

Die & Mould Making - CNC - Computer Numerical Control
Die & Mould Making - CNC - Computer Numerical Control
Die & Mould Making - CNC - Computer Numerical Control

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
22<br />
In high speed machining applications it<br />
may look the same. Especially for bigger<br />
sized dies or moulds. In smaller sizes, max<br />
400 X 400 X 100 (l,w,h), and in hardened<br />
tool steel, ball nose end mills (mainly solid<br />
carbide) are usually first choice for all<br />
operations. But, it is definitely possible to<br />
compete in productivity also by using<br />
inserted tools with specific properties.<br />
Such as round insert<br />
cutters, toroid cutters<br />
and ball nose<br />
end mills. Each<br />
case has to be individually<br />
analysed...<br />
To reach maximum<br />
productivity it is<br />
also important to<br />
adapt the size of<br />
the milling cutters<br />
and the inserts to<br />
a certain die or<br />
mould and to<br />
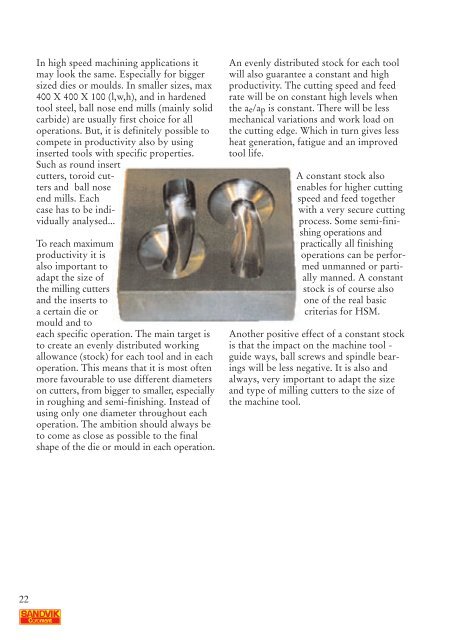
each specific operation. The main target is<br />
to create an evenly distributed working<br />
allowance (stock) for each tool and in each<br />
operation. This means that it is most often<br />
more favourable to use different diameters<br />
on cutters, from bigger to smaller, especially<br />
in roughing and semi-finishing. Instead of<br />
using only one diameter throughout each<br />
operation. The ambition should always be<br />
to come as close as possible to the final<br />
shape of the die or mould in each operation.<br />
An evenly distributed stock for each tool<br />
will also guarantee a constant and high<br />
productivity. The cutting speed and feed<br />
rate will be on constant high levels when<br />
the ae/ap is constant. There will be less<br />
mechanical variations and work load on<br />
the cutting edge. Which in turn gives less<br />
heat generation, fatigue and an improved<br />
tool life.<br />
A constant stock also<br />
enables for higher cutting<br />
speed and feed together<br />
with a very secure cutting<br />
process. Some semi-finishing<br />
operations and<br />
practically all finishing<br />
operations can be performed<br />
unmanned or partially<br />
manned. A constant<br />
stock is of course also<br />
one of the real basic<br />
criterias for HSM.<br />
Another positive effect of a constant stock<br />
is that the impact on the machine tool -<br />
guide ways, ball screws and spindle bearings<br />
will be less negative. It is also and<br />
always, very important to adapt the size<br />
and type of milling cutters to the size of<br />
the machine tool.
