
You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Advantages of tapping atta<strong>ch</strong>ments with automatic reversal<br />
X | RDT | RDT-IC tapping atta<strong>ch</strong>ment<br />
General Information<br />
Thread cutting is the only ma<strong>ch</strong>ining operation whi<strong>ch</strong> requires a<br />
<strong>ch</strong>ange of direction for the return of the tool. This can be laborious, it<br />
also causes wear and is a costly procedure for any ma<strong>ch</strong>ine.<br />
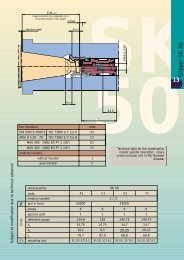
RDT / RDT-IC tapping atta<strong>ch</strong>ment<br />
RDT and RDT-IC reversing tapping atta<strong>ch</strong>ments are specially designed<br />
for fastest thread manufacturing on CNC ma<strong>ch</strong>ining centres. They also<br />
eliminate reversal related ma<strong>ch</strong>ine wear and tear and reduce energy<br />
consumption. The patented ball drive with integrated planet gear<br />
for automatic reversal creates an almost constant cutting speed and<br />
eliminates the need to start the ma<strong>ch</strong>ine spindle twice per thread.<br />
By using the RDT tapping atta<strong>ch</strong>ments the cycle time is reduced and<br />
the life of the tap is increased. The IC-version allows coolant to flow<br />
directly through the tapping head.<br />
Case history:<br />
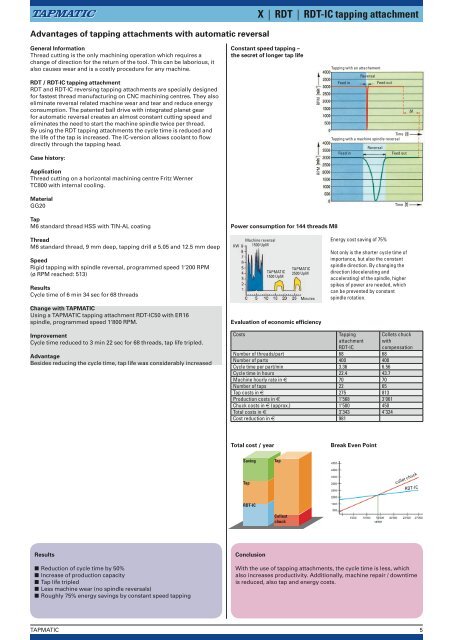
Constant speed tapping –<br />
the secret of longer tap life<br />
RPM<br />
Tapping with an atta<strong>ch</strong>ement<br />
Reversal<br />
Feed in<br />
Feed out<br />
Time<br />
Tapping with a ma<strong>ch</strong>ine spindle reversal<br />
Reversal<br />
Feed in<br />
Feed out<br />
Application<br />
Thread cutting on a horizontal ma<strong>ch</strong>ining centre Fritz Werner<br />
TC800 with internal cooling.<br />
RPM<br />
Material<br />
GG20<br />
Time<br />
Tap<br />
M6 standard thread HSS with TIN-AL coating<br />
Power consumption for 144 threads M8<br />
Thread<br />
M6 standard thread, 9 mm deep, tapping drill ø 5.05 and 12.5 mm deep<br />
Speed<br />
Rigid tapping with spindle reversal, programmed speed 1‘200 RPM<br />
(ø RPM rea<strong>ch</strong>ed: 513)<br />
Results<br />
Cycle time of 6 min 34 sec for 68 threads<br />
Change with TAPMATIC<br />
Using a TAPMATIC tapping atta<strong>ch</strong>ment RDT-IC50 with ER16<br />
spindle, programmed speed 1‘800 RPM.<br />
KW<br />
Ma<strong>ch</strong>ine reversal<br />
1500 UpM<br />
TAPMATIC<br />
1500 UpM<br />
TAPMATIC<br />
2500 UpM<br />
Minutes<br />
Evaluation of economic efficiency<br />
Energy cost saving of 75%<br />
Not only is the shorter cycle time of<br />
importance, but also the constant<br />
spindle direction. By <strong>ch</strong>anging the<br />
direction (decelerating and<br />
accelerating) of the spindle, higher<br />
spikes of power are needed, whi<strong>ch</strong><br />
can be prevented by constant<br />
spindle rotation.<br />
Improvement<br />
Cycle time reduced to 3 min 22 sec for 68 threads, tap life tripled.<br />
Advantage<br />
Besides reducing the cycle time, tap life was considerably increased<br />
Costs<br />
Tapping<br />
atta<strong>ch</strong>ment<br />
RDT-IC<br />
Number of threads/part 68 68<br />
Number of parts 400 400<br />
Cycle time per part/min 3.36 6.56<br />
Cycle time in hours 22.4 43.7<br />
Ma<strong>ch</strong>ine hourly rate in 70 70<br />
Number of taps 22 65<br />
Tap costs in 275 813<br />
Production costs in 1‘568 3‘061<br />
Chuck costs in (approx.) 1‘500 450<br />
Total costs in 3‘343 4‘324<br />
Cost reduction in 981<br />
Collets <strong>ch</strong>uck<br />
with<br />
compensation<br />
Total cost / year<br />
Break Even Point<br />
Saving<br />
Tap<br />
Tap<br />
collet <strong>ch</strong>uck<br />
RDT-IC<br />
RDT-IC<br />
Collest<br />
<strong>ch</strong>uck<br />
Results<br />
n Reduction of cycle time by 50%<br />
n Increase of production capacity<br />
n Tap life tripled<br />
n Less ma<strong>ch</strong>ine wear (no spindle reversals)<br />
n Roughly 75% energy savings by constant speed tapping<br />
Conclusion<br />
With the use of tapping atta<strong>ch</strong>ments, the cycle time is less, whi<strong>ch</strong><br />
also increases productivity. Additionally, ma<strong>ch</strong>ine repair / downtime<br />
is reduced, also tap and energy costs.<br />
TAPMATIC