

Die & Mould Making - CNC - Computer Numerical Control
Die & Mould Making - CNC - Computer Numerical Control
Die & Mould Making - CNC - Computer Numerical Control

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
32<br />
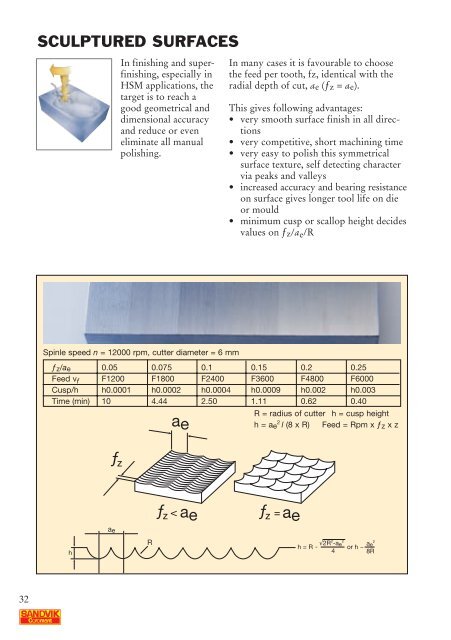
SCULPTURED SURFACES<br />
In finishing and superfinishing,<br />
especially in<br />
HSM applications, the<br />
target is to reach a<br />
good geometrical and<br />
dimensional accuracy<br />
and reduce or even<br />
eliminate all manual<br />
polishing.<br />
Spinle speed n = 12000 rpm, cutter diameter = 6 mm<br />
ƒz/ae<br />
Feed v f<br />
Cusp/h<br />
Time (min)<br />
h<br />
0.05<br />
F1200<br />
h0.0001<br />
10<br />
ae<br />
0.075<br />
F1800<br />
h0.0002<br />
4.44<br />
R<br />
0.1<br />
F2400<br />
h0.0004<br />
2.50<br />
In many cases it is favourable to choose<br />
the feed per tooth, fz, identical with the<br />
radial depth of cut, ae (ƒz = ae).<br />
This gives following advantages:<br />
• very smooth surface finish in all directions<br />
• very competitive, short machining time<br />
• very easy to polish this symmetrical<br />
surface texture, self detecting character<br />
via peaks and valleys<br />
• increased accuracy and bearing resistance<br />
on surface gives longer tool life on die<br />
or mould<br />
• minimum cusp or scallop height decides<br />
values on ƒz/ae/R<br />
0.15<br />
F3600<br />
h0.0009<br />
1.11<br />
0.2<br />
F4800<br />
h0.002<br />
0.62<br />
h = R - √2R2 -ae 2<br />
4<br />
0.25<br />
F6000<br />
h0.003<br />
0.40<br />
R = radius of cutter h = cusp height<br />
h = ae 2 l (8 x R) Feed = Rpm x ƒz x z<br />
or h ~ ae2<br />
8R
