Eckold-Clinchen Prospekt
Eckold-Clinchen Prospekt
Eckold-Clinchen Prospekt

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
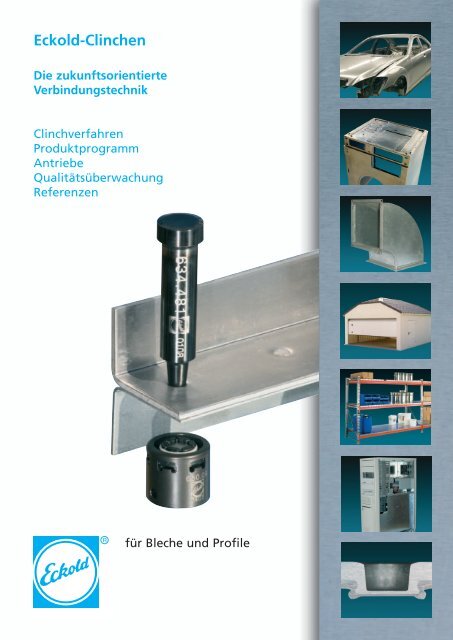
<strong>Eckold</strong>-<strong>Clinchen</strong><br />
Die zukunftsorientierte<br />
Verbindungstechnik<br />
Clinchverfahren<br />
Produktprogramm<br />
Antriebe<br />
Qualitätsüberwachung<br />
Referenzen<br />
für Bleche und Profile
2<br />
Mit <strong>Eckold</strong>-<strong>Clinchen</strong><br />
hat die Zukunft der<br />
Verbindungstechnik begonnen.<br />
<strong>Eckold</strong>-<strong>Clinchen</strong> ist das innovative und bewährte Durchsetzfügeverfahren für das<br />
Verbinden von Blechen und Profilen. Ohne Zusatz- oder Hilfsfügeteile werden die<br />
nicht lösbaren Verbindungen ausschließlich auf der Basis lokaler Kaltumformung<br />
hergestellt. Das Hauptmerkmal dieser im Normenwerk unter DIN 8593 verankerten<br />
Fügetechnik besteht darin, daß die formschlüssige Verbindung aus dem Werkstoff<br />
der zu verbindenden Bleche geformt wird. Dabei können die zu verbindenden Teile<br />
gleiche oder unterschiedliche Blechdicken aufweisen und aus gleichen oder unterschiedlichen<br />
Werkstoffen hergestellt sein. Die Ansprüche an eine Fügung<br />
sind so vielfältig, daß <strong>Eckold</strong> den individuellen Bedürfnissen der Anwender Rechnung<br />
trägt. <strong>Eckold</strong> bietet eine unübertroffene Vielfalt an Verbindungsvarianten, die es<br />
erlaubt, für die jeweilige Verbindungsaufgabe die ideale Clinch-Variante einzusetzen.<br />
Sowohl im Serieneinsatz mit automatischen Fertigungsanlagen oder im<br />
Robotereinsatz, als auch mit handlichen, mobilen Geräten hat sich das<br />
<strong>Eckold</strong>-<strong>Clinchen</strong> bewährt. Das <strong>Clinchen</strong> von beölten oder lackierten Blechen, von<br />
nichtrostenden Edelstählen und die Unempfindlichkeit gegenüber Blechdickenschwankungen<br />
sind nur einige Vorteile, die dem <strong>Eckold</strong>-<strong>Clinchen</strong> eine herausragende<br />
Stellung am Markt verschaffen. Dazu bietet <strong>Eckold</strong> eine Verbindungstechnik, mit der<br />
Bleche aus spröden Aluminiumlegierungen oder nichtumformbaren Werkstoffen, wie<br />
z.B. Federstählen mit einem umformbaren Werkstoff verbunden werden können.<br />
Zudem zeichnet sich das <strong>Eckold</strong>-<strong>Clinchen</strong> besonders in ökologischer Hinsicht aus.<br />
Keine anfallenden toxischen Schweißdämpfe oder Emissionen, keine<br />
Lärmbelästigung und ein geringer Energieverbrauch schaffen dem Anwender ein<br />
verbessertes Arbeitsumfeld. Dazu bietet das millionenfach bewährte <strong>Eckold</strong>-<strong>Clinchen</strong><br />
gegenüber herkömmlichen Verbindungstechniken eine Kosteneinsparung von bis zu<br />
55% bei den Investitionen und bis zu 25 % bei den laufenden Kosten.<br />
In technologischer Hinsicht bleibt <strong>Eckold</strong> seinem Ruf als Trendsetter treu. Nicht nur,<br />
daß <strong>Eckold</strong> das <strong>Clinchen</strong> vor mehr als 25 Jahren zur industriellen Reife führte, sondern<br />
auch in jüngster Vergangenheit konnte mit dem wirtschaftlichen <strong>Clinchen</strong> von<br />
nichtrostenden Edelstählen erneut ein Meilenstein gesetzt werden. Ein weiterer<br />
Schritt auf dem Weg zukunftsorientierter Verbindungstechnik.
Die Basis unseres Erfolges<br />
Mobile<br />
Geräte<br />
ist unser komplettes<br />
Produktprogramm...<br />
...angefangen von einem variantenreichen<br />
Werkzeugkonzept bis zu einer<br />
umfassenden Palette von<br />
Standardgeräten und kompletten<br />
Fertigungsanlagen:<br />
Modulares<br />
C-Bügelprogramm<br />
modular aufgebauter<br />
C-Bügel für den mobilen<br />
oder stationären Einsatz<br />
CONECO 45/60<br />
handlich, mobil;<br />
elektrisch, elektro-hydraulische,<br />
hydraulische oder pneumatisch<br />
angetriebene Geräte<br />
MZD 60/6<br />
mobile Zange mit<br />
verstellbarem<br />
Festanschlag und<br />
großer Ausladung<br />
3
4<br />
Stationäre<br />
Geräte<br />
Automatische<br />
Fertigungsanlagen<br />
Mehrpunktwerkzeug<br />
Mehrpunktwerkzeug<br />
zum Einsatz in Pressen<br />
DFG 500/80 E<br />
Universalmaschinen,<br />
große Ausladung,<br />
elektrisch betrieben<br />
Sonderanlage
Die Vorteile<br />
Beispiele<br />
des <strong>Eckold</strong>-<strong>Clinchen</strong>s<br />
Das <strong>Eckold</strong>-<strong>Clinchen</strong> zeichnet sich gegenüber anderen<br />
Fügeverfahren durch folgende Vorteile aus:<br />
• keine thermische Beeinflussung der Fügezone<br />
• kein Entstehen giftiger Gase oder Dämpfe<br />
• keine konservierende Nacharbeit<br />
• keine Zusatzwerkstoffe oder Hilfsfügeteile<br />
• keine Oberflächenvorbehandlung<br />
• Blechdickenschwankungen werden problemlos kompensiert<br />
• auch geeignet zum Fügen von beschichteten Blechen<br />
• außer elektrischem Strom oder Druckluft keine weiteren<br />
Energieträger notwendig<br />
• geeignet zum Fügen von Blechen aus unterschiedlichen<br />
Werkstoffen und Blechdicken<br />
• zerstörungsfreie Qualitätssicherung möglich<br />
Gehäuse – Labor- und Hausgeräte<br />
Fensterheber – Fahrzeugtür<br />
Motorhaube – Pkw<br />
Strömungssicherung – Gasheizgerät<br />
5
6<br />
Einzigartige Variantenvielfalt<br />
Stempel<br />
Blech,<br />
matrizenseitig<br />
Matrize<br />
Blech, stempelseitig<br />
CLINCHEN<br />
R<br />
für individuelle Problemstellungen<br />
<strong>Eckold</strong>-<strong>Clinchen</strong> - das Prinzip: Schematische Darstellung der Entstehung eines Fügeelements<br />
am Beispiel R-DF<br />
Die Variantenvielfalt und das Werkzeugkonzept erlauben eine<br />
maßgeschneiderte Auswahl der Fügeverbindung.<br />
Fügeelement<br />
R-DF S-DF H-DF CONFIX-Fügung<br />
Trennung der Bleche kein Blech beide Bleche ein Blech ein Blech<br />
eingeschnitten eingeschnitten eingeschnitten vorgelocht<br />
Geometrie des<br />
Fügeelementes<br />
Vorteile/<br />
besondere Einsatzbereiche<br />
rund balkenförmig balkenförmig rund<br />
- kreisrundes und dichtes - kostengünstige Werkzeuge - kostengünstige Werkzeuge - kreisrundes und matrizen-<br />
Element - verdrehsicheres Element - verdrehsicheres Element seitig blechebenes Element<br />
= optisch vorteilhaft - auch zum Fügen von mehr - große Haltekräfte = optisch vorteilhaft<br />
- höherfestes Fügeelement als zwei Blechlagen - stempelseitig dichtes - Symmetrie der Scherzug-<br />
- Symmetrie der Scherzug- geeignet Element haltekräfte<br />
haltekräfte - vorteilhaft beim Fügen von - Fügen von Werkstoff-<br />
- besonders vorteilhaft beim Blechen mit unter- paarungen mit matrizensei-<br />
Verbinden von Blechen mit schiedlichem tig schlecht umformbarem<br />
unterschiedlichem Umformverhalten Werkstoff [Federstahl]<br />
Umformverhalten [z. B [z. B. Stahl/Alu] - Fügen von Blechen mit<br />
Stahl/Alu oder unterschiedlichen<br />
Stahl/Sandwich] Einzelblechdicken<br />
- große Haltekräfte [z. B. 1,0 mm in 4,0 mm]<br />
mögliche<br />
Werkzeugauslegung<br />
matrizenseitiger<br />
Elementdurchmesser<br />
Stempelbreite Stempelbreite<br />
Amboßdurchmesser<br />
je nach Vorlochdurchmesser<br />
oder Standardreihe<br />
[Zw = Zwillingselement] 6 mm 8 mm 10 mm 2 mm 3 mm 4 mm Zw 3 mm 4 mm Zw 5 mm 6 mm<br />
fügbare Einzelblechdicken [mm] 0,5 – 1,5 0,5 – 2,0 1,0 – 3,0 0,5 – 1,25 0,5 – 1,5 0,5 –2 ,5 0,5 – 1,5 0,5 – 1,25 0,5 – 1,25 0,5 – 1,25 stempelseitig: 0,7 – 3,0<br />
fügbare Gesamtblechdicken [mm] 1,0 – 3,0 1,0 – 4,0 2,0 – 6,0 1,0 – 2,50 1,0 – 3,0 1,0 –5 ,0 1,0 – 3,0 1,0 – 2,50 1,0 – 2,50 1,0 – 2,50 im Einzelfall zu prüfen<br />
Standmengen:<br />
Standmengen der Clinch-Werkzeuge können in der Größenordnung von 200 000<br />
bis 250 000 Fügungen liegen. Nach eigenen Versuchen und typischen Einsatzfällen<br />
sind nach Kundenaussage auch weit größere Standmengen erreicht worden.<br />
Die Clinch-Variante, der Werkstoff und die Blechdicke haben auf die Standmenge<br />
Einfluß.
Einfluß der<br />
Beanspruchungsrichtung<br />
auf<br />
die Haltekraft<br />
verschiedener<br />
Fügungen<br />
Haltekräfte<br />
von R-DF-<br />
Elementen<br />
Haltekräfte<br />
von S-DF-<br />
Elementen<br />
Haltekräfte<br />
von H-DF-<br />
Elementen<br />
Haltekräfte<br />
von CONFIX-<br />
Fügungen<br />
Haltekraft [N]<br />
4000<br />
3000<br />
2000<br />
1000<br />
St12/ St14 / Blechdicke a 0 = 1,0 mm<br />
Kopfzug<br />
Scherzug, längs<br />
Scherzug, quer<br />
S-DF H-DF R-DF CONFIX<br />
Blechwerkstoff Blechdicke Blechdicke Zugfestigkeit Haltekraft<br />
stempelseitig matrizenseitig Rm Scherzug Kopfzug<br />
[mm] [mm] [N/mm 2 ] [N] [N]<br />
R-DF 8-Elemente<br />
St 12/St 14 1,00 1,00 325 3000 1700<br />
AIMg3 W19 1,00 1,00 228 2620 1200<br />
R-DF 6-Elemente<br />
St 12/St 14 1,50 1,50 300-350 1950 1860<br />
AIMg3 F 24 0,70 0,70 250 920 540<br />
Blechwerkstoff Blechdicke Blechdicke Zugfestigkeit Haltekraft<br />
stempelseitig matrizenseitig Scherzug Scherzug Kopfzug<br />
quer längs<br />
[mm] [mm] [N/mm 2 ] [N] [N] [N]<br />
St 1203 1,00 1,00 303 2100 1900 –<br />
AIMg3 F22 1,00 1,00 256 1240 960 –<br />
Blechwerkstoff Blechdicke Blechdicke Zugfestigkeit Haltekraft<br />
stempelseitig matrizenseitig Rm Scherzug Scherzug Kopfzug<br />
quer längs<br />
[mm] [mm] [N/mm2 ] [N] [N] [N]<br />
St 12 / St 14 1,00 1,00 300-380 3150 2300 1300<br />
Blechwerkstoff Blechwerkstoff Blechdicke Blechdicke Zugfestigkeit Haltekraft<br />
stempelseitig matrizenseitig stempelseitig matrizenseitig stempelseitig Scherzug Kopfzug<br />
[mm] [mm] [N/mm 2 ] [N] [N]<br />
St 1203 St 1203 1,00 1,00 335 3000 1300<br />
St 1203 Federstahl 1,50 0,50 – 4450 4400<br />
7
8<br />
Viele Vorteile<br />
Wirtschaftlichkeit<br />
und<br />
Kosten<br />
Warum <strong>Eckold</strong>-<br />
<strong>Clinchen</strong>?<br />
Fügekosten<br />
bei geringen Kosten.<br />
Kostenvergleiche von Kunden und unabhängigen Instituten haben gezeigt, daß das<br />
<strong>Eckold</strong>-<strong>Clinchen</strong> deutlich kostengünstiger gegenüber anderen Fügeverfahren ist. In<br />
Abhängigkeit von der Fügeaufgabe betragen die Gesamtkosten zur Herstellung eines<br />
geclinchten Bauteils ca. 55% zum Beispiel gegenüber dem Punktschweißen. Dabei<br />
sind sowohl die Investitionskosten wie auch die laufenden Kosten zu berücksichtigen.<br />
100<br />
75<br />
50<br />
25<br />
0<br />
[%]<br />
16,8<br />
41,3<br />
14,7<br />
26,1<br />
Stahlblech,<br />
unbeschichtet<br />
31,1<br />
43,5<br />
14,7<br />
22,4<br />
Stahlblech,<br />
Zinkdicke 10 µm<br />
<strong>Clinchen</strong><br />
Punktschweißen<br />
55,8<br />
44,2<br />
22,4<br />
14,7<br />
Stahlblech,<br />
Zinkdicke 20 µm<br />
Maschinelle Vergleichsbasis: 1 Industrieroboter zum Setzen eines Fügeelements<br />
• Austenitische, nichtrostende Edelstähle lassen sich wirtschaftlich fügen<br />
Investitionskosten in [%]<br />
Laufende Kosten in [%]<br />
Investitionskosten in [%]<br />
Laufende Kosten in [%]<br />
29,5<br />
55,8<br />
22,9<br />
25,5<br />
Aluminiumblech<br />
• Variantenvielfalt (R-DF, S-DF, H-DF und CONFIX) für eine ideale Verbindung zur<br />
Lösung individueller Probleme<br />
• Bleche aus spröden Aluminiumlegierungen oder nichtumformbaren Werkstoffen,<br />
wie z.B. Federstählen mit einem umformbaren Werkstoff, können durch die<br />
CONFIX-Variante verbunden werden.<br />
• Fügeelemente mit den größten Haltekräften<br />
• Blechdickenschwankungen werden problemlos kompensiert<br />
• Fügen von beölten Blechen möglich
Ökologie<br />
und<br />
Gesundheit<br />
Qualitätskontrolle<br />
Wer einmal die beim Schweißen entstehenden giftigen Gase in<br />
der Nase hatte, wem einmal der Lärm beim Stanznieten in den<br />
Ohren geklingelt hat und wer all das zusätzliche Gewicht am<br />
Körper durch Schutzkleidung und Zusatzwerkstoffe getragen<br />
hat, der wird es zu schätzen wissen das <strong>Eckold</strong>-<strong>Clinchen</strong> einzusetzen.<br />
Das <strong>Eckold</strong>-<strong>Clinchen</strong> schont in vielerlei Hinsicht die<br />
Gesundheit der Anwender. Neben der deutlich geringeren<br />
Belastung, zeichnet sich das <strong>Eckold</strong>-<strong>Clinchen</strong> durch geringen<br />
Energieverbrauch aus und es fallen keinerlei Industrieabwässer<br />
an. Alles in allem ist das <strong>Eckold</strong>-<strong>Clinchen</strong> eine saubere Sache.<br />
Für die Qualitätskontrolle des <strong>Eckold</strong>-<strong>Clinchen</strong>s stehen eine<br />
manuelle Methode sowie eine rechnergestützte Online-Überwachung<br />
zur Verfügung. Über die Bodendicke oder<br />
Elementbreite läßt sich manuell die Qualität am Clinchelement<br />
prüfen. Eine Hundertprozent-Kontrolle bietet die rechnergestützte<br />
Online-Überwachung. In automatischen Anlagen für<br />
die Serienfertigung kann so eine lückenlose Qualitätskontrolle<br />
erfolgen. Die Produktion wird effektiver und kostengünstiger,<br />
da Stillstandzeiten und Ausschußquoten durch frühzeitiges<br />
Erkennen von Fehlbeanspruchungen gesenkt werden.<br />
Fügekraft<br />
Hüllkurve oben<br />
Hüllkurve unten<br />
Werkzeugweg<br />
9
10<br />
Kraftquellen<br />
für jeden Einsatzzweck<br />
Für den Antrieb von <strong>Eckold</strong>-Maschinen stehen elektische,<br />
hydraulische, pneumohydraulische und elektrohydraulische<br />
Antriebseinheiten aus dem Hause <strong>Eckold</strong> zur Verfügung.<br />
Nachfolgend einige Standardkomponenten die, je nach<br />
Anwendungsfall, um Sonderaggregate auch in stationärer<br />
Ausführung ergänzt werden können.<br />
Antriebe HAT 525<br />
tragbares<br />
Hydraulikgerät<br />
HA 510<br />
fahrbares<br />
Hydraulikaggregat<br />
Antriebsarten<br />
elektrisch<br />
hydraulisch<br />
pneumohydraulisch
<strong>Eckold</strong><br />
weltweit für Sie da<br />
Neben den Standardprodukten nehmen Sonderwerkzeuge,<br />
Projektierung und Konstruktion von Spezialwerkzeugen, -maschinen<br />
und -anlagen einen immer größer werdenden Stellenwert<br />
ein. Dank unserer jahrzehntelangen Erfahrung, auch bei Lösung<br />
besonders schwieriger Kundenwünsche, sind wir für diesen Bereich<br />
prädestiniert. In enger Zusammenarbeit mit unseren Kunden, die<br />
mit der Idee beginnt, planen, konstruieren und fertigen wir für<br />
jeden von Ihnen gewünschten Ort.<br />
Doch damit endet die Zusammenarbeit keineswegs – vielmehr ist<br />
das, was danach folgt, nämlich die Schulung des Bedienpersonals,<br />
die Wartung der Maschinen sowie der weltweite Service für uns<br />
eine Selbstverständlichkeit. Daß wir diesem Anspruch gerecht<br />
werden – und zwar weltweit – dafür sorgt unser weitverzweigtes<br />
Netz an Vertretungen.<br />
Selbstverständlich sind die <strong>Eckold</strong>-Produktionsstandorte nach<br />
ISO 9001:2000 sowie VDA 6.4:2005 zertifiziert.<br />
Weitere Informationen finden Sie<br />
auf unserer CD-ROM und in unserem<br />
Leitfaden Clinchtechnik, welche wir<br />
Ihnen gerne zusenden.<br />
11
Die <strong>Eckold</strong>-Gruppe<br />
• <strong>Eckold</strong> GmbH & Co. KG<br />
D-37444 St. Andreasberg<br />
Germany<br />
Tel.: ++ 49 (55 82) 8 02-0<br />
Fax: ++ 49 (55 82) 8 02-3 00<br />
Net: www.eckold.com<br />
eMail: info@eckold.de<br />
• <strong>Eckold</strong>-Biegetechnik GmbH & Co. KG<br />
D-37444 St. Andreasberg<br />
Germany<br />
Tel.: ++ 49 (55 82) 8 02-1 11<br />
Fax: ++ 49 (55 82) 8 02-2 50<br />
eMail: biegetechnik@eckold.de<br />
• <strong>Eckold</strong> AG<br />
Rheinstraße<br />
CH-7203 Trimmis<br />
Switzerland<br />
Tel.: ++ 41 (81) 3 54 12 70<br />
Fax: ++ 41 (81) 3 54 12 01<br />
Net: www.eckold.com<br />
eMail: info@eckold.ch<br />
• <strong>Eckold</strong> Limited<br />
15 Lifford Way<br />
Binley Industrial Estate<br />
GB-Coventry CV3 2RN<br />
Great Britain<br />
Tel.: ++ 44 (24) 76 45 55 80<br />
Fax: ++ 44 (24) 76 45 69 31<br />
eMail: sales@eckold.co.uk<br />
• <strong>Eckold</strong> France<br />
16, Rue de la Noue Guimante<br />
Z.I. de la Courtillière<br />
F-77400 St. Thibault-des-Vignes<br />
France<br />
Tel.: ++ 33 (1) 64 30 92 47<br />
Fax: ++ 33 (1) 64 30 81 92<br />
Net: www.eckold.fr<br />
eMail: info@eckold.fr<br />
• <strong>Eckold</strong> & Vavrouch spol. s.r.o.<br />
Jilemnickeho 8<br />
CZ-61400 Brno<br />
Czech Republic<br />
Tel.: ++ 420 (5) 45 24 18 36<br />
Fax: ++ 420 (5) 45 24 18 36<br />
Net: www.eckold.cz<br />
eMail: eckold@volny.cz<br />
• <strong>Eckold</strong> Japan Co. Ltd.<br />
2-14-2 Maihara-higashi<br />
274-0824 Funabashi-shi, Chiba pref.<br />
Japan<br />
Tel.: ++ 81 (47) 4 70 24 00<br />
Fax: ++ 81 (47) 4 70 24 02<br />
Net: www.eckold.co.jp<br />
eMail: info@eckold.co.jp<br />
Printed in Germany 001/09.08/9/500/D/Kohlmann<br />
Technische Änderungen vorbehalten/Technical modifications kept under reserve.