
You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Programming of the different models<br />
Model RDT and RDT-IC<br />
For efficient Tapping and production on CNC Ma<strong>ch</strong>ining Centre we<br />
recommend the writing of a subroutine with high speed retract. As an<br />
alternative a G85 boring cycle can be used. IMPORTANT NOTE at no<br />
time should the G code for Exact Stop or Ramp be used with TAPMATIC<br />
self-reversing Tapping Atta<strong>ch</strong>ments. They will cause the tapping cycle<br />
time to be significantly slower. We will gladly help with any programming<br />
computation.<br />
1.)<br />
Rapid Traverse<br />
to clearance<br />
plane above<br />
the hole<br />
location.<br />
2.)<br />
Rapid Down to<br />
1mm minimum<br />
above<br />
component.<br />
3.)<br />
Tap pit<strong>ch</strong> into<br />
component to<br />
programmed<br />
depth.<br />
4.)<br />
Retract Tapping<br />
head at<br />
1300mm/min,<br />
specified<br />
distance for<br />
specific tapping<br />
head to reverse<br />
tap rotation.<br />
5.)<br />
Tap feed out of<br />
to clearance<br />
plane.<br />
Example<br />
(Fanuc programming)<br />
Tapping atta<strong>ch</strong>ment RDT25<br />
Tap size M5 x 0.8<br />
Speed<br />
000 RPM<br />
Feed at 100%<br />
1600 mm/min<br />
Subroutine:<br />
Rapid traverse to 1 mm above component<br />
Move in to 8 mm depth<br />
(Please note: Actual depth slightly deeper than programme depth)<br />
Retraction of 6 mm at 13‘000mm/min for <strong>ch</strong>angeover<br />
(at fastest retraction speed up to 13‘000mm/min)<br />
Move out at feed speed to 6mm above component surface<br />
Main programme:<br />
T01 M06 Tool <strong>ch</strong>ange – tool #1<br />
G00 G90 X25.0 Y25.0 <strong>ch</strong>ose work piece zero-point,<br />
move toward X/Y-coordinates<br />
S2000 M03<br />
speed 2‘000 RPM, clockwise rotation of<br />
spindle<br />
G43 H1 Z25.0 M08 rapid feed to Z25, tool offset 1, coolant on<br />
M98 P0004<br />
retrieve subroutine O0004<br />
G00 Y50.0<br />
rapid feed to next position Y50<br />
M98 P0004<br />
retrieve subroutine O0004<br />
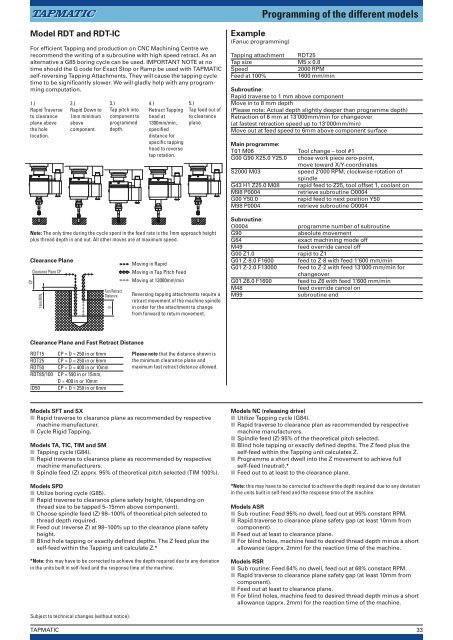
Note: The only time during the cycle spent in the feed rate is the 1mm approa<strong>ch</strong> height<br />
plus thread depth in and out. All other moves are at maximum speed.<br />
CP<br />
Clearance Plane<br />
Clearance Plane CP<br />
1 mm MIN.<br />
Fast Retract<br />
Distance<br />
D<br />
Moving in Rapid<br />
Moving in Tap Pit<strong>ch</strong> Feed<br />
Moving at 13000mm/min<br />
Reversing tapping atta<strong>ch</strong>ments require a<br />
retract movement of the ma<strong>ch</strong>ine spindle<br />
in order for the atta<strong>ch</strong>ment to <strong>ch</strong>ange<br />
from forward to return movement.<br />
Subroutine:<br />
O0004<br />
G90<br />
G64<br />
M49<br />
G00 Z1.0<br />
G01 Z-8.0 F1600<br />
G01 Z-2.0 F13000<br />
G01 Z6.0 F1600<br />
M48<br />
M99<br />
programme number of subroutine<br />
absolute movement<br />
exact ma<strong>ch</strong>ining mode off<br />
feed override cancel off<br />
rapid to Z1<br />
feed to Z-8 with feed 1‘600 mm/min<br />
feed to Z-2 with feed 13‘000 mm/min for<br />
<strong>ch</strong>angeover<br />
feed to Z6 with feed 1‘600 mm/min<br />
feed override cancel on<br />
subroutine end<br />
Clearance Plane and Fast Retract Distance<br />
RDT15<br />
RDT25<br />
RDT50<br />
RDT85/100<br />
ID50<br />
CP = D = 250 in or 6mm<br />
CP = D = 250 in or 6mm<br />
CP = D = 400 in or 10mm<br />
CP = 590 in or 15mm,<br />
D = 400 in or 10mm<br />
CP = D = 250 in or 6mm<br />
Please note that the distance shown is<br />
the minimum clearance plane and<br />
maximum fast retract distance allowed.<br />
Models SFT and SX<br />
n Rapid traverse to clearance plane as recommended by respective<br />
ma<strong>ch</strong>ine manufacturer.<br />
n Cycle Rigid Tapping.<br />
Models TA, TIC, TIM and SM<br />
n Tapping cycle (G84).<br />
n Rapid traverse to clearance plane as recommended by respective<br />
ma<strong>ch</strong>ine manufacturers.<br />
n Spindle feed (Z) apprx. 95% of theoretical pit<strong>ch</strong> selected (TIM 100%).<br />
Models SPD<br />
n Utilize boring cycle (G85).<br />
n Rapid traverse to clearance plane safety height, (depending on<br />
thread size to be tapped 5–15mm above component).<br />
n Choose spindle feed (Z) 98–100% of theoretical pit<strong>ch</strong> selected to<br />
thread depth required.<br />
n Feed out (reverse Z) at 98–100% up to the clearance plane safety<br />
height.<br />
n Blind hole tapping or exactly defined depths. The Z feed plus the<br />
self-feed within the Tapping unit calculate Z.*<br />
*Note: this may have to be corrected to a<strong>ch</strong>ieve the depth required due to any deviation<br />
in the units built in self-feed and the response time of the ma<strong>ch</strong>ine.<br />
Models NC (releasing drive)<br />
n Utilize Tapping cycle (G84).<br />
n Rapid traverse to clearance plan as recommended by respective<br />
ma<strong>ch</strong>ine manufacturers.<br />
n Spindle feed (Z) 95% of the theoretical pit<strong>ch</strong> selected.<br />
n Blind hole tapping or exactly defined depths. The Z feed plus the<br />
self-feed within the Tapping unit calculates Z.<br />
n Programme a short dwell into the Z movement to a<strong>ch</strong>ieve full<br />
self-feed (neutral).*<br />
n Feed out to at least to the clearance plane.<br />
*Note: this may have to be corrected to a<strong>ch</strong>ieve the depth required due to any deviation<br />
in the units built in self-feed and the response time of the ma<strong>ch</strong>ine.<br />
Models ASR<br />
n Sub routine: Feed 95% no dwell, feed out at 95% constant RPM.<br />
n Rapid traverse to clearance plane safety gap (at least 10mm from<br />
component).<br />
n Feed out at least to clearance plane.<br />
n For blind holes, ma<strong>ch</strong>ine feed to desired thread depth minus a short<br />
allowance (apprx. 2mm) for the reaction time of the ma<strong>ch</strong>ine.<br />
Models RSR<br />
n Sub routine: Feed 64% no dwell, feed out at 68% constant RPM.<br />
n Rapid traverse to clearance plane safety gap (at least 10mm from<br />
component).<br />
n Feed out at least to clearance plane.<br />
n For blind holes, ma<strong>ch</strong>ine feed to desired thread depth minus a short<br />
allowance (apprx. 2mm) for the reaction time of the ma<strong>ch</strong>ine.<br />
Subject to te<strong>ch</strong>nical <strong>ch</strong>anges (without notice).<br />
TAPMATIC 33