Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
TAPMATIC –<br />
The tapping specialists<br />
TAPMATIC has for over 50 years manufactured tapping atta<strong>ch</strong>ments of<br />
the highest quality. Generous investment in resear<strong>ch</strong> and development<br />
has created and maintained a leading market position worldwide in the<br />
field of integrated reversing tapping atta<strong>ch</strong>ments.TAPMATIC tapping<br />
atta<strong>ch</strong>ments can be used on all ma<strong>ch</strong>ine tools from the manually<br />
operated to the most sophisticated CNC ma<strong>ch</strong>ining centre. In 1981<br />
TAPMATIC (Kriessern) in Switzerland opened their own manufacturing<br />
plant, who‘s primary responsibility is to supply the European market.<br />
All tapping heads and spare parts are available from this central plant<br />
in Kriessern. TAPMATIC have their own distribution companies in all<br />
major countries throughout Europe. TAPMATIC also has stockists with<br />
trained representatives in more than 50 industrial countries world-wide<br />
ensuring the best possible service. Cutting fluids are a further product<br />
of TAPMATIC. They enable perfect threads to be cut, of the highest<br />
precision and surface finish including very difficult materials.<br />
Ea<strong>ch</strong> tapping unit goes through practical test runs and has a one year<br />
guarantee, according to our certified quality standard ISO 9001:2000.<br />
The advantages of<br />
TAPMATIC tapping heads<br />
TAPMATIC‘s self-reversing atta<strong>ch</strong>ments keep a constant tapping speed<br />
for optimum tap life.<br />
This means<br />
n Ideal <strong>ch</strong>ip flow = perfect thread surface<br />
n Constant high RPM up to 5000<br />
n Shorter ma<strong>ch</strong>ining time, due to saving two spindle reversals per<br />
tapped hole.<br />
n Therefore reduced wear to expensive CNC ma<strong>ch</strong>ines<br />
n In most cases a 50% to 100% increased tap life<br />
Self-feed<br />
Permits the tap to act as its own lead screw. The self-feed accommodates<br />
any differences between thread pit<strong>ch</strong> and ma<strong>ch</strong>ine feed<br />
control. The tap is propelled by rotation only and cuts a thread without<br />
pressure; this guarantees a thread of high quality, whi<strong>ch</strong> is as accurate<br />
as the tap itself.<br />
Patented ball drive<br />
TAPMATIC‘s spring biased rolling ball design transmits rotational<br />
power to the tap. The ball disengages smoothly and silently after<br />
rea<strong>ch</strong>ing the thread depth swit<strong>ch</strong>ing to the reverse mode.<br />
Collets<br />
TAPMATIC tapping atta<strong>ch</strong>ments use multi-range Rubber-Flex collets<br />
or steel collet ER type, preferably ER-GB. Usually no more than two<br />
Rubber-Flex collets are required to cover a unit‘s capacity range.<br />
Modular systems<br />
The straight shank design with Weldon type flats to DIN1835B+E<br />
permits easy adaption to standard tool holders.<br />
TAPMATIC Kriessern, Switzerland<br />
Thread depth accuracy<br />
TAPMATIC tapping atta<strong>ch</strong>ments disengage after rea<strong>ch</strong>ing their<br />
pre-selected thread depth, irrespective of any ma<strong>ch</strong>ine spindle lag. The<br />
depth is equal to the feed set on the ma<strong>ch</strong>ine plus the self-feed in the<br />
unit.<br />
Adjustable slipping clut<strong>ch</strong><br />
The manual type TAPMATIC heads are fitted with a safety clut<strong>ch</strong>,<br />
whi<strong>ch</strong> guards against tap breakage. This clut<strong>ch</strong> design is intended as a<br />
safety device only and a ma<strong>ch</strong>ine stop should be set to allow the tap to<br />
release before bottoming whenever possible.<br />
TAPMATIC Post Falls, USA<br />
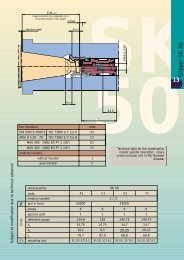
Internal coolant system<br />
Some TAPMATIC tapping atta<strong>ch</strong>ments are designed with internal<br />
coolant systems capable of a supply up to 80 bar. Ideal lubrication<br />
is a<strong>ch</strong>ieved by supplying coolant within or alongside the tool shank,<br />
thereby thread quality is improved. Furthermore this can be cost-effective<br />
as tap life is increased by washing away swarf from the core hole.<br />
Hard start<br />
Because of its unique design, the hard start guarantees the tap will cut<br />
at the same point ea<strong>ch</strong> time without compression, even at high RPMs.<br />
Front release<br />
This protects the tap <strong>ch</strong>uck, tap adapter, tap and work piece from<br />
damage.This can occur when the length compensation is exceeded<br />
(tension) e.g. because the ma<strong>ch</strong>ine spindle lags in the <strong>ch</strong>ange from<br />
forward to reverse or a rapid spindle movement backwards before the<br />
tap is completely out of the component. In these situations the quick<br />
<strong>ch</strong>ange tap adapter disengages from the tap holder automatically and<br />
avoids expensive damage.<br />
<br />
TAPMATIC