

Die & Mould Making - CNC - Computer Numerical Control
Die & Mould Making - CNC - Computer Numerical Control
Die & Mould Making - CNC - Computer Numerical Control

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
26<br />
ap/ae ≤ 0,2 mm<br />
When using inserted ball nose end mills,<br />
for instance, it is favourable to use tools<br />
with shanks made of heavy metal (big bending<br />
stiffness). Especially if the ratio overhang/diameter<br />
is large.<br />
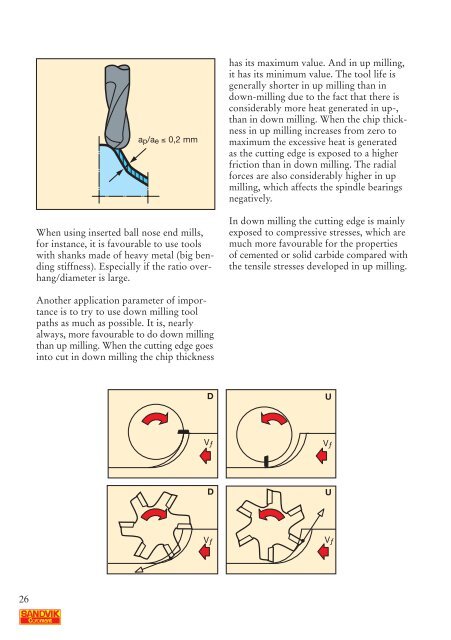
Another application parameter of importance<br />
is to try to use down milling tool<br />
paths as much as possible. It is, nearly<br />
always, more favourable to do down milling<br />
than up milling. When the cutting edge goes<br />
into cut in down milling the chip thickness<br />
has its maximum value. And in up milling,<br />
it has its minimum value. The tool life is<br />
generally shorter in up milling than in<br />
down-milling due to the fact that there is<br />
considerably more heat generated in up-,<br />
than in down milling. When the chip thickness<br />
in up milling increases from zero to<br />
maximum the excessive heat is generated<br />
as the cutting edge is exposed to a higher<br />
friction than in down milling. The radial<br />
forces are also considerably higher in up<br />
milling, which affects the spindle bearings<br />
negatively.<br />
In down milling the cutting edge is mainly<br />
exposed to compressive stresses, which are<br />
much more favourable for the properties<br />
of cemented or solid carbide compared with<br />
the tensile stresses developed in up milling.<br />
D U<br />
Vƒ Vƒ<br />
D U<br />
Vƒ<br />
Vƒ
