Heißkanalsysteme / Verteiler - Günther Heisskanaltechnik ...
Heißkanalsysteme / Verteiler - Günther Heisskanaltechnik ...
Heißkanalsysteme / Verteiler - Günther Heisskanaltechnik ...

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
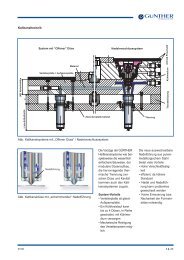
Nadelverschlusstechnik<br />
Abb. Nadelverschluss-System<br />
Hinweise zum Betrieb eines Nadelverschlusssystems<br />
Je nach Bestellung bzw. Auslegung wird das Heißkanalsystem<br />
mit Hydraulik oder Pneumatik ausgeliefert.<br />
Vor Inbetriebnahme bzw. in der Planungsphase ist zu<br />
prüfen, ob an der Spritzgussmaschine das entsprechende<br />
Hydraulik oder Pneumatikventil zur Ansteuerung<br />
des Verschlussmechanismus am Heißkanal<br />
vorhanden ist.<br />
Betriebsdrücke für Antriebsmechanismen<br />
Einzel-Nadelverschlussdüse<br />
Bei hydraulischer Betätigung sind bis zu 40 bar zugelassen.<br />
Bei pneumatischer Betätigung können - abhängig<br />
vom System - Drücke bis 10 bar erforderlich<br />
werden (mind. jedoch 8 bar).<br />
Hubmechanismus / Schiefe Ebene / Einzelnadelventil<br />
Für die hydraulische Betätigung der genannten Antriebsmechanismen<br />
des Nadelverschluss-Systems<br />
sind Drücke von 40 - 60 bar erforderlich. Im Einzelfall<br />
können auch Drücke > 60 bar notwendig sein. Bei<br />
pneumatischer Betätigung empfehlen wir einen Druck<br />
von 8 bar. Länderspezifisch kann auch ein Druck von<br />
6 bar ausreichend sein. Sollten höhere Drücke ggf.<br />
8 bar erforderlich sein, ist ein Druckübersetzer einzusetzen<br />
- in diesem Fall nehmen Sie bitte Kontakt mit<br />
uns auf.<br />
Die Geschwindigkeit der Nadelbewegung ist abhängig<br />
von der dem System zur Verfügung stehenden Ölmenge.<br />
Diese ist ggf. zu überprüfen und zu erhöhen. Diese<br />
Angaben sind Richtwerte. Bei Fragen nehmen Sie bitte<br />
Kontakt mit unserer Anwendungstechnik auf:<br />
Tel.: +49 (0) 6451-5008-31.<br />
www.guenther-hotrunner.com<br />
10/07 Technische Änderungen vorbehalten<br />
i<br />
Achtung: Die Inbetriebnahme der Hydraulik- oder<br />
Pneumatik-Anlage erfolgt erst, wenn das System<br />
auf Betriebstemperatur aufgeheizt ist.<br />
Die Ansteuerung sollte wie folgt ablaufen:<br />
Öffnen des Nadelverschlusses:<br />
a. Ansteuerung: Im Normalfall mit Einspritzen Start<br />
(Spritzgussmaschine)<br />
b. Alternative: Werkzeug geschlossen oder Aggregat<br />
vor.<br />
Schließen des Nadelverschlusses:<br />
Ende Nachdruckzeit. Bitte beachten Sie, dass beim<br />
Schließen der Nadel noch eine geringe Menge Kunststoffschmelze<br />
mit in die Kavität eingepresst wird. Das<br />
ist besonders bei dünnwandigen Artikeln zu beachten.<br />
In Verbindung mit einer zu langen Nachdruckzeit kann<br />
dies zu Überladungen oder zu Spannungen im Artikel<br />
führen.<br />
Hinweise:<br />
a. Demontage des Werkzeuges mit freien Düsenschäften<br />
(ohne Einsätze) empfehlen wir die Nadeln<br />
in den Düsen zurück zu fahren! (Nadel geöffnet).<br />
b. Bei komplett montiertem Werkzeug (mit Einsätzen)<br />
und am Ende des Prozesses empfehlen wir, die Nadel<br />
in die Position “Nadel offen” zu stellen.<br />
Wartungshinweis:<br />
Alle Antriebsmechanismen sollten alle 400.000 Schuss<br />
gewartet (gereinigt) werden. Dies ist eine ca. Angabe<br />
und stark abhängig von dem zu verarbeitenden Material<br />
bzw. der Anwendung. Wird ein thermoplastisches Elastomer<br />
(TPE) verarbeitet, sollte die Wartung des Schiebeverschlusses<br />
schon nach 200.000 Schuss erfolgen.<br />
Dies betrifft auch Polymere, bei denen die Viskosität<br />
durch Scherung stark reduziert wird.<br />
Der Hubmechanismus ist komplett zu demontieren, alle<br />
Bauteile sind von Verschmutzungen fettfrei zu reinigen.<br />
Es empfiehlt sich vor Inbetriebnahme den Mechanismus<br />
auf seine Laufeigenschaften hin im Handbetrieb<br />
zu überprüfen.<br />
Siehe hierzu Seite 1.4. 43 Wartung Schiebeverschluss.<br />
1.4. 40