Prozess-Optimierung durch OEE-Kennzahlen
Prozess-Optimierung durch OEE-Kennzahlen
Prozess-Optimierung durch OEE-Kennzahlen
- TAGS
- www.awf.de

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
7.2 Automatische Daten-Erfassung<br />
Informatik-Ingenieurbüro<br />
IT-Beratung, technische Informatik, Data-Management<br />
Software-Architektur & Entwicklung, Projektmanagement<br />
Seite 16 von 25<br />
Bevor Daten aktiv gemessen werden, muss beschlossen werden, was überhaupt alles gemessen werden soll,<br />
denn Sie finden nichts, wonach Sie nicht suchen bzw. wenn Verluste aufgespürt werden sollen, muss aktiv<br />
danach gesucht werden. Die grundlegenden Daten die zu messen sind, beziehen sich auf die Verluste, welche die<br />
Verfügbarkeit, Leistung und die Qualität mindern. Es ist daher zu empfehlen, dass mindestens die Daten erhoben<br />
werden, die den folgenden Verlustarten zugeordnet bzw. diese identifiziert werden können:<br />
Verlustarten Verlusttypen<br />
Verfügbarkeits-Verlust<br />
(=Verlust an Produktionszeit)<br />
Leistungs-Verlust<br />
(=Verlust an Geschwindigkeit)<br />
Qualitäts-Verlust<br />
(=Verlust an Produktqualität)<br />
1. Störung / Stillstand der Maschine<br />
2. Warten / Rüsten<br />
3. Linienbeschränkungen<br />
4. Kurzstillstände<br />
5. Gedrosselte Geschwindigkeit<br />
6. Ausschuss<br />
7. Nacharbeiten<br />
Mithilfe IT-gestützter MDE- / BDE-Systeme lassen sich die erforderlichen Informationen direkt von der Maschine<br />
online in einer hierfür bereitgestellten Software verarbeiten. Dies spart Ressourcen sowohl für den Mitarbeiter<br />
an der Maschine, der sich jetzt vollständig auf den Produktionsprozess konzentrieren kann, als auch für den<br />
Controller. Er wird entlastet, da er weniger kostbare Zeit in die erforderliche Datenaufbereitung investiert,<br />
sondern mehr Zeitreserven für die viel wichtigere Analysefunktion zur Verfügung hat. Die gefahrenen Taktzeiten<br />
einer Maschine hängen im Wesentlichen vom Produktmix und von der Art der Produkte ab. So kann sich eine<br />
Steigerung des <strong>OEE</strong> auch da<strong>durch</strong> interpretieren lassen, dass in einer Betrachtungsperiode vermehrt Produkte<br />
mit einer höheren produktspezifischen Geschwindigkeit gefertigt worden sind.<br />
Die Interpretation der Analyseergebnisse sollte folglich immer in Zusammenarbeit mit einem Mitarbeiter aus der<br />
Produktion stattfinden. Der <strong>OEE</strong> ist in jedem Fall exakt zu berechnen, um Fehlinterpretationen vorzubeugen.<br />
Oftmals wird aus Vereinfachungsgründen auf eine produktspezifische bzw. linienspezifische Berechnung des <strong>OEE</strong><br />
verzichtet. Mittelwerte sind ungenau und repräsentieren nicht die tatsächlich erreichte Kapazitätseffizienz.<br />
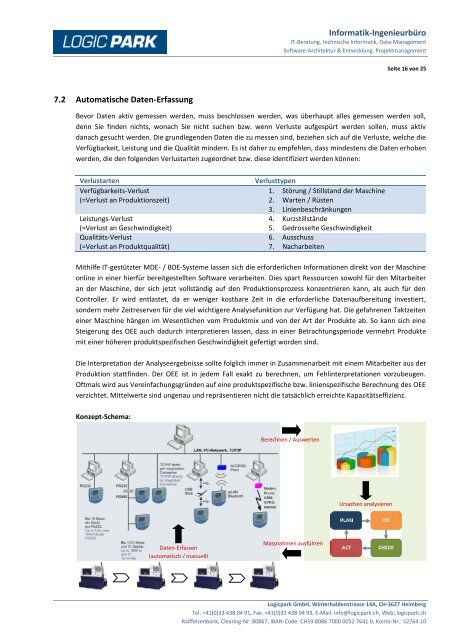
Konzept-Schema:<br />
Daten-Erfassen<br />
(automatisch / manuell)<br />
Berechnen / Auswerten<br />
Massnahmen ausführen<br />
Ursachen analysieren<br />
Logicpark GmbH, Winterhaldenstrasse 14A, CH-3627 Heimberg<br />
Tel. +41(0)33 438 04 91, Fax. +41(0)33 438 04 93, E-Mail: info@logicpark.ch, Web: logicpark.ch<br />
Raiffeisenbank, Clearing-Nr. 80867, IBAN-Code: CH59 8086 7000 0052 7641 0, Konto-Nr.: 52764.10