

MAPAL Kompetenz â Reiben und Feinbohren - MAPAL Dr. Kress KG
MAPAL Kompetenz â Reiben und Feinbohren - MAPAL Dr. Kress KG
MAPAL Kompetenz â Reiben und Feinbohren - MAPAL Dr. Kress KG
- Keine Tags gefunden...

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
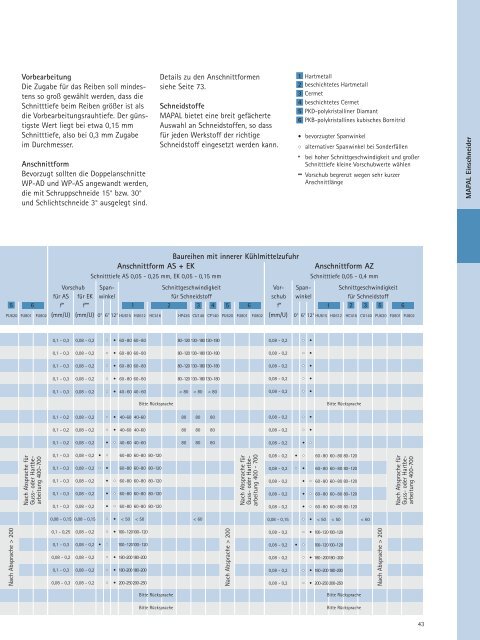
VorbearbeitungDie Zugabe für das <strong>Reiben</strong> soll mindes -tens so groß gewählt werden, dass dieSchnitttiefe beim <strong>Reiben</strong> größer ist alsdie Vorbear beitungs rauhtiefe. Der güns -tigste Wert liegt bei etwa 0,15 mmSchnitttiefe, also bei 0,3 mm Zugabeim Durch messer.AnschnittformBevorzugt sollten die Doppel anschnitteWP-AD <strong>und</strong> WP-AS angewandt werden,die mit Schruppschneide 15° bzw. 30°<strong>und</strong> Schlicht schneide 3° ausgelegt sind.Details zu den Anschnitt formensiehe Seite 73.Schneidstoffe<strong>MAPAL</strong> bietet eine breit ge fächerteAuswahl an Schneid stoffen, so dassfür jeden Werkstoff der richtigeSchneid stoff eingesetzt werden kann.1 Hartmetall2 beschichtetes Hartmetall3 Cermet4 beschichtetes Cermet5 PKD-polykristalliner Diamant6 PKB-polykristallines kubisches Bornitrid• bevorzugter Spanwinkel• alternativer Spanwinkel bei Sonderfällen* bei hoher Schnittge schwindig keit <strong>und</strong> großerSchnitttiefe kleine Vor schubwerte wählen** Vorschub begrenzt wegen sehr kurzerAnschnittlänge<strong>MAPAL</strong> Einschneider5 6PU620 FU801 FU802Vorschub Span- Schnittgeschwindigkeitfür AS für EK winkel für Schneidstofff* f**12 3 4(mm/U) (mm/U) 0° 6° 12°Baureihen mit innerer KühlmittelzufuhrAnschnittform AS + EKSchnitttiefe AS 0,05 - 0,25 mm, EK 0,05 - 0,15 mm56Anschnittform AZSchnitttiefe 0,05 - 0,4 mmVor- Span- Schnittgeschwindigkeitschub winkel für Schneidstofff*1 2 3 5 6HU615 HU612 HC416 HP426 CU140 CP140 PU620 FU801 FU802 (mm/U) 0° 6° 12° HU615 HU612 HC416 CU140 PU620 FU801 FU8020,1 - 0,3 0,08 - 0,2 • • 60-80 60-80 80-120 130-180130-1800,1 - 0,3 0,08 - 0,2 • • 60-80 60-80 80-120 130-180130-1800,1 - 0,3 0,08 - 0,2 • • 60-80 60-80 80-120 130-180130-1800,1 - 0,3 0,08 - 0,2 • • 60-80 60-80 80-120 130-180130-1800,1 - 0,3 0,08 - 0,2 • • 40-60 40-60 < 80 < 80 < 800,08 - 0,2 • •0,08 - 0,2 • •0,08 - 0,2 • •0,08 - 0,2 • •0,08 - 0,2 • •Bitte RückspracheBitte Rücksprache0,1 - 0,2 0,08 - 0,2 • • 40-60 40-60 80 80 800,08 - 0,2 • •0,1 - 0,2 0,08 - 0,2 • • 40-60 40-60 80 80 800,08 - 0,2 • •0,1 - 0,2 0,08 - 0,2 • • 40-60 40-60 80 80 800,08 - 0,2 • •Nach Absprache fürGuss- oder Hartbe -arbeitung 400-7000,1 - 0,3 0,08 - 0,2 • • 60-80 60-80 80-1200,1 - 0,3 0,08 - 0,2 • • 60-80 60-80 80-1200,1 - 0,3 0,08 - 0,2 • • 60-80 60-80 80-1200,1 - 0,3 0,08 - 0,2 • • 60-80 60-80 80-1200,1 - 0,3 0,08 - 0,2 • • 60-80 60-80 80-120Nach Absprache fürGuss- oder Hartbe -arbeitung 400 - 7000,08 - 0,2 • • 60-80 60-80 80-1200,08 - 0,2 • • 60-80 60-80 80-1200,08 - 0,2 • • 60-80 60-80 80-1200,08 - 0,2 • • 60-80 60-80 80-1200,08 - 0,2 • • 60-80 60-80 80-120Nach Absprache fürGuss- oder Hartbe -arbeitung 400-7000,08 - 0,15 0,08 - 0,15 • • < 50 < 50 < 600,08 - 0,15 • • < 50 < 50 < 60Nach Absprache > 2000,1 - 0,25 0,08 - 0,2 • • 100-120100-1200,1 - 0,3 0,08 - 0,2 • • 100-120100-1200,08 - 0,2 0,08 - 0,2 • • 180-200180-2000,1 - 0,3 0,08 - 0,2 • • 180-200180-2000,08 - 0,3 0,08 - 0,2 • • 200-250200-250Nach Absprache > 2000,08 - 0,2 • • 100-120100-1200,08 - 0,2 • • 100-120100-1200,08 - 0,2 • • 180-200180-2000,08 - 0,2 • • 180-200180-2000,08 - 0,2 • • 200-250200-250Nach Absprache > 200Bitte RückspracheBitte RückspracheBitte RückspracheBitte Rücksprache43














