industrial large area n-type solar cells with ... - ISC Konstanz
industrial large area n-type solar cells with ... - ISC Konstanz
industrial large area n-type solar cells with ... - ISC Konstanz

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
3. RESULTS<br />
Solar cell process optimisation<br />
In order to optimise the <strong>solar</strong> cell performance we have<br />
varied individual cell processing steps, especially the rear<br />
side morphology. Figure 2 shows the experimental flow.<br />
The alkaline texture and chemical edge isolation was<br />
optimised already in previous experiments. Here we have<br />
chosen e.g. a textured versus a polished surface .<br />
group G1 G2 G3 G4<br />
number of wafers 16 16 5 5<br />
base <strong>type</strong> n n p p<br />
alkaline texture<br />
single side polish<br />
FSF 65 Ohm/sq<br />
wet chemical edge isolation<br />
PECVD SiNx<br />
screen printing<br />
fast Firing<br />
Figure 2: Experimental process flow chart on n- and p-<br />
<strong>type</strong> <strong>solar</strong> <strong>cells</strong>.<br />
Table 1 depicts the average <strong>solar</strong> cell parameters for all 4<br />
groups.<br />
Table 1: Solar cell results from different groups<br />
explained in figure 2.<br />
group G1 G2 G2 G4<br />
η [%] 16.9 17.0 17.4 17.4<br />
V oc [mV] 627.6 627.7 627.9 628.5<br />
J sc [mA/cm 2 ] 34.5 34.6 36.0 36.3<br />
FF [&] 78.1 78.3 76.9 76.3<br />
Average cell efficiency was taken (5 <strong>cells</strong> for p-<strong>type</strong> and<br />
16 <strong>cells</strong> for n-<strong>type</strong>) from each group. It is visible that the p-<br />
<strong>type</strong> <strong>solar</strong> <strong>cells</strong> are better performing because the n-<strong>type</strong><br />
concept is very sensitive to the material quality. In addition<br />
it can be seen that polishing of the rear side does not have<br />
any additional advantage as the formed Al emitter is<br />
completely dissolving and re-crystallising 7-10µm of the<br />
rear surface. The average efficiencies for the better n-tyoe<br />
cell group are 17.0% <strong>with</strong> a best cell of 17.2%.<br />
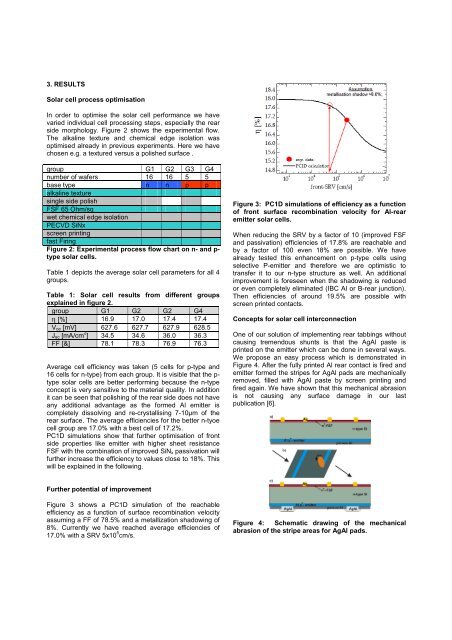
PC1D simulations show that further optimisation of front<br />
side properties like emitter <strong>with</strong> higher sheet resistance<br />
FSF <strong>with</strong> the combination of improved SiN x passivation will<br />
further increase the efficiency to values close to 18%. This<br />
will be explained in the following.<br />
Figure 3: PC1D simulations of efficiency as a function<br />
of front surface recombination velocity for Al-rear<br />
emitter <strong>solar</strong> <strong>cells</strong>.<br />
When reducing the SRV by a factor of 10 (improved FSF<br />
and passivation) efficiencies of 17.8% are reachable and<br />
by a factor of 100 even 18% are possible. We have<br />
already tested this enhancement on p-<strong>type</strong> <strong>cells</strong> using<br />
selective P-emitter and therefore we are optimistic to<br />
transfer it to our n-<strong>type</strong> structure as well. An additional<br />
improvement is foreseen when the shadowing is reduced<br />
or even completely eliminated (IBC Al or B-rear junction).<br />
Then efficiencies of around 19.5% are possible <strong>with</strong><br />
screen printed contacts.<br />
Concepts for <strong>solar</strong> cell interconnection<br />
One of our solution of implementing rear tabbings <strong>with</strong>out<br />
causing tremendous shunts is that the AgAl paste is<br />
printed on the emitter which can be done in several ways.<br />
We propose an easy process which is demonstrated in<br />
Figure 4. After the fully printed Al rear contact is fired and<br />
emitter formed the stripes for AgAl pads are mechanically<br />
removed, filled <strong>with</strong> AgAl paste by screen printing and<br />
fired again. We have shown that this mechanical abrasion<br />
is not causing any surface damage in our last<br />
publication [6].<br />
Further potential of improvement<br />
Figure 3 shows a PC1D simulation of the reachable<br />
efficiency as a function of surface recombination velocity<br />
assuming a FF of 78.5% and a metallization shadowing of<br />
8%. Currently we have reached average efficiencies of<br />
17.0% <strong>with</strong> a SRV 5x10 5 cm/s.<br />
Figure 4: Schematic drawing of the mechanical<br />
abrasion of the stripe <strong>area</strong>s for AgAl pads.