- Seite 1 und 2: INHALT & EINLEITUNG TOOLING-systemE
- Seite 3 und 4: INHALT IM63 XMZ Seiten B93-98 weldo
- Seite 5 und 6: EINLEITUNG Modulares Adaptersystem
- Seite 7 und 8: EINLEITUNG Auswuchtbare Spannzangen
- Seite 9 und 10: EINLEITUNG Auswuchtbare Spannzangen
- Seite 11 und 12: EINLEITUNG Kraftspannfutter Bie die
- Seite 13: EINLEITUNG Radial einstellbares Boh
- Seite 17 und 18: EINLEITUNG ER-Spannzangenfutter - E
- Seite 19 und 20: Hydro-Dehnspannfutter ISCAR führt
- Seite 21 und 22: WERKZEUGAUFNAHMEN B1
- Seite 23 und 24: DIN69871-A/B
- Seite 25 und 26: DIN69871-ER (Form AD oder B) DIN 64
- Seite 27 und 28: l DIN69871-ER-SHORT Kurze ER-Spannz
- Seite 29 und 30: l DIN69871-MAXIN-BIN Auswuchtbare K
- Seite 31 und 32: l DIN69871-HYDRO Kurze Hydro-Dehnsp
- Seite 33 und 34: DIN69871-EM (DIN 6359-HB) Weldon-Sp
- Seite 35 und 36: l DIN69871-SRK Schrumpffutter AT3 T
- Seite 37 und 38: DIN69871-SEM ISO 3937 Aufsteckfräs
- Seite 39 und 40: DIN69871-SEMC DIN 6358 COMBI Aufste
- Seite 41 und 42: DIN69871-MT-DRW DIN 6364 Zwischenh
- Seite 43 und 44: ADJ DIN69871-ER Ausrichtbare Spannz
- Seite 45 und 46: l DIN69871-CF CLICKFIT-Aufnahmen A
- Seite 47 und 48: DIN69893 HSK A/E B27
- Seite 49 und 50: HSK E-ER DIN6499 ER Spannzangenfutt
- Seite 51 und 52: HSK A-ER DIN6499 ER-Spannzangenfutt
- Seite 53 und 54: l HSK A-ER-BIN (BALANCIN) DIN6499 a
- Seite 55 und 56: l HSK A-MAXIN-BIN (BALANCIN) Auswuc
- Seite 57 und 58: l HSK A-HYDRO (lang) Lange Hydrodre
- Seite 59 und 60: HSK A-EM (DIN 1835 Form E) Whistle
- Seite 61 und 62: l HSK A-SRKIN (Fortsetzung) Schrump
- Seite 63 und 64: l HSK E-SRK Schrumpffutter A 0.003
- Seite 65 und 66:
HSK A-SEM Aufsteckfräserdorn ISO 3
- Seite 67 und 68:
HSK A-MT DIN 6383/DIN228-2 Form D Z
- Seite 69 und 70:
l ADJ HSK A-ER Ausrichtbare Spannza
- Seite 71 und 72:
l HSK A-CF (CLICKFIT) Modulares Sys
- Seite 73 und 74:
CAMFIX DIN 26623-1 B53
- Seite 75 und 76:
CAMFIX - Anleitung für die Klemmun
- Seite 77 und 78:
C#-ER-M DIN 6499 lange ER-Mini-Span
- Seite 79 und 80:
C#-EM-E Whistle Notch-Aufnahmen A 0
- Seite 81 und 82:
C#-SEM Aufsteckfräserdorn mit Inne
- Seite 83 und 84:
l ADJ C# - Grundhalter 58-60 HRc
- Seite 85 und 86:
BT MAS-403 B65
- Seite 87 und 88:
BT-ER DIN 6499 Spannzangenfutter A
- Seite 89 und 90:
BT-FC-ER Spannzangenfutter mit Axia
- Seite 91 und 92:
l BT-MAXIN Kraftspannfutter A 0.003
- Seite 93 und 94:
l BT-HYDRO Hydro-Dehnspannfutter A
- Seite 95 und 96:
BT-EM (Kühlmitteldüse) Kurze DIN6
- Seite 97 und 98:
BT-FC-EM Weldonfutter mit Axialanla
- Seite 99 und 100:
l BT-SRKIN Schrumpffutter nach DIN
- Seite 101 und 102:
l BT-SRK Spannzangenfutter A 0.005
- Seite 103 und 104:
BT-SEM-C ISO 3937 Aufsteckfräserdo
- Seite 105 und 106:
BT-FM DIN 6357 Aufsteckfräserdorne
- Seite 107 und 108:
BT-DC-B DIN 238 Aufnahme für Bohrf
- Seite 109 und 110:
l ADJ BT-ER DIN 6499 ER ausrichtbar
- Seite 111 und 112:
l GTI BT-ER DIN 6499 ER Gewindeschn
- Seite 113 und 114:
ISO 26622-1 IM63 XMZ B93
- Seite 115 und 116:
l IM63 XMZ-SRKIN Schrumpffutter fü
- Seite 117 und 118:
IM63 XMZ-ER ER-Spannzangenfutter f
- Seite 119 und 120:
DIN2080, R-8 BRIGEPORT, MORSE-KEGEL
- Seite 121 und 122:
KIT DIN2080-ER Enthält 1 ER-Spannz
- Seite 123 und 124:
DIN2080-SEMC DIN6358 COMBI-Aufsteck
- Seite 125 und 126:
DIN2080-MT DIN 6383 Zwischenhülsen
- Seite 127 und 128:
MT-ER DIN 6499 ER-Spannzangenfutter
- Seite 129 und 130:
ZYLINDERSCHÄFTE & VDI-SCHÄFTE B10
- Seite 131 und 132:
Zylinderschaft ST-ER DIN 6499 ER-Sp
- Seite 133 und 134:
Zylinderschaft ST-ER-MF-D Zweiseiti
- Seite 135 und 136:
FLEXFIT, CLICKFIT B115
- Seite 137 und 138:
l S M Zylinderschäfte für Werkzeu
- Seite 139 und 140:
MM CAB Flexfit auf MULTI MASTER-Ada
- Seite 141 und 142:
Zylinderschaft l ST-CF (CLICKFIT) C
- Seite 143 und 144:
Ausrichtbare Aufnahmen B123
- Seite 145 und 146:
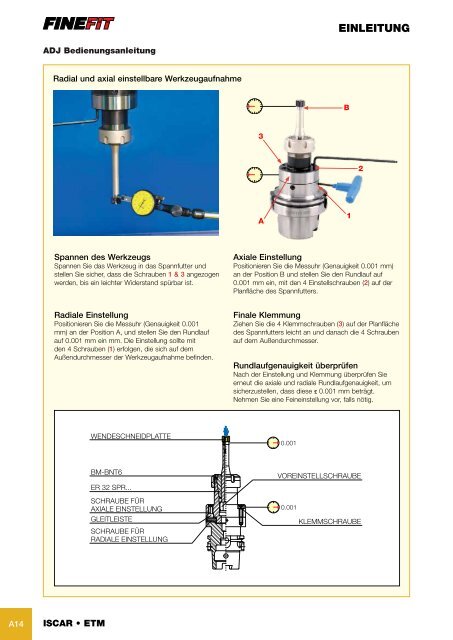
ADJ ER NOSE Radial und axial einste
- Seite 147 und 148:
l GYRO ST-ER Einstellbare GYRO ER-S
- Seite 149 und 150:
l GYRO DIN69880-ER GYRO einstellbar
- Seite 151 und 152:
0 +0.4 0 0 0 Auf einer Fräsmaschin
- Seite 153 und 154:
GEWINDESCHNEIDFUTTER B133
- Seite 155 und 156:
Zylinderschaft l GFI MT-ER Pendelfu
- Seite 157 und 158:
EINLEITUNG GTI/GTIN - Gewindeschnei
- Seite 159 und 160:
GTIN ER-JIS Gewindebohrzangen, basi
- Seite 161 und 162:
ER, SC & SHRINK SPANNZANGEN B141
- Seite 163 und 164:
ER-Spannzangen (DIN6499) Standard 3
- Seite 165 und 166:
ER-Spannzangen (DIN6499) ER-SPR DIN
- Seite 167 und 168:
ER-Spannzangen (DIN6499) ER-SEAL DI
- Seite 169 und 170:
Thermisches Schrumpfspannzangen-Sys
- Seite 171 und 172:
Thermisches ER... SRK Schrumpfspann
- Seite 173 und 174:
l ER-SRK-JET2 (SHRINKIN) Schrumpffu
- Seite 175 und 176:
SHRINKIN Induktionsschrumpfgerät B
- Seite 177 und 178:
SHRINKIN Thermische Schrumpfspannza
- Seite 179 und 180:
l ER-SRF SHRINKIN Schrumpffutter mi
- Seite 181 und 182:
ER-Spannzangen SET ER-SPR Sets DIN
- Seite 183 und 184:
ER-Spannzangen SET ER-SEAL-EM JET2
- Seite 185 und 186:
SET SC-SEAL Sets mit zylindrischen
- Seite 187 und 188:
HYDROFIT KITS & ZUBEHÖR B167
- Seite 189 und 190:
l SC-HYDRO Abgedichtete Reduzierhü
- Seite 191 und 192:
ZUBEHÖR B171
- Seite 193 und 194:
Zubehör PS BT-MAS Anzugsbolzen L2
- Seite 195 und 196:
Zubehör NUT ER-TOP ER-TOP Spannmut
- Seite 197 und 198:
Zubehör PRESET ER-JET Voreinstells
- Seite 199 und 200:
Zubehör WRENCH SEMC Spannschlüsse
- Seite 201 und 202:
ZUSATZGERÄTE B181
- Seite 203 und 204:
Elektrische Spanneinheit mit Drehmo
- Seite 205 und 206:
Modularer Torx-Schlüssel mit Drehm
- Seite 207 und 208:
Eigenschaften • Sorgt für korrek
- Seite 209 und 210:
TORQBEAM Torx Bit Sets TB TORX BIT
- Seite 211 und 212:
ITSBORE Modulares spindelsystem C1
- Seite 213 und 214:
Das ITSBore-System Schäfte SKA/SKB
- Seite 215 und 216:
6 7 5 6 Das ITSBore-System 2 mm Sch
- Seite 217 und 218:
Auswahlhilfe für ITSBore-Spindelk
- Seite 219 und 220:
SKA-MB Steilkegelaufnahme DIN69871
- Seite 221 und 222:
HSK A-MB DIN 69893 HSK A-Steilkegel
- Seite 223 und 224:
IM63 XMZ MB ISO 26622-1 XMZ-Steilke
- Seite 225 und 226:
BTB-MB BT MAS-403 Type B-Steilkegel
- Seite 227 und 228:
ST-MB-E Hartmetall-Zylinderschaftau
- Seite 229 und 230:
MB-BL-RING Einstellbare Auswuchtrin
- Seite 231 und 232:
RE MB-AVI Vibrationsdämpfende Redu
- Seite 233 und 234:
CC MB-ER DIN 6499 ER-Spannzangenauf
- Seite 235 und 236:
STUB MB STUB 60-Halter mit MB80-Sch
- Seite 237 und 238:
AMT MB-MT Aufnahmen für DIN 228 A/
- Seite 239 und 240:
BHR MB Schrupp-Spindelköpfe für d
- Seite 241 und 242:
TCH AL Schrupp- und Schlichtspindel
- Seite 243 und 244:
IHCR Schrupp-Spindelklemmhalter mit
- Seite 245 und 246:
IHSR-CH Faswerkzeuge für BHR-Schru
- Seite 247 und 248:
BHC MB Kombi-Schrupp- und Schlicht-
- Seite 249 und 250:
IHSR-C Schrupp-Spindelklemmhalter f
- Seite 251 und 252:
Übersicht der Schlicht-Spindelköp
- Seite 253 und 254:
Übersicht der Schlicht-Spindelköp
- Seite 255 und 256:
6 6 1 Schlicht-Spindelköpfe mit Au
- Seite 257 und 258:
5 6 5 6 Übersicht der Schlicht-Spi
- Seite 259 und 260:
5 6 Übersicht der Schlicht-Spindel
- Seite 261 und 262:
Wuchtgangabe für eine Vielzahl von
- Seite 263 und 264:
IHAXF Bohrstangen für Schlicht-Spi
- Seite 265 und 266:
IHAXF-E Vibrationsdämpfende Bohrst
- Seite 267 und 268:
ADBH Reduzierung für Schlicht-Spin
- Seite 269 und 270:
BHF L200 Schlicht-Spindelkopf für
- Seite 271 und 272:
TCH AL Bereich der Schlicht-Spindel
- Seite 273 und 274:
6 7 8 9 0 5 IHRF-CH Faswerkzeuge f
- Seite 275 und 276:
USER GUIDE Spindel-Kit BHE MB50-50x
- Seite 277 und 278:
USER GUIDE Spindel-Kit BHE MB63-63
- Seite 279 und 280:
USER GUIDE KIT BHF MB-BL Enthält e
- Seite 281 und 282:
USER GUIDE 2 µm Spindel-Kit BHF MB
- Seite 283 und 284:
5 6 3 4 5 6 72 8 9 0 3 4 5 6 72 KIT
- Seite 285 und 286:
CCMT/CCGT-SM Einseitige Drehwendesc
- Seite 287 und 288:
CCMT/CCGT Positive, 80° rhombische
- Seite 289 und 290:
CCGT-AS Positive, 80° rhombische D
- Seite 291 und 292:
DCMT/DCGT Positive, 55° rhombische
- Seite 293 und 294:
SCMT-14 Positive, quadratische Dreh
- Seite 295 und 296:
WCGT Positive Trigon-Drehwendeschne
- Seite 297 und 298:
PLT Schutzplatte zum Schutz bei der
- Seite 299 und 300:
ZUBEHÖR BHF - ERSATZTEILE BHF IHFF
- Seite 301 und 302:
ZUBEHÖR BHE - ERSATZTEILE BHE IHFF
- Seite 303 und 304:
TCH - ERSATZTEILE ZUBEHÖR IHSR 161
- Seite 305 und 306:
BHFH - ERSATZTEILE ZUBEHÖR IHFF...
- Seite 307 und 308:
USER GUIDE Schnitttiefe Schnittdate
- Seite 309 und 310:
3 4 5 6 72 USER GUIDE Schlicht-Spin
- Seite 311 und 312:
USER GUIDE BHR - Schnittwerte zum S
- Seite 313 und 314:
USER GUIDE BHR - Schnittwerte zum S
- Seite 315 und 316:
USER GUIDE BHR - Schnittwerte zum S
- Seite 318 und 319:
Alphabetischer Index A ADBH C57 ADJ
- Seite 320 und 321:
B BT-EM (DIN 1835 Form E) B78 BT-ER
- Seite 322 und 323:
C CCMT/CCGT-SM C75 CCMT (PCD) C78 C
- Seite 324 und 325:
D DIN2080-SEMC B103 DIN69871-AD B20
- Seite 326 und 327:
E ER-SPR (Spannzange DIN6499) B145
- Seite 328 und 329:
H HSK A-MB C11 HSK A-MT B47 HSK A-O
- Seite 330 und 331:
I IM63 XMZ-ER B97 IM63 XMZ-ER-M B97
- Seite 332 und 333:
N NUT ER-SHORT B176 NUT ER-TOP B175
- Seite 334 und 335:
S SHORTIN A16 SHRINKIN B149 SKA-MB
- Seite 336:
Ihr genialer Werkzeug-Berater Der I