DRUCKLUFT KOMMENTARE - Atlas Copco
DRUCKLUFT KOMMENTARE - Atlas Copco
DRUCKLUFT KOMMENTARE - Atlas Copco

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
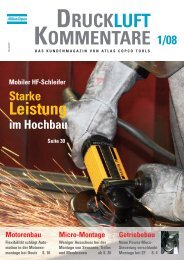
Die in die Vorrichtung (im Bild links<br />
vor dem Motor) eingebaute<br />
Schraubspindel wird in ihrem ganzen<br />
Leben keine Schraube zu<br />
Gesicht bekommen. Denn sie ist<br />
nicht zum Schrauben, sondern nur<br />
zum Prüfen da: Sie prüft über ein<br />
so genanntes Gauging-Programm<br />
den Leichtlauf der Kurbelwelle nach<br />
der Lagerschalenmontage anhand<br />
der Reibwerte.<br />
Der Ablauf ist nach wie vor der gleiche:<br />
Von Hand werden die Lagerschalen<br />
ins Kurbelgehäuse eingesetzt und mit<br />
Öl geschmiert. Sodann wird die Kurbelwelle<br />
eingelegt und einmal per Hand<br />
gedreht, damit sich das Öl verteilt. Sind<br />
dann auch die oberen Lagerschalen aufgelegt<br />
und die Schraubbolzen eingesteckt,<br />
taktet die so vormontierte Kurbelwelle<br />
in die Montagestation zur<br />
automatischen Verschraubung der<br />
Lager mit exakt 240 Nm. Die übernimmt<br />
ein ABB-Roboter, der vier<br />
Schraubspindeln führt. Vier reichen, da<br />
die Kurbelwellenlager dieser Motoren<br />
alle gleich sind.<br />
Sobald der Roboter seine Arbeit verrichtet<br />
hat, kommt die fünfte Schraubspindel<br />
der Montagestation zum Zug.<br />
Sie setzt an der Welle an, dreht diese<br />
und prüft anhand des zu überwindenden<br />
Reibmoments die Leichtgängigkeit.<br />
Sollte die Kurbelwelle bei der Vormon-<br />
tage fehlerhaft montiert, schlecht oder<br />
gar nicht geölt sein, sich ein Span oder<br />
Schmutz in oder unter einer Lagerschale<br />
befinden – die Prüfspindel bemerkt<br />
das und meldet „nacharbeiten“. Heute<br />
allerdings sehr viel seltener als früher.<br />
Denn bis vor etwa einem Jahr war<br />
die prüfende Spindel nicht in der Lage,<br />
eine fehlerhaft eingelegte Kurbelwelle<br />
von einer ungleichmäßig geölten zu<br />
unterscheiden. Das lag daran, dass die<br />
zum Schrauben ausgelegte Spindelsteuerung<br />
für den Prüfmodus die<br />
Hilfe einer zusätzlichen<br />
Servosteuerung benötigte.<br />
Damit war es<br />
PRÜFEN<br />
aber leider nicht<br />
(wie beim<br />
Schrauben) möglich,<br />
den Anstieg<br />
des Reibmoments<br />
über den<br />
Drehwinkel zu<br />
verfolgen und eine<br />
differenzierte Beurteilung<br />
des Reibwertverlaufs<br />
abzugeben beziehungsweise<br />
flexibel zu reagieren. Die kritischen<br />
Reibmomente musste man empirisch<br />
über simulierte Montagefehler<br />
ermitteln und konnte sie nur innerhalb<br />
starrer Grenzen überprüfen.<br />
Neue Spindeln und Software<br />
bieten absolute Sicherheit<br />
Dabei war nie ganz sicher, ob die<br />
„n.i.O.“ („nicht in Ordnung“) gemeldete<br />
Kurbelwelle nicht vielleicht doch in<br />
Ordnung war und umsonst in die Nacharbeit<br />
ging. Wurde die vorgegebene<br />
Reibmomentgrenze zum Beispiel schon<br />
beim Andrehen der Kurbelwelle (Losbrechmoment)<br />
überschritten, musste<br />
das nicht unbedingt eine fehlerhafte<br />
Das Wichtigste<br />
� Die Gauging-Software (Prüfprogramm)<br />
läuft über die Power-Macs-<br />
Schraubersteuerung der QMX-Spindeln.<br />
Automobilindustrie<br />
Welle oder nicht richtig geölte Lager<br />
bedeuten. Vielleicht hatte sich das Öl<br />
nur noch nicht richtig verteilt. Dann<br />
wäre das Reibmoment schon nach drei<br />
Umdrehungen wieder unter den kritischen<br />
Wert abgefallen und keine N.i.O.-<br />
Meldung erfolgt, also unnötige Nacharbeit,<br />
sprich Demontage, erspart geblieben.<br />
Schließlich kostet jeder abgewiesene<br />
Motor Taktzeit und bindet Personal.<br />
So war man in Mannheim sehr interessiert,<br />
als <strong>Atlas</strong> <strong>Copco</strong> Tools, der Hersteller<br />
der fünf Schraubspin-<br />
deln in der Kurbelwellen-Montagestation,<br />
für seine jüngste,<br />
QMX genannte<br />
Einbauspindel-<br />
Generation vor<br />
gut zwei Jahren<br />
eine „Gauging-<br />
Software“ vorstellte.<br />
Ein Standardprogramm,<br />
das<br />
über die Schraubersteuerung<br />
läuft, keinen<br />
zusätzlichen Servocontroller<br />
mehr benötigt und beim Messen und<br />
Prüfen erstmals die gleichen Steuerund<br />
Analyse-Möglichkeiten bieten sollte<br />
wie beim Schrauben. Das klang vielversprechend.<br />
Also schauten sich der für die Montagelinie<br />
der 900er-Motoren zuständige<br />
Instandhalter und sein Kollege aus der<br />
Planung an, was das Gauging-Programm<br />
kann. Als sie sahen, dass mit der<br />
neuen Spindel und dieser Software eine<br />
vollständige Erfassung und grafische<br />
Darstellung des Reibmomentverlaufs<br />
als Kurvendiagramm möglich ist, hatten<br />
sie gefunden, wonach sie seit langem<br />
suchten. Die Reibwerterfassung per<br />
Drehwinkel eröffnete ihnen neue Möglichkeiten<br />
der Auswertung und Opti-<br />
� Spindel und Software erfassen den Reibmomentverlauf<br />
über den Drehwinkel und stellen<br />
ihn als Kurvendiagramm dar.<br />
� Alle Montagefehler werden ebenso zuverlässig<br />
aufgedeckt wie Fremdeinschlüsse.<br />
� Das System kann entscheiden, ob<br />
Fehler in den Toleranzen liegen<br />
oder Nacharbeit erfordern.<br />
DK 1/2007 15