

1/2 - Verein österreichischer GieÃereifachleute
1/2 - Verein österreichischer GieÃereifachleute
1/2 - Verein österreichischer GieÃereifachleute
- Keine Tags gefunden...

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
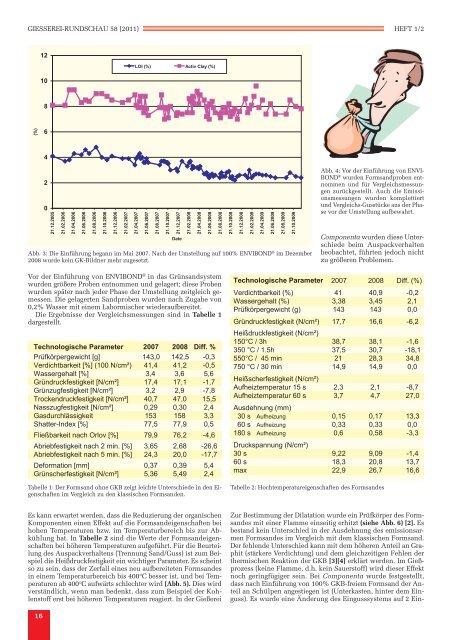
GIESSEREI-RUNDSCHAU 58 (2011) HEFT 1/2Abb. 4: Vor der Einführung von ENVI-BOND ® wurden Formsandproben entnommenund für Vergleichsmessungenzurückgestellt. Auch die Emissionsmessungenwurden komplettiertund Vergleichs-Gusstücke aus der Phasevor der Umstellung aufbewahrt.Abb. 3: Die Einführung begann im Mai 2007. Nach der Umstellung auf 100% ENVIBOND ® im Dezember2008 wurde kein GK-Bildner mehr zugesetzt.Componenta wurden diese Unterschiedebeim Auspackverhaltenbeobachtet, führten jedoch nichtzu größeren Problemen.Vor der Einführung von ENVIBOND ® in das Grünsandsystemwurden größere Proben entnommen und gelagert; diese Probenwurden später nach jeder Phase der Umstellung zeitgleich gemessen.Die gelagerten Sandproben wurden nach Zugabe von0,2% Wasser mit einem Labormischer wiederaufbereitet.Die Ergebnisse der Vergleichsmessungen sind in Tabelle 1dargestellt.Tabelle 1: Der Formsand ohne GKB zeigt leichte Unterschiede in den Eigenschaftenim Vergleich zu den klassischen Formsanden.Tabelle 2: Hochtemperatureigenschaften des FormsandesEs kann erwartet werden, dass die Reduzierung der organischenKomponenten einen Effekt auf die Formsandeigenschaften beihohen Temperaturen bzw. im Temperaturbereich bis zur Abkühlunghat. In Tabelle 2 sind die Werte der Formsandeigenschaftenbei höheren Temperaturen aufgeführt. Für die Beurteilungdes Auspackverhaltens (Trennung Sand/Guss) ist zum Beispieldie Heißdruckfestigkeit ein wichtiger Parameter. Es scheintso zu sein, dass der Zerfall eines neu aufbereiteten Formsandesin einem Temperaturbereich bis 400°C besser ist, und bei Temperaturenab 400°C aufwärts schlechter wird (Abb. 5). Dies wirdverständlich, wenn man bedenkt, dass zum Beispiel der Kohlenstofferst bei höheren Temperaturen reagiert. In der GießereiZur Bestimmung der Dilatation wurde ein Prüfkörper des Formsandesmit einer Flamme einseitig erhitzt (siehe Abb. 6) [2]. Esbestand kein Unterschied in der Ausdehnung des emissionsarmenFormsandes im Vergleich mit dem klassischen Formsand.Der fehlende Unterschied kann mit dem höheren Anteil an Graphit(stärkere Verdichtung) und dem gleichzeitigen Fehlen derthermischen Reaktion der GKB [3][4] erklärt werden. Im Gießprozess(keine Flamme, d.h. kein Sauerstoff) wird dieser Effektnoch geringfügiger sein. Bei Componenta wurde festgestellt,dass nach Einführung von 100% GKB-freiem Formsand der Anteilan Schülpen angestiegen ist (Unterkasten, hinter dem Einguss).Es wurde eine Änderung des Eingusssystems auf 2 Ein-16













