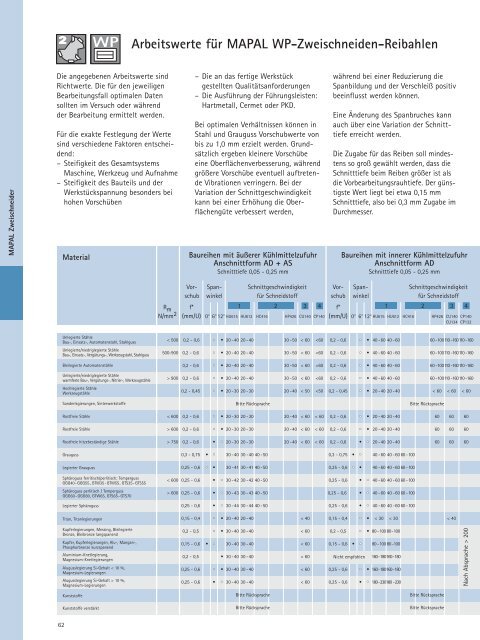
Arbeitswerte für <strong>MAPAL</strong> WP-Zweischneiden-Reibahlen<strong>MAPAL</strong> ZweischneiderDie angegebenen Arbeits wer te sindRichtwerte. Die für den jeweiligenBearbeitungs fall optimalen Datensollten im Versuch oder währendder Bearbeit ung ermittelt werden.Für die exakte Festlegung der Wertesind verschiedene Faktoren entscheidend:– Steifigkeit des Gesamtsys temsMaschine, Werk zeug <strong>und</strong> Aufnahme– Steifigkeit des Bauteils <strong>und</strong> derWerk stückspannung besonders beihohen Vor schübenMaterial– Die an das fertige Werk stückgestellten Qualitäts anforderungen– Die Ausführung der Führungsleisten:Hart metall, Cermet oder PKD.Bei optimalen Verhältnissen können inStahl <strong>und</strong> Grau guss Vorschubwerte vonbis zu 1,0 mm erzielt werden. Gr<strong>und</strong> -sätzlich ergeben kleinere Vorschübeeine Ober flächen ver besserung, währendgrößere Vorschübe eventuell auftre ten -de Vi brationen verringern. Bei derVariation der Schnitt ge schwindigkeitkann bei einer Erhöhung die Ober -flä chen güte verbessert werden,Baureihen mit äußerer KühlmittelzufuhrAnschnittform AD + ASSchnitttiefe 0,05 - 0,25 mmwährend bei einer Re du zierung dieSpan bildung <strong>und</strong> der Ver schleiß po sitivbeein flusst werden können.Eine Änderung des Span bruches kannauch über eine Variation der Schnitt -tiefe erreicht werden.Die Zugabe für das <strong>Reiben</strong> soll mindes -tens so groß ge wählt werden, dass dieSchnitt tiefe beim <strong>Reiben</strong> größer ist alsdie Vorbe ar bei tungs rauh tiefe. Der güns -tigste Wert liegt bei etwa 0,15 mmSchnitttiefe, also bei 0,3 mm Zugabe imDurch messer.Baureihen mit innerer KühlmittelzufuhrAnschnittform ADSchnitttiefe 0,05 - 0,25 mmR mN/mm 2Vor- Span- Schnittgeschwindigkeitschub winkel für Schneidstofff*12 3(mm/U) 0° 6° 12°4Vor- Span- Schnittgeschwindigkeitschub winkel für Schneidstofff*12 3 4(mm/U) 0° 6° 12°HU615 HU612 HC416 HP426 CU140 CP140 HU615 HU612 HC416 HP426 CU140 CP140CU134 CP132Unlegierte StähleBau-, Einsatz-, Automatenstahl, Stahlguss< 5000,2 - 0,6 • • 20 - 40 20 - 40 30 - 50 < 60 10 %,Magnesium-Legierungen0,2 - 0,5 • • 30 - 40 30 - 40 < 600,15 - 0,6 • • 30 - 40 30 - 40 < 600,2 - 0,5 • 30 - 40 30 - 40 < 600,25 - 0,6 • • 30 - 40 30 - 40 < 600,25 - 0,6 • • 30 - 40 30 - 40 < 600,2 - 0,5 • • 80 - 10080-1000,15 - 0,6 • • 80 - 10080-100Nicht empfohlen 160- 180160- 1800,25 - 0,6 • • 160-180160-1800,25 - 0,6 • • 180-230180 -230Nach Absprache > 200KunststoffeBitte RückspracheBitte RückspracheKunststoffe verstärktBitte RückspracheBitte Rücksprache62
Die zentrale Zufuhr des Schmier mittelsdurch das Werkzeug ist in jedem Fallzu empfehlen. Der Einsatz mit Minimal -mengen schmier ung sollte ausschließlichmit PKD-Führ ungsleisten er -folgen. Beim Einsatz der Bau formenMN 2225 <strong>und</strong> MN 2227 ist besondersauf den gu ten R<strong>und</strong> lauf am Werk -zeugkopf zu achten. Em pfohlen wirdein Wert < 5 µm.AnschnittformBevorzugt sollten die Doppel an schnitteWP-AD <strong>und</strong> WP-AS angewandt werden,die mit Schrupp schneide 15° bzw. 30°<strong>und</strong> Schlicht schneide 3° ausgelegt sind.Details zu den An schnittformensiehe Seite 73.Schneidstoffe<strong>MAPAL</strong> bietet eine breit gefächerteAuswahl an Schneid stoffen, so dass fürjeden Werk stoff der richtige Schneid -stoff eingesetzt werden kann.Baureihen mit innerer KühlmittelzufuhrAnschnittform AS + EKSchnitttiefe AS 0,05 - 0,25 mm, EK 0,05 - 0,15 mm1 Hartmetall2 beschichtetes Hartmetall3 Cermet4 beschichtetes Cermet5 PKD-polykristalliner Diamant6 PKB-polykristallines kubisches Bornitrid• bevorzugter Spanwinkel• alternativer Spanwinkel bei Sonderfällen* bei hoher Schnittge schwindig keit <strong>und</strong> großerSchnitttiefe kleine Vor schubwerte wählen** Vorschub begrenzt wegen sehr kurzerAnschnittlängeAnschnittform AZSchnitttiefe 0,05 - 0,4 mm<strong>MAPAL</strong> ZweischneiderVorschub Span- Schnittgeschwindigkeitfür AS für EK Winkel für Schneidstoff5 6 f* f**1 2 3 4 5 6(mm/U) (mm/U) 0° 6° 12°PU620 FU801 FU802 HU615 HU612 HC416 HP426 CU140 CP140 PU620 FU801 FU802CU134 CP132Vor- Span- Schnittgeschwindigkeitschub winkel für Schneidstofff*(mm/U) 0° 6° 12°1 2 3 5 6HU615 HU612 HC416 CU140 PU620 FU801 FU802CU1340,2 - 0,6 0,15 - 0,4 • • 60 - 80 60 - 80 80 -120130 -180 130 -1800,2 - 0,6 0,15 - 0,4 • • 60 - 80 60 - 80 80 -120130 -180 130 -1800,2 - 0,6 0,15 - 0,4 • • 60 - 80 60 - 80 80 -120130 -180 130 -1800,2 - 0,6 0,15 - 0,4 • • 60 - 80 60 - 80 80 -120130 -180 130 -1800,2 - 0,45 0,15 - 0,4 • • 40 - 60 40 - 60 < 80 < 80 < 80Bitte Rücksprache0,2 - 0,6 0,15 - 0,4 • • 40 - 60 40 - 60 80 80 800,2 - 0,6 0,15 - 0,4 • • 40 - 60 40 - 60 80 80 800,2 - 0,6 0,15 - 0,4 • • 40 - 60 40 - 60 80 80 800,15 - 0,4 • •0,15 - 0,4 • •0,15 - 0,4 • •0,15 - 0,4 • •0,15 - 0,4 • •Bitte Rücksprache0,15 - 0,4 • •0,15 - 0,4 • •0,15 - 0,4 • •Nach Absprache fürGuss- oder Hartbe -arbeitung 400-7000,3 - 0,75 0,15 - 0,4 • • 60 - 80 60 - 80 80 - 1200,25 - 0,6 0,15 - 0,4 • • 60 - 80 60 - 80 80 - 1200,25 - 0,6 0,15 - 0,4 • • 60 - 80 60 - 80 80 - 1200,25 - 0,6 0,15 - 0,4 • • 60 - 80 60 - 80 80 - 1200,25 - 0,6 0,15 - 0,4 • • 60 - 80 60 - 80 80 - 120Nach Absprache fürGuss- oder Hartbe -arbeitung 400 - 7000,15 - 0,4 • • 60 - 80 60 - 80 80 - 1200,15 - 0,4 • • 60 - 80 60 - 80 80 - 1200,15 - 0,4 • • 60 - 80 60 - 80 80 - 1200,15 - 0,4 • • 60 - 80 60 - 80 80 - 1200,15 - 0,4 • • 60 - 80 60 - 80 80 - 120Nach Absprache fürGuss- oder Hartbe -arbeitung 400 - 7000,15 - 0,4 0,15 - 0,4 • • < 50 < 50 < 600,15 - 0,4 • • < 50 < 50 < 600,2 - 0,5 0,15 - 0,4 • • 100-120100-1200,15 - 0,6 0,15 - 0,4 • • 100-120100-1200,2 - 0,5 0,15 - 0,3 • • 180-200180-2000,25 - 0,6 0,15 - 0,4 • • 180-200180-2000,25 - 0,6 0,15 - 0,4 • • 200-250200-250Nach Absprache > 2000,15 - 0,4 • • 100-120100-1200,15 - 0,4 • • 100-120100-1200,15 - 0,3 • • 180-200180-2000,15 - 0,4 • • 180-200180-2000,15 - 0,4 • • 200-250200-250Nach Absprache > 200Bitte RückspracheBitte RückspracheBitte RückspracheBitte Rücksprache63