

1 - Suter Swiss-Composite Group
1 - Suter Swiss-Composite Group
1 - Suter Swiss-Composite Group

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
Ausg./Ed. 06.09 Änderungen vorbehalten / Modifications reserved<br />
vakuumPreSSen<br />
Beim Vakuumpressen wird das zuvor handlaminierte Bauteil mit der Form<br />
in einen Foliensack geschoben (nur bei kleinen Teilen möglich) oder mit<br />
einer Folie abgedeckt, die am Formenrand luftdicht aufgeklebt wird. Durch<br />
Absaugen der Luft presst sich die Folie auf das Laminat und drückt es gegen<br />
die Form. Der max. erreichbare Druck ist der Umgebungs-Luftdruck und beträgt<br />
ca. 1 bar. Die P3-Pumpe von R&G beispielweise erzeugt ein Vakuum von ca.<br />
0,9 bar, dies entspricht einem Preßdruck von 9 t/m 2 !<br />
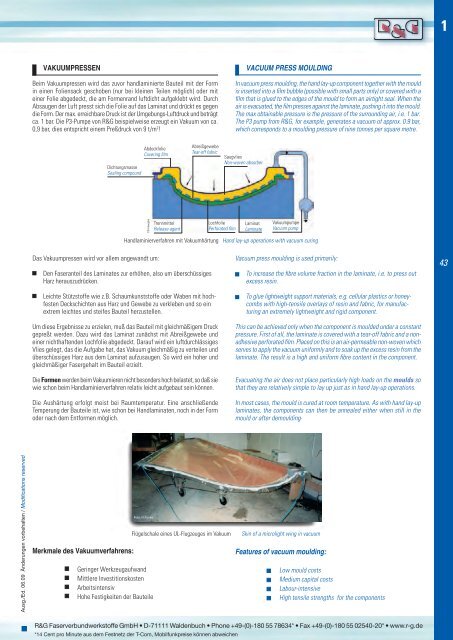
Dichtungsmasse<br />
Sealing compound<br />
Das Vakuumpressen wird vor allem angewandt um:<br />
Den Faseranteil des Laminates zur erhöhen, also um überschüssiges<br />
Harz herauszudrücken.<br />
Leichte Stützstoffe wie z.B. Schaumkunststoffe oder Waben mit hoch-<br />
festen Deckschichten aus Harz und Gewebe zu verkleben und so ein<br />
extrem leichtes und steifes Bauteil herzustellen.<br />
Um diese Ergebnisse zu erzielen, muß das Bauteil mit gleichmäßigem Druck<br />
gepreßt werden. Dazu wird das Laminat zunächst mit Abreißgewebe und<br />
einer nichthaftenden Lochfolie abgedeckt. Darauf wird ein luftdurchlässiges<br />
Vlies gelegt, das die Aufgabe hat, das Vakuum gleichmäßig zu verteilen und<br />
überschüssiges Harz aus dem Laminat aufzusaugen. So wird ein hoher und<br />
gleichmäßiger Fasergehalt im Bauteil erzielt.<br />
Die Formen werden beim Vakuumieren nicht besonders hoch belastet, so daß sie<br />
wie schon beim Handlaminierverfahren relativ leicht aufgebaut sein können.<br />
Die Aushärtung erfolgt meist bei Raumtemperatur. Eine anschließende<br />
Temperung der Bauteile ist, wie schon bei Handlaminaten, noch in der Form<br />
oder nach dem Entformen möglich.<br />
merkmale des vakuumverfahrens:<br />
Geringer Werkzeugaufwand<br />
Mittlere Investitionskosten<br />
Arbeitsintensiv<br />
Hohe Festigkeiten der Bauteile<br />
Abdeckfolie<br />
Covering film<br />
Handlaminierverfahren mit Vakuumhärtung Hand lay-up operations with vacuum curing<br />
Foto: H.Funke<br />
Flügelschale eines UL-Flugzeuges im Vakuum Skin of a microlight wing in vacuum<br />
R&G Faserverbundwerkstoffe GmbH • D-71111 Waldenbuch • Phone +49-(0)-180 55 78634* • Fax +49-(0)-180 55 02540-20* • www.r-g.de<br />
*14 Cent pro Minute aus dem Festnetz der T-Com, Mobilfunkpreise können abweichen<br />
CS-Interglas<br />
Trennmittel<br />
Release agent<br />
Abreißgewebe<br />
Tear-off fabric<br />
Lochfolie<br />
Perforated film<br />
vacuum PreSS mouLdinG<br />
In vacuum press moulding, the hand lay-up component together with the mould<br />
is inserted into a film bubble (possible with small parts only) or covered with a<br />
film that is glued to the edges of the mould to form an airtight seal. When the<br />
air is evacuated, the film presses against the laminate, pushing it into the mould.<br />
The max obtainable pressure is the pressure of the surrounding air, i.e. 1 bar.<br />
The P3 pump from R&G, for example, generates a vacuum of approx. 0.9 bar,<br />
which corresponds to a moulding pressure of nine tonnes per square metre.<br />
Saugvlies<br />
Non-woven absorber<br />
Laminat<br />
Laminate<br />
Vakuumpumpe<br />
Vacuum pump<br />
Vacuum press moulding is used primarily:<br />
To increase the fibre volume fraction in the laminate, i.e. to press out<br />
excess resin.<br />
To glue lightweight support materials, e.g. cellular plastics or honey-<br />
combs with high-tensile overlays of resin and fabric, for manufac-<br />
turing an extremely lightweight and rigid component.<br />
This can be achieved only when the component is moulded under a constant<br />
pressure. First of all, the laminate is covered with a tear-off fabric and a nonadhesive<br />
perforated film. Placed on this is an air-permeable non-woven which<br />
serves to apply the vacuum uniformly and to soak up the excess resin from the<br />
laminate. The result is a high and uniform fibre content in the component.<br />
Evacuating the air does not place particularly high loads on the moulds so<br />
that they are relatively simple to lay up just as in hand lay-up operations.<br />
In most cases, the mould is cured at room temperature. As with hand lay-up<br />
laminates, the components can then be annealed either when still in the<br />
mould or after demoulding.<br />
features of vacuum moulding:<br />
Low mould costs<br />
Medium capital costs<br />
Labour-intensive<br />
High tensile strengths for the components<br />
1<br />
43














