
Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
10<br />
Report<br />
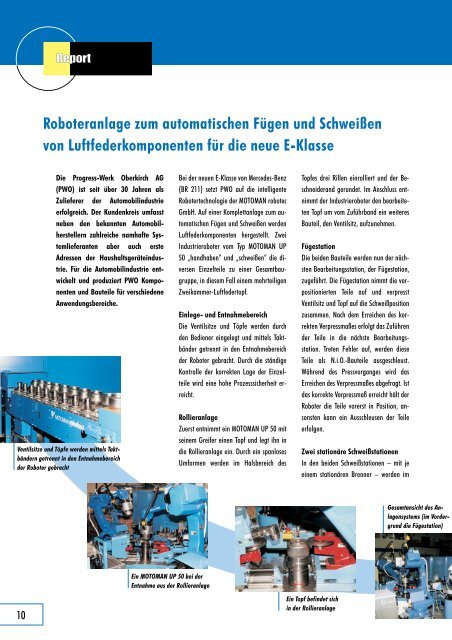
Roboteranlage zum automatischen Fügen und Schweißen<br />
von Luftfederkomponenten für die neue E-Klasse<br />
Die Progress-Werk Oberkirch AG<br />
(PWO) ist seit über 30 Jahren als<br />
Zulieferer der Automobilindustrie<br />
erfolgreich. Der Kundenkreis umfasst<br />
neben den bekannten Automobilherstellern<br />
zahlreiche namhafte Systemlieferanten<br />
aber auch erste<br />
Adressen der Haushaltsgeräteindustrie.<br />
Für die Automobilindustrie entwickelt<br />
und produziert PWO Komponenten<br />
und Bauteile für verschiedene<br />
Anwendungsbereiche.<br />
Ventilsitze und Töpfe werden mittels Taktbändern<br />
getrennt in den Entnahmebereich<br />
der Roboter gebracht<br />
Ein MOTOMAN UP 50 bei der<br />
Entnahme aus der Rollieranlage<br />
Bei der neuen E-Klasse von Mercedes-Benz<br />
(BR 211) setzt PWO auf die intelligente<br />
Robotertechnologie der MOTOMAN robotec<br />
GmbH. Auf einer Komplettanlage zum automatischen<br />
Fügen und Schweißen werden<br />
Luftfederkomponenten hergestellt. Zwei<br />
Industrieroboter vom Typ MOTOMAN UP<br />
50 „handhaben“ und „schweißen“ die diversen<br />
Einzelteile zu einer Gesamtbaugruppe,<br />
in diesem Fall einem mehrteiligen<br />
Zweikammer-Luftfedertopf.<br />
Einlege- und Entnahmebereich<br />
Die Ventilsitze und Töpfe werden durch<br />
den Bediener eingelegt und mittels Taktbänder<br />
getrennt in den Entnahmebereich<br />
der Roboter gebracht. Durch die ständige<br />
Kontrolle der korrekten Lage der Einzelteile<br />
wird eine hohe Prozesssicherheit erreicht.<br />
Rollieranlage<br />
Zuerst entnimmt ein MOTOMAN UP 50 mit<br />
seinem Greifer einen Topf und legt ihn in<br />
die Rollieranlage ein. Durch ein spanloses<br />
Umformen werden im Halsbereich des<br />
Topfes drei Rillen einrolliert und der Beschneiderand<br />
gerundet. Im Anschluss entnimmt<br />
der Industrieroboter den bearbeiteten<br />
Topf um vom Zuführband ein weiteres<br />
Bauteil, den Ventilsitz, aufzunehmen.<br />
Fügestation<br />
Die beiden Bauteile werden nun der nächsten<br />
Bearbeitungsstation, der Fügestation,<br />
zugeführt. Die Fügestation nimmt die vorpositionierten<br />
Teile auf und verpresst<br />
Ventilsitz und Topf auf die Schweißposition<br />
zusammen. Nach dem Erreichen des korrekten<br />
Verpressmaßes erfolgt das Zuführen<br />
der Teile in die nächste Bearbeitungsstation.<br />
Treten Fehler auf, werden diese<br />
Teile als N.i.O.-Bauteile ausgeschleust.<br />
Während des Pressvorganges wird das<br />
Erreichen des Verpressmaßes abgefragt. Ist<br />
das korrekte Verpressmaß erreicht hält der<br />
Roboter die Teile vorerst in Position, ansonsten<br />
kann ein Ausschleusen der Teile<br />
erfolgen.<br />
Zwei stationäre Schweißstationen<br />
In den beiden Schweißstationen – mit je<br />
einem stationären Brenner – werden im<br />
Ein Topf befindet sich<br />
in der Rollieranlage<br />
Gesamtansicht des Anlagensystems<br />
(im Vordergrund<br />
die Fügestation)