEN 50099-2) 114/JWG 4<br />
54
© Uwe Binder<br />
Matsushita Electric Works<br />
Deutschland GmbH<br />
Rudolf-Diesel-Ring 2<br />
D-83607 Holzkirchen<br />
Telefon +49 (0) 80 24 6 48 - 0<br />
Telefax +49 (0) 80 24 6 48 – 5 53<br />
E-Mail: sensoren@euro.de.mew.<strong>co</strong>m<br />
www.matsushita.de<br />
www.sunx.de<br />
55