harting.de
harting.de
harting.de

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
Frequenz 30 MHz<br />
Frequenz 300 MHz<br />
AI-Bedampfung 25 µm<br />
AI-Bedampfung 50 µm<br />
AI-Bedampfung 100 µm<br />
Cu-Bedampfung<br />
Zinkspritzverfahren<br />
Cu-Referenz<br />
AI-Bedampfung 25 µm<br />
AI-Bedampfung 50 µm<br />
AI-Bedampfung 100 µm<br />
Cu-Bedampfung<br />
Zinkspritzverfahren<br />
Cu-Referenz<br />
Dynamikgrenze<br />
Abb. 1: Unbehan<strong>de</strong>lte und aufgeraute Kunststoffoberfläche<br />
(Bildgebung mittels non-taktiler 3D-Oberflächen-Rekonstruktion<br />
auf Basis von Lichtmikroskopie)<br />
ße, -form und -menge sowie die Auftreffgeschwindigkeit<br />
bestimmen das Ergebnis.<br />
In Abb. 1 ist <strong>de</strong>r Vergleich zwischen <strong>de</strong>r unbehan<strong>de</strong>lten<br />
und <strong>de</strong>r aufgerauten Oberfläche sichtbar gemacht. Die<br />
<strong>de</strong>utlich erhöhte Rauigkeit nach <strong>de</strong>m Partikelbeschuss<br />
führt zu einer optimalen Verzahnung <strong>de</strong>r aufgebrachten<br />
Zinkschicht mit <strong>de</strong>r Kunststoffoberfläche. Dadurch wird<br />
die Haftfestigkeit von 3-5 N/mm 2 erreicht, die damit <strong>de</strong>r<br />
UL 746C entspricht.<br />
Die optimale Schichtdicke liegt typischerweise zwischen<br />
100 µm und 150 µm. Sie verkörpert damit ein hohes Maß<br />
an Robustheit und Langlebigkeit mit ausreichen<strong>de</strong>r Elastizität<br />
zur Kompensation <strong>de</strong>r unterschiedlichen Wärmeaus<strong>de</strong>hnungskoeffizienten.<br />
EMV-Eigenschaften von Zink<br />
Die elektrischen Schirmeigenschaften unterschiedlicher<br />
Beschichtungsverfahren wur<strong>de</strong>n im Fraunhofer Institut<br />
für Schicht- und Oberflächentechnik (IST) in Braunschweig<br />
gemessen und mit <strong>de</strong>r Zinkschicht verglichen.<br />
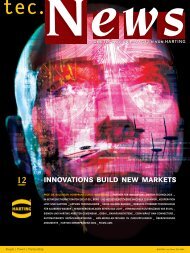
Die in Abb. 2 dargestellten Ergebnisse mit <strong>de</strong>n Zinkschichten<br />
sind überzeugend. Über das gesamte hier<br />
nicht abgebil<strong>de</strong>te Spektrum lassen sich Dämpfungen im<br />
Bereich von 70 bis 110 dB im Frequenzbereich zwischen<br />
10 MHz und 1 GHz erreichen.<br />
Das in Abb. 4 gezeigte Ablaufdiagramm beschreibt die<br />
Arbeitsfolgen <strong>de</strong>r Anlage.<br />
50 60 70 80 90 100<br />
Schirmdämpfung [dB]<br />
Abb. 2: Durchstrahldämpfung bei unterschiedlichen Frequenzen<br />
Metallisierungsprozess<br />
Die Kunststoffgehäuse wer<strong>de</strong>n in rahmenförmigen Werkstückträgern<br />
mit <strong>de</strong>n Abmessungen 1500 mm * 1200 mm<br />
aufgenommen und mittels eines vollautomatischen För<strong>de</strong>rsystems<br />
durch die Anlage geführt. Dem För<strong>de</strong>rsystem<br />
stehen kontinuierlich acht Rahmen zur Verfügung. Je<strong>de</strong>r<br />
einzelne Rahmen trägt vier Ab<strong>de</strong>ckwerkzeuge, die einerseits<br />
das zu metallisieren<strong>de</strong> Gehäuseteil aufnehmen und<br />
an<strong>de</strong>rerseits die äußere Seite bzw. weitere frontseitige<br />
Flächen vor jeglicher Metallisierung abschirmen. Auf<br />
diese Weise lassen sich in einem Durchlauf maximal 32<br />
unterschiedliche Aufträge abarbeiten.<br />
Ermöglicht wird das durch Transpon<strong>de</strong>r, die mit je<strong>de</strong>m<br />
Ab<strong>de</strong>ckrahmen verbun<strong>de</strong>n sind.<br />
Beim Einfahren in die bei<strong>de</strong>n hermetisch geschlossenen<br />
Aufrau- und Metallisierungskabinen wird das Programm<br />
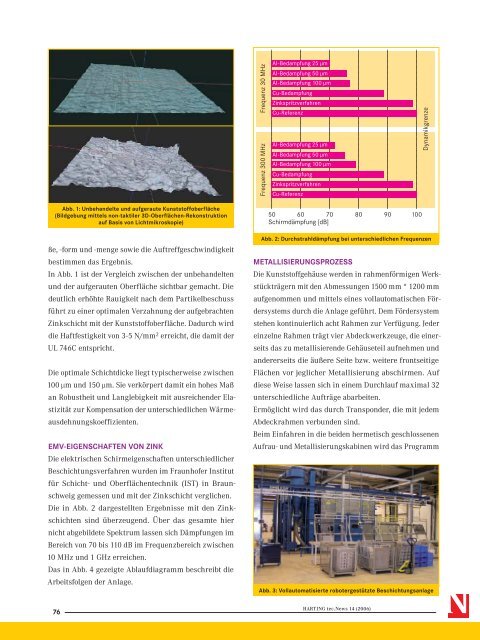
Abb. 3: Vollautomatisierte robotergestützte Beschichtungsanlage<br />
76<br />
HARTING tec.News 14 (2006)