Arbeitswerte für <strong>MAPAL</strong> HX-Zweischneiden-Reibahlen<strong>MAPAL</strong> ZweischneiderDie angegebenen Arbeits wer te sindRichtwerte. Die für den jeweiligenBear beit ungs fall optimalen Datensollten im Versuch oder währendder Bearbeitung ermittelt werden.Für die exakte Festlegung der Wertesind verschiedene Faktoren entscheidend:– Steifigkeit des Gesamt sys temsMaschine, Werk zeug <strong>und</strong> Aufnahme– Steifigkeit des Bauteils <strong>und</strong> derWerk stückspannung besonders beihohen VorschübenMaterial– Die an das fertige Werk stückgestellten Qualitätsan for derungen– Die Ausführung der Führungs leisten:Hartmetall, Cermet oder PKD.Bei optimalen Verhältnissen können inStahl <strong>und</strong> Grau guss Vorschubwerte vonbis zu 1,0 mm erzielt werden. Gr<strong>und</strong> -sätzlich ergeben kleinere Vorschübeeine Ober flächen ver bes serung, währendgrößere Vorschübe eventuell auftretendeVi bra tionen verringern. Bei derVariation der Schnitt ge schwindigkeitkann bei einer Erhöhung die Ober -flächen güte verbessert werden,während bei einer Re du zierung dieSpan bildung <strong>und</strong> der Ver schleiß po sitivbeeinflusst werden können.Eine Änderung des Span bruches kannauch über eine Variation der Schnitt -tiefe bzw. des Aufmaßes erreicht werden.Die Zugabe für das <strong>Reiben</strong> soll mindes -tens so groß ge wählt werden, dass dieSchnitt tiefe beim <strong>Reiben</strong> größer ist alsdie Vorbe ar bei tungs rauh tiefe. Der güns -tigste Wert liegt bei etwa 0,15 mmSchnitttiefe, also bei 0,3 mm Zugabe imDurchmesser.HX-Wendeplattenfür Baureihen mit innererAnschnittform R 0,8 <strong>und</strong> R 1,5 /R mN/mm 2Vor- Span- Schnittgeschwindigkeitschub winkel für Schneidstofff*1 2 3(mm/U) 0° 3° 6°HU612 HU612 HC416 HP426 CU140Unlegierte StähleBau-, Einsatz-, Automatenstahl, StahlgussUnlegierte/niedriglegierte StähleBau-, Einsatz-, Vergütungs-, Werkzeugstahl, StahlgussBleilegierte AutomatenstähleUnlegierte/niedriglegierte Stählewarmfeste Bau-, Vergütungs-, Nitrier-, WerkzeugstähleHochlegierte StähleWerkzeugstähleSonderlegierungen, SinterwerkstoffeRostfreie StähleRostfreie StähleRostfreie hitzebeständige StähleGraugussLegierter GraugussSphäroguss ferritisch/perlitisch; TempergussGGG40-GGG55, GTW35-GTW55, GTS35-GTS55Sphäroguss perlitisch/TempergussGGG60-GGG80, GTW65, GTS65-GTS70Legierter SphärogussTitan, TitanlegierungenKupferlegierungen, Messing, BleilegierteBronze, Bleibronze langspanendKupfer, Kupferlegierungen, Alu-, Mangan-,Phosphorbronze kurzspanendAluminium-Knetlegierung,Magnesium-KnetlegierungenAlugusslegierung Si-Gehalt < 10 %,Magnesium-LegierungenAlugusslegierung Si-Gehalt > 10 %,Magnesium-LegierungenKunststoffeKunststoffe verstärkt< 500500 - 900> 900< 600> 600> 750< 600> 6000,2 - 0,6 • • 40 - 60 40 - 60 60 - 100 110 - 1600,2 - 0,6 • • 40 - 60 40 - 60 60 - 100 110 - 1600,2 - 0,6 • • 40 - 60 40 - 60 60 - 100 110 - 1600,2 - 0,6 • • 40 - 60 40 - 60 60 - 100 110 - 1600,2 - 0,45 • • 20 - 40 20 - 40 < 60 < 60Bitte Rücksprache0,2 - 0,6 • • 20 - 40 20 - 40 60 600,2 - 0,6 • • 20 - 40 20 - 40 60 600,2 - 0,6 • • 20 - 40 20 - 40 60 600,3 - 0,75 • • 40 - 60 40 - 60 60 - 1000,25 - 0,6 • • 40 - 60 40 - 60 60 - 1000,25 - 0,6 • • 40 - 60 40 - 60 60 - 1000,25 - 0,6 • • 40 - 60 40 - 60 60 - 1000,25 - 0,6 • • 40 - 60 40 - 60 60 - 1000,15 - 0,4 • • < 30 < 30 < 400,2 - 0,5 • • 80 - 100 80 - 1000,15 - 0,6 • • 80 - 100 80 - 1000,2 - 0,5 • • 160 - 180160 - 1800,25 - 0,6 • • 160 - 180160 - 1800,25 - 0,6 • • 180 - 230180 - 230Bitte RückspracheBitte Rücksprache64
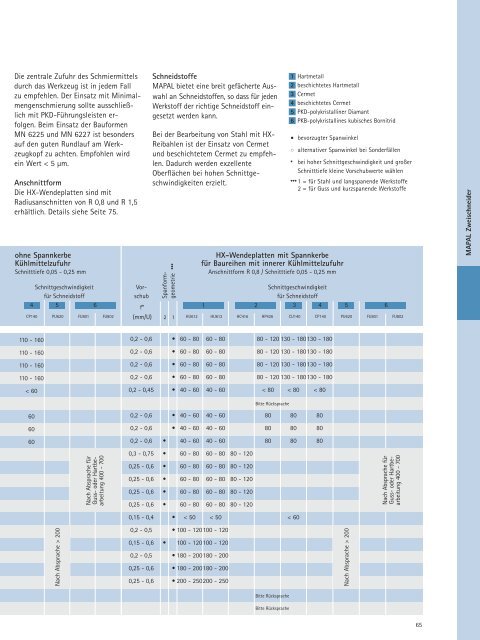
Die zentrale Zufuhr des Schmier mittelsdurch das Werkzeug ist in jedem Fallzu empfehlen. Der Einsatz mit Minimal -mengen schmierung sollte ausschließlichmit PKD-Führ ungsleisten er -fol gen. Beim Einsatz der Bau form enMN 6225 <strong>und</strong> MN 6227 ist be sondersauf den guten R<strong>und</strong> lauf am Werk -zeug kopf zu achten. Em pfohlen wirdein Wert < 5 µm.AnschnittformDie HX-Wendeplatten sind mitRadiusanschnitten von R 0,8 <strong>und</strong> R 1,5erhält lich. Details siehe Seite 75.ohne SpannkerbeKühlmittelzufuhrSchnitttiefe 0,05 - 0,25 mmSchneidstoffe<strong>MAPAL</strong> bietet eine breit ge fächerte Aus -wahl an Schneid stoffen, so dass für jedenWerk stoff der richtige Schneid stoff eingesetztwerden kann.Bei der Bearbeitung von Stahl mit HX-Reibahlen ist der Einsatz von Cermet<strong>und</strong> beschichtetem Cermet zu empfehlen.Dadurch werden exzellenteOber flächen bei hohen Schnitt ge -schwindig keiten erzielt.Spanformgeometrie***HX-Wendeplatten mit Spannkerbefür Baureihen mit innerer KühlmittelzufuhrAnschnittform R 0,8 / Schnitttiefe 0,05 - 0,25 mmSchnittgeschwindigkeitVor-Schnittgeschwindigkeitfür Schneidstoffschubfür Schneidstoff4 56f*1 2 3 4 56(mm/U) 2 11 Hartmetall2 beschichtetes Hartmetall3 Cermet4 beschichtetes Cermet5 PKD-polykristalliner Diamant6 PKB-polykristallines kubisches Bornitrid• bevorzugter Spanwinkel• alternativer Spanwinkel bei Sonderfällen* bei hoher Schnittge schwindig keit <strong>und</strong> großerSchnitttiefe kleine Vor schubwerte wählen*** 1 = für Stahl <strong>und</strong> langspanende Werkstoffe2 = für Guss <strong>und</strong> kurzspanende WerkstoffeCP140 PU620 FU801 FU802 HU612 HU612 HC416 HP426 CU140 CP140 PU620 FU801 FU802<strong>MAPAL</strong> Zweischneider110 - 160110 - 160110 - 160110 - 160< 600,2 - 0,6 • 60 - 80 60 - 80 80 - 120 130 - 180130 - 1800,2 - 0,6 • 60 - 80 60 - 80 80 - 120 130 - 180130 - 1800,2 - 0,6 • 60 - 80 60 - 80 80 - 120 130 - 180130 - 1800,2 - 0,6 • 60 - 80 60 - 80 80 - 120 130 - 180130 - 1800,2 - 0,45 • 40 - 60 40 - 60 < 80 < 80 < 80606060Nach Absprache > 200Nach Absprache fürGuss- oder Hartbe -arbeitung 400 - 700Bitte Rücksprache0,2 - 0,6 • 40 - 60 40 - 60 80 80 800,2 - 0,6 • 40 - 60 40 - 60 80 80 800,2 - 0,6 • 40 - 60 40 - 60 80 80 800,3 - 0,75 • 60 - 80 60 - 80 80 - 1200,25 - 0,6 • 60 - 80 60 - 80 80 - 1200,25 - 0,6 • 60 - 80 60 - 80 80 - 1200,25 - 0,6 • 60 - 80 60 - 80 80 - 1200,25 - 0,6 • 60 - 80 60 - 80 80 - 1200,15 - 0,4 • < 50 < 50 < 600,2 - 0,5 • 100 - 120100 - 1200,15 - 0,6 • 100 - 120100 - 1200,2 - 0,5 • 180 - 200180 - 2000,25 - 0,6 • 180 - 200180 - 2000,25 - 0,6 • 200 - 250200 - 250Nach Absprache > 200Nach Absprache fürGuss- oder Hartbe -arbeitung 400 - 700Bitte RückspracheBitte Rücksprache65