

Die & Mould Making - CNC - Computer Numerical Control
Die & Mould Making - CNC - Computer Numerical Control
Die & Mould Making - CNC - Computer Numerical Control

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
36<br />
ENTRANCE AND EXIT OF CUT<br />
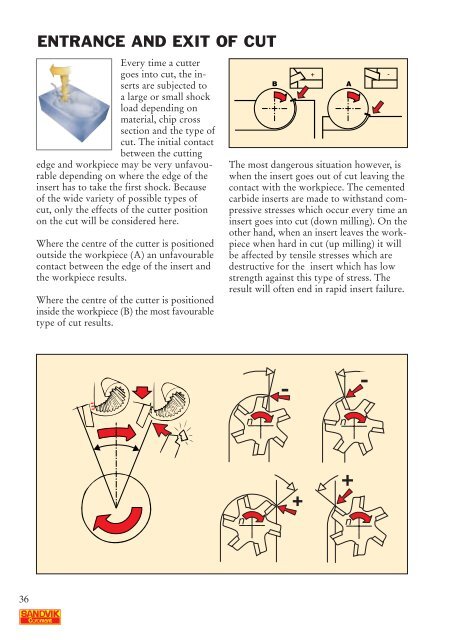
Every time a cutter<br />
goes into cut, the inserts<br />
are subjected to<br />
a large or small shock<br />
load depending on<br />
material, chip cross<br />
section and the type of<br />
cut. The initial contact<br />
between the cutting<br />
edge and workpiece may be very unfavourable<br />
depending on where the edge of the<br />
insert has to take the first shock. Because<br />
of the wide variety of possible types of<br />
cut, only the effects of the cutter position<br />
on the cut will be considered here.<br />
Where the centre of the cutter is positioned<br />
outside the workpiece (A) an unfavourable<br />
contact between the edge of the insert and<br />
the workpiece results.<br />
Where the centre of the cutter is positioned<br />
inside the workpiece (B) the most favourable<br />
type of cut results.<br />
B<br />
+ -<br />
A<br />
The most dangerous situation however, is<br />
when the insert goes out of cut leaving the<br />
contact with the workpiece. The cemented<br />
carbide inserts are made to withstand compressive<br />
stresses which occur every time an<br />
insert goes into cut (down milling). On the<br />
other hand, when an insert leaves the workpiece<br />
when hard in cut (up milling) it will<br />
be affected by tensile stresses which are<br />
destructive for the insert which has low<br />
strength against this type of stress. The<br />
result will often end in rapid insert failure.<br />
-<br />
+<br />
-
