

1/2 - Verein österreichischer GieÃereifachleute
1/2 - Verein österreichischer GieÃereifachleute
1/2 - Verein österreichischer GieÃereifachleute
WENIGER ANZEIGEN
- Keine Tags gefunden...

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
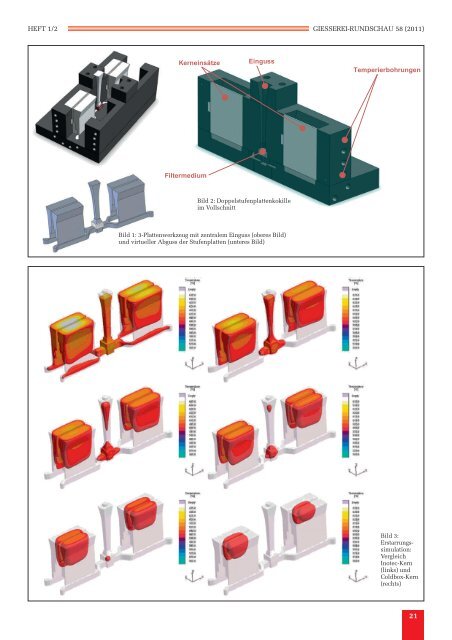
HEFT 1/2 GIESSEREI-RUNDSCHAU 58 (2011)Bild 2: Doppelstufenplattenkokilleim VollschnittBild 1: 3-Plattenwerkzeug mit zentralem Einguss (oberes Bild)und virtueller Abguss der Stufenplatten (unteres Bild)Bild 3:Erstarrungssimulation:VergleichInotec-Kern(links) undColdbox-Kern(rechts)21













