Ausscheidungshärtung IV - MaWi
Ausscheidungshärtung IV - MaWi
Ausscheidungshärtung IV - MaWi

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
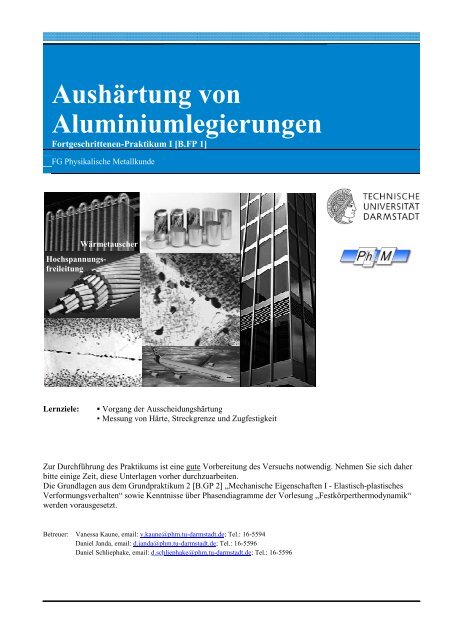
Aushärtung von<br />
Aluminiumlegierungen<br />
Fortgeschrittenen-Praktikum I [B.FP 1]<br />
FG Physikalische Metallkunde<br />
Hochspannungsfreileitung<br />
Wärmetauscher<br />
Lernziele:<br />
▪ Vorgang der <strong>Ausscheidungshärtung</strong><br />
▪ Messung von Härte, Streckgrenze und Zugfestigkeit<br />
Zur Durchführung des Praktikums ist eine gute Vorbereitung des Versuchs notwendig. Nehmen Sie sich daher<br />
bitte einige Zeit, diese Unterlagen vorher durchzuarbeiten.<br />
Die Grundlagen aus dem Grundpraktikum 2 [B.GP 2] „Mechanische Eigenschaften I - Elastisch-plastisches<br />
Verformungsverhalten“ sowie Kenntnisse über Phasendiagramme der Vorlesung „Festkörperthermodynamik“<br />
werden vorausgesetzt.<br />
Betreuer:<br />
Vanessa Kaune, email: v.kaune@phm.tu-darmstadt.de; Tel.: 16-5594<br />
Daniel Janda, email: d.janda@phm.tu-darmstadt.de; Tel.: 16-5596<br />
Daniel Schliephake, email: d.schliephake@phm.tu-darmstadt.de; Tel.: 16-5596
Inhaltsverzeichnis<br />
1 Einleitung 1<br />
2 Grundlagen 2<br />
2.1 Verfestigungsmechanismen 2<br />
2.1.1 Mechanismen der Teilchenhärtung 2<br />
2.2 <strong>Ausscheidungshärtung</strong> 3<br />
2.2.1 Kaltaushärtung 6<br />
2.2.2 Warmaushärtung 6<br />
2.2.3 Ausscheidungsfreie Zonen 7<br />
2.3 AlZnMg(Cu)-Legierungen 7<br />
2.3.1 Ausscheidungsverhalten der Legierung 7075 bei Kalt- und Warmaushärtung 8<br />
2.3.2 Spezielle Aspekte der Wärmebehandlung 9<br />
2.4 Härteprüfverfahren 11<br />
2.4.1 Brinellverfahren 11<br />
2.4.2 Vickersverfahren 11<br />
2.5 Zugversuch 12<br />
2.5.1 Zusammenhang zwischen Härte und Zugfestigkeit 12<br />
3 Versuchsdurchführung 13<br />
4 Ausarbeitung 13<br />
5 Fragen zur Vorbereitung 13<br />
6 Literatur 14
1 Einleitung<br />
Festigkeit und Verformbarkeit (Plastizität) sind wichtige<br />
mechanische Eigenschaften bei der Wahl einer Legierung und<br />
der Auslegung des Bauteils für den jeweiligen<br />
Anwendungsfall. Sie bestimmen einerseits die Widerstandsfähigkeit<br />
gegenüber der Einwirkung äußerer Beanspruchungen<br />
und sind andererseits die entscheidenden Parameter für die<br />
Verarbeitung der Werkstoffe zu Halbzeugen oder Formteilen.<br />
Als Kennwert für die Festigkeit wird die Streckgrenze, die<br />
höchst mögliche Beanspruchung, die der Werkstoff elastisch<br />
ertragen kann, verwendet. Im Transportbereich oder bei<br />
Sportartikeln ist eine hohe Festigkeit bei niedrigem Gewicht<br />
erforderlich.<br />
Im Gegensatz zum E-Modul erstreckt sich die Bandbreite der<br />
Festigkeit bei metallischen Werkstoffen über einen weiten<br />
Bereich. Bei Aluminiumlegierungen z. B. unterscheiden sich<br />
die Streckgrenzen je nach Legierung und Verarbeitung um<br />
mehr als den Faktor 10, von 30 bis 500 MPa bei nahezu<br />
unveränderter Dichte (s. Abb. 2).<br />
Aluminiumlegierungen werden in drei Hauptklassen aufgeteilt:<br />
Abb. 1 Spezifische Festigkeit verschiedener Werkstoffe<br />
• Gusslegierungen<br />
• aushärtbare Knetlegierungen<br />
• nicht aushärtbare Knetlegierungen<br />
Sie verdanken ihre Bedeutung einer Reihe sehr vorteilhafter<br />
Eigenschaften:<br />
• Günstiges Verhältnis von Festigkeit zu Dichte<br />
(Abb. 1)<br />
• Günstiges Verhältnis von elektrischer<br />
Leitfähigkeit zu Dichte<br />
• Gute Witterungs- und Korrosionsbeständigkeit<br />
Um Konstruktionswerkstoffe mit hoher Festigkeit zu<br />
entwickeln, muss die Bewegung der Versetzungen durch<br />
Hindernisse erschwert werden, da die plastische Verformung<br />
von Metallen im Wesentlich durch die Beweglichkeit der<br />
Abb. 2 Spezifische Festigkeit von Aluminiumlegierungen<br />
Versetzungen bestimmt wird. Die Festigkeitssteigerung kann durch<br />
unterschiedliche Arten erfolgen, wobei die <strong>Ausscheidungshärtung</strong><br />
die wichtigste Methode bei den Aluminiumlegierungen darstellt.<br />
In diesem Praktikumsversuch soll daher am Beispiel der Aluminium-Legierung EN AW 7075 der technisch wichtige<br />
Vorgang der <strong>Ausscheidungshärtung</strong> anhand der Änderung der mechanischen Eigenschaften gezeigt werden.<br />
Aushärtung von Aluminiumlegierungen 1
2 Grundlagen<br />
2.1 Verfestigungsmechanismen<br />
Die Steigerung der Festigkeit eines reinen, defektfreien<br />
Einkristalls kann auf die Hinderniswirkung unterschiedlicher<br />
Gitterdefekte auf die Versetzungs-Bewegung zurückgeführt<br />
werden (siehe Abb. 3):<br />
• Verformungsverfestigung<br />
• Mischkristallverfestigung<br />
• Feinkornhärtung<br />
• Teilchenhärtung (Ausscheidungen, Dispersoide)<br />
Die gesamte Festigkeitssteigerung ergibt sich aus der Summe<br />
der Einzelbeiträge.<br />
Im Folgenden wird nur auf die Teilchenhärtung eingegangen.<br />
Abb. 3 Festigkeitssteigerung ∆R durch verschiedene<br />
Hindernisarten.<br />
2.1.1 Mechanismen der Teilchenhärtung<br />
Grundlage der Teilchenhärtung ist die Wechselwirkung der Versetzungen mit den Teilchen, wodurch die<br />
Versetzungsbewegung behindert wird und eine zusätzliche Spannung nötig ist, um die gleiche plastische<br />
Verformung wie in einer ungestörten Matrix zu erzeugen.<br />
Bei den Teilchen unterscheidet man zwischen Dispersoiden und Ausscheidungen. Dispersoide sind weitgehend<br />
inkohärent, thermisch sehr stabil und werden häufig pulvermetallurgisch in die Matrix eingebracht. Ausscheidungen<br />
hingegen entstehen durch Phasenumwandlungen und sind von der Matrix durch Phasengrenzen getrennt, die<br />
kohärent, teilkohärent oder inkohärent vorliegen können. Je nach Art dieser Phasengrenzen wechselwirken die<br />
Versetzungen unterschiedlich mit den Ausscheidungsteilchen:<br />
Bei kohärenten Ausscheidungsteilchen setzt sich die kristallografische Ebene, auf der sich die Versetzung bewegt, in<br />
der Ausscheidung mit leichter Verzerrung fort. Kleine kohärente Teilchen werden von den Versetzungen geschnitten<br />
und jeweils um den Burgers-Vektor b abgeschert (Abb. 4).<br />
Abb. 4 Schneiden eines kohärenten Ausscheidungsteilchens<br />
Es entstehen neue Phasengrenzen, deren Energie beim Schneiden des kohärenten Ausscheidungsteilchens zusätzlich<br />
aufgebracht werden muss und dadurch einen Widerstand gegen die Versetzungsbewegung darstellt. Je größer die<br />
Teilchen werden, desto mehr Energie muss aufgebracht werden und desto größer ist auch der Widerstand gegen eine<br />
plastische Verformung und somit die Festigkeits-/Härtesteigerung (∆τ) durch den Schneidprozess:<br />
∆ ~ √<br />
<br />
Aushärtung von Aluminiumlegierungen 2
Erreichen die Teilchen einen kritischen Teilchenradius r crit , müssen die Versetzungen für den Schneidmechanismus<br />
zu viel Energie aufbringen und es ist leichter, die Teilchen zu umgehen. Dieser Umgehungsmechanismus wird als<br />
Orowan-Mechanismus bezeichnet. Dabei legt sich die Versetzungslinie um die Ausscheidung, bis es zur<br />
Annihilation kommt und ein Versetzungsring um die Ausscheidung zurück bleibt (Abb. 5)<br />
Abb. 5 Orowan-Mechanismus<br />
Abb. 6 Umgehungsmechanismus in Abhängigkeit des<br />
Teilchenabstandes L<br />
Je geringer der Abstand zwischen den Teilchen ist, die von der Versetzung umgangen werden (Abb. 6), desto mehr<br />
Energie muss die Versetzung für den Umgehungsmechanismus aufbringen. Die Festigkeits-/Härtesteigerung durch<br />
den Umgehungsmechanismus ist demnach umso größer, je geringer der Abstand der Ausscheidungsteilchen ist:<br />
∆ ~ 1 <br />
<br />
Inkohärente Ausscheidungen besitzen eine andere Kristallstruktur als die Matrix und werden von Versetzungen<br />
immer umgangen (Orowan-Mechanismus).<br />
2.2 <strong>Ausscheidungshärtung</strong><br />
Die Voraussetzungen für die Ausscheidung einer feindispersen zweiten Phase aus einem homogenen Mischkristall<br />
sind:<br />
• hohe Löslichkeit der Gleichgewichtsphase bei hohen Temperaturen<br />
• abnehmende Löslichkeit der Gleichgewichtsphase in der Matrix mit abnehmender Temperatur<br />
Die Legierung der Komponenten A und B (Abb. 7) weist auf der A-reichen Seite des Phasendiagramms eine<br />
ausgeprägte Randlöslichkeit auf und die Löslichkeit der Komponente B in der Komponente A nimmt mit sinkender<br />
Temperatur ab. Die Legierung AB ist also ausscheidungshärtbar. Der grundsätzliche Ablauf der<br />
<strong>Ausscheidungshärtung</strong> verläuft in drei Schritten:<br />
Aushärtung von Aluminiumlegierungen 3
Abb. 7 Schematisches Phasendiagramm einer ausscheidungshärtbaren<br />
Legierung<br />
Lösungsglühen (Homogenisieren):<br />
Eine Legierung der Komponenten A und B mit der<br />
Zusammensetzung X Leg wird bei einer Temperatur T h<br />
geglüht. Es entsteht ein homogener α-Mischkristall,<br />
in dem die B-Atome regellos Gitterplätze in der A-<br />
Matrix einnehmen.<br />
Abschrecken:<br />
Durch rasches Abkühlen von T h auf Raumtemperatur<br />
RT wird dieser homogene Zustand „eingefroren“.<br />
Die Legierungselemente (Komponente B) bleiben in<br />
der α-Matrix (Komponente A) zwangsgelöst. Es<br />
entsteht ein übersättigter Mischkristall, der<br />
thermodynamisch nicht stabil ist.<br />
Auslagern (Altern):<br />
Die Auslagerung des übersättigten Mischkristalls<br />
erfolgt bei einer Temperatur T w , die unterhalb der<br />
Segregatlinie liegt. Aus dem übersättigten α-<br />
Mischkristall scheidet sich die stabile und<br />
inkohärente Gleichgewichtsphase β mit dem<br />
Volumenanteil V β aus. Die verbleibende<br />
Konzentration an B-Atomen in der Matrix beträgt<br />
X w .<br />
Die Ausscheidung der inkohärente Gleichgewichtsphase β erfolgt allerdings nicht gleich zu Beginn des<br />
Auslagerungsprozesses, sondern über eine Ausscheidungssequenz. Je nach Auslagerungstemperatur und –dauer<br />
werden vor Beginn der Ausscheidung der stabilen β-Phase verschiedene metastabile Ausscheidungsphasen gebildet,<br />
die kohärente und teilkohärente Phasengrenzen zur Matrix besitzen (Abb. 8).<br />
Zu Beginn der Auslagerung bilden sich nach einer gewissen<br />
Inkubationszeit (für die Keimbildung) zunächst<br />
Ausscheidungsphasen mit kohärenten und teilkohärenten<br />
Phasengrenzen zur Matrix. Mit zunehmender<br />
Auslagerungsdauer t wachsen die Ausscheidungen aufgrund von<br />
Diffusionsprozessen, wodurch es für die Versetzungen immer<br />
schwerer wird, diese zu schneiden. Dies resultiert in einem<br />
Abb. 8 schematische Darstellung der Ausscheidungsfolge<br />
Festigkeits-/Härteanstieg (Abb. 9). Ab dem kritischen<br />
Teilchenradius setzt der Orowan-Mechanismus ein und die<br />
Ausscheidungsteilchen werden leichter umgangen als geschnitten. Mit zunehmender Auslagerungsdauer jedoch<br />
nimmt auch der Volumenanteil der (teil)kohärenten Ausscheidungsphase weiter zu, wodurch der Teilchenabstand L<br />
immer geringer wird und somit zu einem Festigkeits-/Härteanstieg führt. Die Probe befindet sich im<br />
Aushärtungszustand (Under-Aged).<br />
Wird der Gleichgewichtszustand (t GG ) erreicht, ist der Mischkristall gesättigt. Der Volumenanteil der<br />
ausgeschiedenen Phase ändert sich nicht mehr und die Hinderniswirkung auf die Versetzungen erreicht ein<br />
Maximum (maximal gehärteter Zustand = Peak-Aged). Die Ausscheidungen im Gleichgewichtszustand besitzen nun<br />
eine inkohärente Phasengrenze zur Matrix und werden von den Versetzungen nur noch umgangen. Mit weiterer<br />
Zunahme der Auslagerungsdauer t kommt es bei konstantem Volumenanteil zum weiteren Wachsen der<br />
inkohärenten Ausscheidungen auf Kosten von kleineren Ausscheidungen (Ostwald-Reifung). Daraus resultiert eine<br />
abnehmende Ausscheidungsanzahl und ein zunehmender Teilchenabstand L, wodurch die Ausscheidungen wieder<br />
leichter umgangen werden können. Die Festigkeit/Härte nimmt ab und die Probe befindet sich im überalterten<br />
Zustand (Over-Aged).<br />
Aushärtung von Aluminiumlegierungen 4
Abb. 9 Schematische Darstellung der Festigkeits-/Härtesteigerung durch die Ausscheidungen<br />
In Abhängigkeit von Auslagerungstemperatur und –zeit<br />
können bei aushärtbaren Aluminiumlegierungen<br />
verschiedene Werkstoffzustände eingestellt werden. Die<br />
Werkstoffzustände werden durch nachfolgende<br />
Bezeichnungen festgelegt, die durch zusätzliche Ziffern<br />
weiter unterteilt werden können (Abb. 10).<br />
F: Herstellungszustand<br />
O: Weichgeglüht<br />
H: Kaltverfestigt<br />
W: Lösungsgeglüht<br />
T: Wärmebehandelt auf andere stabile Zustände als F, O<br />
oder H<br />
Abb. 10 Wärmebehandlungszustände von Aluminiumlegierungen<br />
Je nach Werkstoffzustand werden unterschiedliche<br />
Aushärtungszustände erreicht (Abb. 11).<br />
Abb. 11 Aushärtungszustände durch die Wärmebehandlung<br />
Aushärtung von Aluminiumlegierungen 5
2.2.1 Kaltaushärtung<br />
Die Ausscheidungsfolge bei der Kaltaushärtung besteht aus zwei Schritten:<br />
α übers → Cluster → kohärente GP(II)-Zonen<br />
1. Im übersättigten α-Mischkristallgitter (α übers ) erfolgt eine homogene Entmischung<br />
→ Es entstehen sogenannte Cluster, Ansammlung von Legierungsatomen ohne erkennbare Struktur und<br />
Ordnung.<br />
2. Die Cluster entwickeln eine innere Struktur.<br />
→ Je nach Unterschied der Gitterparameter zwischen Matrix und Entmischungszone bilden sich kugel-,<br />
stäbchen- oder plättchenförmige Anordnungen von Legierungsatomen mit bestimmter Orientierung zum<br />
Kristallgitter der Matrix.<br />
→ Die Größe liegt im Bereich weniger Nanometer.<br />
→ Diese Zonen mit innerer Struktur werden als GP-Zonen bezeichnet (Guinier-Preston Zonen)<br />
Die Obergrenze des Temperaturbereiches für die Kaltaushärtung liegt je nach Legierungssystem zwischen 80 und<br />
100°C. Bei höheren Temperaturen lösen sich die GP(I)-Zonen auf oder sie wachsen auf Kosten nicht<br />
wachstumsfähiger Zonen und wandeln sich dabei in die nächst stabileren Formen, d. h. (GP(II)-Zonen und<br />
teilkohärente Ausscheidungen, um. Eine Kaltaushärtung liegt vor, wenn es während der Auslagerungsdauer<br />
ausschließlich zur Bildung von Clustern und GP-Zonen kommt.<br />
2.2.2 Warmaushärtung<br />
Je nach Höhe der Auslagerungstemperatur bilden sich metastabile Phasen, deren Zusammensetzung und Struktur<br />
zunehmend der jeweiligen Gleichgewichtsphase entsprechen.<br />
α übers → Cluster → kohärente GP(II)-Zonen → teilkohärente metastabile Übergangsphase →<br />
Gleichgewichtsphase<br />
Der Übergang von einem Ausscheidungsstadium zum nächsten geschieht je nach Legierungssystem durch die<br />
Vergrößerung wachstumsfähiger Ausscheidungen auf Kosten von Teilchen mit unterkritischer Größe. Die<br />
Kohärenzspannungen nehmen zu, bis die Gitterkohärenz teilweise oder ganz verloren geht. Der Verlust der<br />
Kohärenz erfolgt durch den Einbau von Versetzungen in der Grenzfläche zwischen Matrix und Ausscheidung. Bei<br />
hoher Auslagerungstemperatur und langer Auslagerungszeit wandeln sich die teilkohärenten Ausscheidungen in die<br />
stabile Gleichgewichtsphase um. Bei weiterer Wärmebehandlung kommt es zur Überalterung durch eine<br />
Vergröberung (Ostwaldreifung) und zum vollständigen Kohärenzverlust der Phasen, wodurch die Festigkeit<br />
abnimmt.<br />
Das erreichbare Härtemaximum wird durch die Anzahl, Größe<br />
und Verteilung der Ausscheidungsphasen sowie je nach<br />
Legierungsart durch kohärente GP(II)-Zonen (z.B. AlMgSi-<br />
Legierungen) oder teilkohärente Übergangsphasen (z.B.<br />
AlZnMg(Cu)-Legierungen) bestimmt.<br />
Höchste Härtesteigerung bei der Warmauslagerung erfordert:<br />
• möglichst hohe Teilchenzahl<br />
• geringen Teilchenabstand<br />
• gleichmäßige Verteilung<br />
• hohes Maß an Kohärenz<br />
Abb. 12 links:unterschiedliche Ausscheidungsphasen im<br />
2-Phasen-Gebiet, rechts: Temperaturbereiche und<br />
Auslagerungszeiten zur Einstellung der jeweiligen<br />
Ausscheidungsphase(n).<br />
Bei Legierungen, bei denen die Vorgängerphase die Keime für das<br />
nächste Stadium der Ausscheidungsfolge liefert (z.B. bei<br />
AlZnMg(Cu)-Legierungen), kann die Härte durch ein langsames<br />
Aufheizen auf die Auslagerungstemperatur oder durch eine<br />
Stufenauslagerung verbessert werden.<br />
Aushärtung von Aluminiumlegierungen 6
2.2.3 Ausscheidungsfreie Zonen<br />
An Korn- und Phasengrenzen ist die Diffusionsgeschwindigkeit erhöht, daher findet die Keimbildung dort bevorzugt<br />
statt. Außerdem sind Korn- und Phasengrenzen Leerstellensenken. In ihrer Umgebung ist die Diffusion behindert<br />
und Keimbildung erschwert. Daher kommt es in der Umgebung von Korn- und Phasengrenzen zur Verarmung von<br />
Legierungselementen und zum Abbau der Übersättigung. An den Korn- und Phasengrenzen entstehen<br />
ausscheidungsfreien Zonen (1 nm - 15 µm). In den ausscheidungsfreien Zonen kann sich die plastische Verformung<br />
konzentrieren, wodurch die Gefahr von Korngrenzenbruch erhöht wird. Daher wirken sich ausscheidungsfreie Zonen<br />
negativ auf die Duktilität aus. Je schneller die Abschreckgeschwindigkeit ist, umso schmaler sind die<br />
ausscheidungsfreien Zonen und umso homogener ist die plastische Verformung. Mit zunehmender<br />
Aushärtungstemperatur nimmt die Breite der ausscheidungsfreien Zonen zu.<br />
2.3 AlZnMg(Cu)-Legierungen<br />
Die AlZnMg(Cu)- Knetlegierungen sind aushärtbare Legierungen. Die Cu-haltigen Varianten mit Cu-Gehalten<br />
zwischen 0,5 und 2,5 Gew.-% werden wegen ihrer hohen Festigkeitseigenschaften als Walz-, Preß- und<br />
Schmiedeprodukte für strukturelle Anwendungen vor allem im Flugzeugbau und wegen ihrer ausgezeichneten<br />
Zerspanbarkeit als Walz- und Schmiedeprodukte im Formen und Werkzeugbau genutzt.<br />
Zn Mg Cu Fe Si Mn Cr Ti Al<br />
5,1-6,1 2,1-2,9 1,2-2,0 0,50 0,40 0,30 0,18-0,28 0,20 Rest<br />
Tab.1 Chemische Zusammensetzung der Aluminiumlegierung 7075 (Gew.%)<br />
Zink weist eine erhebliche Löslichkeit in<br />
Aluminium auf. Die Löslichkeit verringert sich<br />
stark mit sinkender Temperatur, aber die<br />
Festigkeitssteigerung durch eine<br />
<strong>Ausscheidungshärtung</strong> ist gering. Magnesium<br />
verringert die Löslichkeit von Zink im α-<br />
Mischkristalls und erhöht dadurch die<br />
Aushärtbarkeit. Durch den Zusatz von Kupfer<br />
wird die Löslichkeit weiter verringert. Außerdem<br />
wird die thermische Stabilität der<br />
Ausscheidungsphasen erhöht.<br />
Je nach Zn/Mg-Verhältnis besteht ein<br />
Gleichgewicht zwischen dem α-Mischkristall<br />
und der MgZn 2 (η-Phase) oder zwischen dem α-<br />
Mischkristall und der T-Phase (Al, Zn) 49 Mg 32<br />
(Abb. 13).<br />
Je nach Legierungszusammensetzung weisen die<br />
meisten ternären und quaternären AlZnMg(Cu)-<br />
Legierungen beide Gleichgewichtsphasen auf.<br />
Abb. 13 Isothermer Schnitt des ternären Phasendiagramms Al-Mg-Zn bei<br />
Raumtemperatur (Die η-Phase ist hier mit σ gekennzeichnet)<br />
Aushärtung von Aluminiumlegierungen 7
Bei 400°C und 500°C liegt die Aluminiumlegierung 7075 (rot gestrichelte Linien) als α-MK vor (Abb. 14). Mit<br />
sinkender Temperatur nähert sich das 3-Phasengebiet α-T-η der Legierungszusammensetzung. Mit Überschreiten<br />
der Segregatslinie befindet sich die Legierung in diesem Gebiet (Abb. 15) und der Aluminium-Mischkristall steht im<br />
thermodynamischen Gleichgewicht mit der T- und der η-Phase.<br />
Abb. 14 Schematische Darstellung der<br />
Legierungszusammensetzung im isothermen Schnitt des<br />
ternären Phasendiagramms Al-Mg-Zn bei 400°C und 500°C<br />
Abb. 15 Schematische Darstellung der<br />
Legierungszusammensetzung im isothermen Schnitt des<br />
ternären Phasendiagramms Al-Mg-Zn bei 200°C<br />
Das schnelle Abkühlen beim Abschrecken unterdrückt vorerst die Einstellung des thermodynamischen<br />
Gleichgewichtes, das heißt die Bildung der Gleichgewichtsphasen T und η. Durch anschließende Auslagerung<br />
bilden sich die jeweiligen Ausscheidungsphasen.<br />
2.3.1 Ausscheidungsverhalten der Legierung 7075 bei Kalt- und Warmaushärtung<br />
Die allgemeine Ausscheidungsfolge in AlZnMg(Cu)-Legierungen ist:<br />
αübersättigt → Cluster → GP-Zonen → η’ (kugelförmig) → η (MgZn 2 ) / T ((Al,Zn) 49 Mg 32 ).<br />
Zwischen Kalt- und Warmauslagerung bestehen grundsätzliche Unterschiede. Im Folgenden werden die<br />
verschiedenen Wärmebehandlungen einander gegenübergestellt:<br />
Kaltaushärtung<br />
Die Kaltaushärtung beruht auf:<br />
1. Bildung Zn-reicher Cluster<br />
2. Bildung von kugelförmigen, kohärenten GP-Zonen<br />
(zinkreiche (Mg, Zn)-Zonen)<br />
• Der Existenzbereich der GP-Zonen reicht von<br />
Raumtemperatur bis etwa 120 °C bis 150 °C<br />
• Der Existenzbereich der GP-Zonen überschneidet<br />
sich oberhalb 80°C mit dem der η’- und η -Phase<br />
Warmaushärtung<br />
1. Durch die Umwandlung der GP-Zonen bildet sich<br />
die metastabile, teilkohärente η’-Phase<br />
2. Mit zunehmender Überalterung (T7) bilden sich die<br />
inkohärenten η - und T-Gleichgewichtsphasen.<br />
• Der Temperaturbereich für die Bildung der η -Phase<br />
reicht von etwa ~150 °C bis 300 °C<br />
Aushärtung von Aluminiumlegierungen 8
Zeitlicher Verlauf der Kaltaushärtung der Legierung EN AW-7075<br />
Die GP-Zonen entstehen bei tieferen Temperaturen bzw.<br />
nach längeren Zeiten<br />
• Die Kaltaushärtung beginnt bei Raumtemperatur<br />
nach etwa einer Stunde<br />
• Der Aushärtungsbeginn verkürzt sich bei höheren<br />
Auslagerungstemperaturen<br />
• Der Prozess der Kaltaushärtung bei<br />
Raumtemperatur kann sich über mehrere Jahre<br />
erstrecken<br />
• Mit der Auslagerungszeit wachsen die GP-Zonen<br />
und die Festigkeit steigt auch noch nach Jahren<br />
kontinuierlich an<br />
Verlauf der Warmaushärtung der Legierung EN AW-7075<br />
(AlZn5,5MgCu)<br />
Der nicht monotone Kurvenverlauf der<br />
Härteentwicklung nach 2 Minuten bei 120 °C, kann mit<br />
einem Übergang von GP-Zonen-Härtung zu η’-Härtung<br />
erklärt werden<br />
Die Aufheizgeschwindigkeit ist ein wichtiger Parameter:<br />
• Bei langsamer Aufheizung:<br />
• GP-Zonen können sich ausbilden<br />
• GP-Zonen erreichen eine Größe, die<br />
wachstumsfähig ist bzw. die Umwandlung in die<br />
nächst stabilere Phase ermöglicht.<br />
2.3.2 Spezielle Aspekte der Wärmebehandlung<br />
Lösungsglühen<br />
Durch eine Lösungsglühung (Homogenisierung) bei Temperaturen, die je nach Legierungstyp zwischen 470° und<br />
560°C liegen, werden die Legierungselemente gleichmäßig in der Aluminiummatrix gelöst. Es entsteht ein<br />
homogener Mischkristall.<br />
Die Temperatur muss ausreichend hoch sein, damit die Legierungselemente gelöst werden, darf aber nicht so hoch<br />
sein, dass es zu Schmelzbereichen im Gefüge kommt. Daher sollte die Homogenisierungstemperatur unterhalb der<br />
eutektischen Temperatur liegen. Die Dauer der Homogenisierung ist abhängig von Materialstärke und<br />
Ofenbedingungen.<br />
Aushärtung von Aluminiumlegierungen 9
Abschrecken<br />
Das Abschrecken nach dem Homogenisieren muss so rasch<br />
erfolgen, dass die gleichmäßige Verteilung der Legierungselemente<br />
eingefroren wird. Ist die Abkühlgeschwindigkeit zu hoch, kommt es<br />
zu einem Verzug der Teile durch Eigenspannungen.<br />
In dem Temperatur-Zeit-Schaubild in Abb. 16 sind die Grenzen für<br />
5 % Erniedrigung der 0,2%-Dehngrenze bei Blechen aus den<br />
hochfesten Legierungen AA7075 und AA7050 dargestellt, wenn im<br />
Anschluss an das Abschrecken durch eine Auslagerung der Zustand<br />
T6 bzw. T76 eingestellt wurde.<br />
Die Form der Kurve verdeutlicht die Aushärtungskinetik:<br />
• Beim Durchlaufen des kritischen Temperaturbereichs nimmt die<br />
Übersättigung deutlich zu. Die Diffusionsgeschwindigkeit ist noch<br />
hoch.<br />
• Unterhalb des kritischen Temperaturbereichs nimmt die Diffusionsgeschwindigkeit ab. Die<br />
Abb. 16 Zeit-Temperatur -Kurven für Bleche aus<br />
den Legierungen 7075-T6 und 7050-<br />
Leerstellenübersättigung, die für die nachfolgenden Kalt- bzw. Warmaushärtungsprozesse von AlZnMg-<br />
Legierungen von Bedeutung ist, ändert sich ebenfalls weiterhin.<br />
Reicht die Abschreckgeschwindigkeit im kritischen Temperaturbereich nicht aus, bilden sich vor allem an den<br />
Korngrenzen vorzeitig Ausscheidungen.<br />
Über die Forderung, dass die genormten Festigkeitswerte erreicht<br />
werden müssen, kann eine kritische Abschreckgeschwindigkeit V krit<br />
definiert werden (Abb. 17).<br />
Die Abschreckgeschwindigkeit ist abhängig von:<br />
• Temperatur des Abschreckmittels<br />
• Wärmeübergang zwischen Metalloberfläche und<br />
Abschreckmittel<br />
• Materialdicke (Verhältnis von Oberfläche zu Volumen)<br />
Abb. 17 Kritische Abschreckgeschwindigkeit im<br />
Temperaturbereich zwischen 400 und 290 °C für<br />
verschiedene Legierungen.<br />
Abb. 18 kann die mittlere Abschreckgeschwindigkeit im<br />
kritischen Temperaturbereich für verschiedene<br />
Abschreckmedien bzw. Temperaturen entnommen<br />
werden.<br />
Abb. 18 Mittlere Abschreckgeschwindigkeit im kritischen<br />
Temperaturbereich zwischen 400° und 290 °C in<br />
Abhängigkeit von der Materialdicke<br />
Aushärtung von Aluminiumlegierungen 10
Die Änderungen der mechanischen Eigenschaften durch die <strong>Ausscheidungshärtung</strong> werden mittels der Härte und des<br />
Zugversuches gezeigt<br />
2.4 Härteprüfverfahren<br />
Härte ist der Widerstand eines Werkstoffes, den er dem Eindringen eines härteren Körpers in seine Oberfläche<br />
entgegensetzt. Sie ist abhängig von der plastischen Verformbarkeit und damit von der Beweglichkeit der<br />
Versetzungen.<br />
Die Härte kann nach folgenden grundsätzlichen Möglichkeiten ermittelt werden:<br />
• Eindringen eines Prüfkörpers unter statischer Belastung<br />
• Eindringen eines Prüfkörpers unter dynamischer Belastung<br />
• Rückprall infolge des elastischen Verhaltens des Prüfstückes.<br />
•<br />
Technische Bedeutung haben vor allem die Verfahren mit statischer Belastung. Hierbei wird die Prüfkraft stoßfrei<br />
aufgebracht und wirkt bei den meisten Verfahren ruhend für eine vorbestimmte Zeit auf die Probe ein. Nach dem<br />
Entlasten wird der verbleibende Eindruck ausgemessen. Zu den statischen Härteprüfverfahren zählen:<br />
• Brinell-Verfahren<br />
• Vickers-Verfahren<br />
• Rockwell-Verfahren<br />
2.4.1 Brinellverfahren<br />
Beim Brinellverfahren nach DIN EN ISO 6506 wird eine Hartmetall-Kugel mit dem Durchmesser D mit der<br />
gewählten Prüfkraft F 10 – 30 sek in die Oberfläche der Probe eingedrückt. Der Durchmesser d des Eindrucks wird<br />
anschließend vermessen (Abb. 19) und somit der Brinell-Härtewert HB nach folgender Formel berechnet:<br />
0,102 · 2<br />
<br />
· <br />
<br />
Die Brinell-Härteprüfung wird für weichere Werkstoffe angewendet.<br />
2.4.2 Vickersverfahren<br />
Das Vickersverfahren nach DIN EN ISO 6507 verwendet als<br />
Eindringkörper eine Diamantpyramide mit quadratischer Grundfläche<br />
(Eindringdauer 10-15 sek). Die Eindruckfläche wird aus dem Mittelwert<br />
der gemessenen Diagonalen d 1 und d 2 (Abb. 20) ermittelt und der<br />
Vickers-Härtewert HV berechnet gemäß:<br />
Abb. 19 Brinell-Verfahren<br />
0,189 · <br />
<br />
<br />
Abb. 20 Vickers-Verfahren<br />
Aushärtung von Aluminiumlegierungen 11
Die Prüfkraft F kann zwischen 1,96 N und 980 N gewählt werden, wodurch das Vickersverfahren auch in der<br />
Mikrohärteprüfung eingesetzt wird. Desweiteren eignet es sich für weiche und harte Werkstoffe, ebenso wie für<br />
Schichten (die Eindrucktiefe beträgt ca. der Eindruckdiagonalen). Der Flächenwinkel der Pyramide ist mit 136° so<br />
<br />
gewählt, dass die Härtewerte der Vickersprüfung und die der Brinellprüfung vergleichbar bzw. ineinander<br />
umrechenbar sind:<br />
0,95 · <br />
2.5 Zugversuch<br />
Die Festigkeit beschreibt den Widerstand eines Werkstoffs<br />
gegen plastische Verformung. Im einachsigen Zugversuch<br />
werden die R p0,2 -Streckgrenze sowie die Zugfestigkeit R m<br />
ermittelt. Die Duktilität beschreibt die Fähigkeit eines<br />
Werkstoffs, sich vor dem Bruch plastisch zu verformen.<br />
Ein Maß dafür sind die Bruchdehnung und die<br />
Brucheinschnürung, die im Zugversuch bestimmt werden.<br />
Der Ausscheidungszustand einer Aluminiumlegierung<br />
beeinflusst die mechanischen Eigenschaften des<br />
Werkstoffs, wobei durch die Auswahl einer<br />
Wärmebehandlung Festigkeit und Duktilität gezielt<br />
eingestellt werden können (Abb. 21).<br />
Abb. 21 Spannungs-Dehnungs-Diagramm unterschiedlich<br />
wärmebehandelter Zugproben. T64 = ausgehärtet (UA),<br />
T6=maximale ausgehärtet (PA), T7X=überaltert (OA)<br />
2.5.1 Zusammenhang zwischen Härte und Zugfestigkeit<br />
Die Härteprüfung ist ein einfaches und schnelles<br />
Hilfsmittel zur Beurteilung der mechanischen<br />
Eigenschaften. Allerdings ist die Härtemessung mit<br />
zahlreichen Effekten behaftet:<br />
• Verfestigungsverhalten<br />
• Spannungszustand<br />
• Warmverformungsgefüge oder rekristallisiertes<br />
Gefüge<br />
• Grobkornlage<br />
• Textur<br />
Daher ist eine Beurteilung über die Härte, ob der<br />
Wärmebehandlungszustand erfolgreich war, mit einer<br />
gewissen Unsicherheit verbunden.<br />
Im Zugversuch spielen diese Effekte keine so große<br />
Rolle. Gleichwohl kann über empirisch ermittelte Diagramme<br />
mithilfe von Härtemessungen auf die Zugfestigkeit<br />
geschlossen werden.<br />
.<br />
Abb. 22 Beziehung zwischen Brinellhärte und<br />
Zugfestigkeitseigenschaften von warmausgehärteten, hochfesten<br />
Aluminiumlegierungen und für AlMgSi-Legierungen<br />
Aushärtung von Aluminiumlegierungen 12
3 Versuchsdurchführung<br />
1) Acht Proben der Legierung 7075 werden bei 470°C homogenisiert und in einem Wasserbad abgeschreckt.<br />
2) Die Aushärtung wird durch Auslagern in einem Kammerofen bei 120°C für verschiedene Zeiten zwischen 0<br />
und 200 min vorgenommen. Bei einer Probe wird die Änderung der Härte bei Raumtemperatur beobachtet.<br />
Die Härte der Proben wird nach Brinell HBW 2,5/62,5 bestimmt.<br />
3) Für die Härtemessung werden desweiteren eine maximal ausgehärtete (T6=PA) und eine überalterte (T7=OA)<br />
Probe zur Verfügung gestellt.<br />
4) Die mechanischen Kennwerte verschieden wärmebehandelter Proben (T4, T6, T7-Zustand) werden mithilfe<br />
des Zugversuches ermittelt.<br />
4 Ausarbeitung<br />
1) Fertigen Sie ein Protokoll an, das in Einleitung, Grundlagen, Durchführung und Diskussion gegliedert ist. Der<br />
Grundlagenteil soll lediglich die für die Diskussion benötigten Grundlagen enthalten.<br />
2) Tragen Sie die gemessenen Härtewerte über die Auslagerungszeit für beide Wärmebehandlungszustände in<br />
einem Diagramm auf. Vergleichen und diskutieren Sie die Ergebnisse unter Berücksichtigung der Parameter<br />
der Wärmebehandlung (siehe Kapitel 0 und Abb. 18).<br />
3) Fertigen Sie ein Spannungs-Dehnungs-Diagramm an, das die Zugkurven der drei unterschiedlich<br />
wärmebehandelten Zugproben enthält und diskutieren Sie die Kurvenverläufe.<br />
4) Ordnen Sie die Zugfestigkeiten sowie die Härtewerte in Abb. 22 ein und diskutieren Sie eventuelle<br />
Abweichungen.<br />
5 Fragen zur Vorbereitung<br />
1) Durch was zeichnen sich Aluminiumlegierungen aus?<br />
2) Welche Verfestigungsmechanismen gibt es und welcher davon ist bei den Aluminiumlegierungen von großer<br />
technischer Bedeutung? Welche Mechanismen liegen ihm zugrunde?<br />
3) Was sind die Voraussetzungen für eine <strong>Ausscheidungshärtung</strong>? In welchen Schritten läuft diese ab?<br />
4) Welche Legierung wird in diesem Versuch verwendet?<br />
5) Welche speziellen Ausscheidungsphasen bilden sich?<br />
Aushärtung von Aluminiumlegierungen 13
6 Literatur<br />
• Ostermann, F: Anwendungstechnologie Aluminium, Springer 2007<br />
• http,//aluminium.matter.org.uk/content/html/GER/default.asp?catid=1&pageid=1<br />
• Porter, D. A., Easterling, K. E., Phase Transformation in Metals and Alloys, England, Van Nostrand Reinhold<br />
(intern.), 1981<br />
• Hornbogen, Eggeler, Werner: Werkstoffe: Aufbau und Eigenschaften von Keramik-, Metall-, Polymer- und<br />
Verbundwerkstoffen, Springer 2008<br />
• Gottstein: Physikalische Grundlagen der Materialkunde, Springer 2001<br />
Aushärtung von Aluminiumlegierungen 14