

Die & Mould Making - CNC - Computer Numerical Control
Die & Mould Making - CNC - Computer Numerical Control
Die & Mould Making - CNC - Computer Numerical Control

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
50<br />
METHODS FOR MACHINING OF A CAVITY<br />
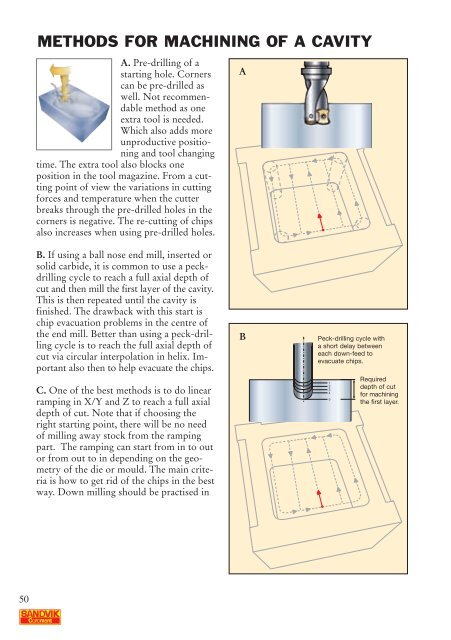
A. Pre-drilling of a<br />
starting hole. Corners<br />
can be pre-drilled as<br />
well. Not recommendable<br />
method as one<br />
extra tool is needed.<br />
Which also adds more<br />
unproductive positioning<br />
and tool changing<br />
time. The extra tool also blocks one<br />
position in the tool magazine. From a cutting<br />
point of view the variations in cutting<br />
forces and temperature when the cutter<br />
breaks through the pre-drilled holes in the<br />
corners is negative. The re-cutting of chips<br />
also increases when using pre-drilled holes.<br />
B. If using a ball nose end mill, inserted or<br />
solid carbide, it is common to use a peckdrilling<br />
cycle to reach a full axial depth of<br />
cut and then mill the first layer of the cavity.<br />
This is then repeated until the cavity is<br />
finished. The drawback with this start is<br />
chip evacuation problems in the centre of<br />
the end mill. Better than using a peck-drilling<br />
cycle is to reach the full axial depth of<br />
cut via circular interpolation in helix. Important<br />
also then to help evacuate the chips.<br />
C. One of the best methods is to do linear<br />
ramping in X/Y and Z to reach a full axial<br />
depth of cut. Note that if choosing the<br />
right starting point, there will be no need<br />
of milling away stock from the ramping<br />
part. The ramping can start from in to out<br />
or from out to in depending on the geometry<br />
of the die or mould. The main criteria<br />
is how to get rid of the chips in the best<br />
way. Down milling should be practised in<br />
A<br />
B<br />
Peck-drilling cycle with<br />
a short delay between<br />
each down-feed to<br />
evacuate chips.<br />
1<br />
2<br />
3<br />
4<br />
5<br />
Required<br />
depth of cut<br />
for machining<br />
the first layer.
