

Transactions A.S.M.E.
Transactions A.S.M.E.
Transactions A.S.M.E.

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
696 TRANSACTIONS OF THE A.S.M.E. NOVEMBER, 1940<br />
In order to design blades of relatively high frequency, a large<br />
circumferential pitch must be used. In the case of the 50,000-kw<br />
Northwest turbine blades, this pitch is 1.6 in. on the mean diameter.<br />
The Northwest impulse blades are calculated to have a<br />
running frequency of 7100 vibrations per sec. The nozzles have<br />
been spaced on a pitch of 3.484 in., which gives a frequency of the<br />
impressed force of 1837 per sec. The curve, Fig. 10, shows that<br />
the theoretical variation of force on the blade is about 0.69 of the<br />
variation of the equivalent nozzle steam force. There is, however,<br />
a considerable margin between the 7100 per sec frequency of the<br />
blade and the 1837 per sec frequency of the impressed force. The<br />
magnification of motion from secondary resonance is relatively<br />
small under these conditions.<br />
In concluding this section on the stresses in partial-admission<br />
blading, it can be stated that the investigations briefly reviewed<br />
have shown that it is possible to calculate the effects of rapidly<br />
applied loads on partial-admission blades. The only safe ground<br />
for progress in matters of this kind is the establishment of a correct<br />
background of fundamentals. It is believed that this has<br />
been done and that the material constants are sufficiently well<br />
known to permit the prediction of safe proportions for this type<br />
of blading.<br />
The importance of having the natural frequency of the blade<br />
remote from the frequency of the variable impressed force from<br />
the nozzle should be further stressed. Theoretically, if the action<br />
of the steam on the moving blades occurs at the same efficiency<br />
for all relative positions of blades and nozzles, then blades and<br />
nozzles of the same circumferential pitch can be used to avoid<br />
a periodic pulsation in the steam driving force. Actually, some<br />
variation in the efficiency must be expected, as each blade moves<br />
in and out of the flows of the various nozzles; hence, there will<br />
be some periodic variation in the steam driving force on the blades.<br />
If unsuitable design proportions are selected so that the frequency<br />
of the impressed force on the blades is equal to their natural frequency,<br />
then serious and destructive resonance may take place.<br />
The best procedure is to design the blades so that the natural<br />
frequency is substantially higher than the frequency of the impressed<br />
force. The higher the frequency of the blades, the greater<br />
the amount of energy absorbed by damping in each revolution.<br />
The total damping will depend, to some extent, on the variation<br />
of the damping constant with stress.<br />
The general procedure for determining the stresses in partialadmission<br />
blades can be outlined as follows:<br />
a Determination of natural frequency of blade system including<br />
correction for rotation and stiffening effect of shrouding.<br />
b Determination of the frequency of the impressed force exerted<br />
by the steam flow from the nozzle. An equivalent-steamforce<br />
curve is assumed of simple harmonic form, the amplitude of<br />
which must be based on research data.<br />
c Design of blade to place natural frequency of assembled<br />
structure substantially above the frequency of the impressed<br />
force from the nozzles. Secondary resonance is thus avoided.<br />
d The motion of the blade is calculated and plotted in curve<br />
form for the condition of energy stability, in which the energy<br />
imparted to a blade during one passage through the nozzle group<br />
is dissipated by the total damping of the system in the course<br />
of one revolution.<br />
e Care must be taken to determine the most unfavorable phase<br />
relations between the free motion of the blade and the time of<br />
application and release of the impressed force. The phase relations<br />
that will give the maximum amplitude of vibration must be<br />
determined. In other words, the blades are designed to withstand<br />
primary resonance.<br />
f The correct procedure must be adopted properly to take<br />
into account the actual rate of application of the steam load and<br />
the corresponding rate of unloading.<br />
g There must be reliable data available on the damping characteristics<br />
of the blade material for the operating conditions under<br />
consideration.<br />
h The ratio of the maximum amplitude for the condition of<br />
energy stability to the static deflection of the blade under the<br />
action of the steam driving force taken as a steady value gives<br />
the amplification factor to be applied to the bending stress calculated<br />
on the static basis.<br />
i The centrifugal stress must be added to the amplified bending<br />
stress to determine the maximum resultant stress to which<br />
the blade is subjected. All stress concentration factors must<br />
be included.<br />
C e n t r if u g a l S t a b il it y<br />
There is good reason to believe that the initial tightness of<br />
high-temperature blading in the spindle grooves is not maintained<br />
for a long period of time at normal speed and full operating temperature.<br />
This comes about partly due to initial creep in which<br />
the minute irregularities of the machined surfaces are crushed<br />
until a good bearing surface is secured and partly due to elastic<br />
deformation and to the reduction in elastic modulus at high temperature.<br />
It is believed that all manufacturers produce excellent<br />
initial fits of the blade roots in the spindle grooves. At full speed<br />
and temperature, however, the close fit is believed to be lost for<br />
the reasons cited. If it be assumed that the blade root is only<br />
slightly loose at full speed and full operating temperature, conditions<br />
may arise, in which, in partial-admission wheels, the overturning<br />
moment set up by the suddenly applied steam load may<br />
exceed the stabilizing moment of the centrifugal force on the<br />
blade. If this is true, a single blade, or even a group of two or<br />
three blades which are joined together by a single shroud, may<br />
jump in the groove every time the admission arc is passed. If<br />
the blades jump or chatter in their grooves every time the steam<br />
forces are imposed on them, local stresses of sufficient magnitude<br />
to cause failure may be set up in the blade roots. It is, therefore,<br />
necessary to establish a safe ratio between the stabilizing moment<br />
created by the centrifugal force and the overturning moment set<br />
up by the suddenly applied steam load. Experience indicates<br />
that the ratio of the centrifugal moment to the steam driving<br />
moment about the base of the blade should, in most cases, be<br />
greater than 3 for a single blade, or greater than 6 for a pair of<br />
blades tightly shrouded together. In general, it is believed necessary<br />
that the stability factor shall be defined as the quotient of<br />
the centrifugal stabilizing moment divided by the amplified steam<br />
bending moment and that this ratio shall exceed 1.5.<br />
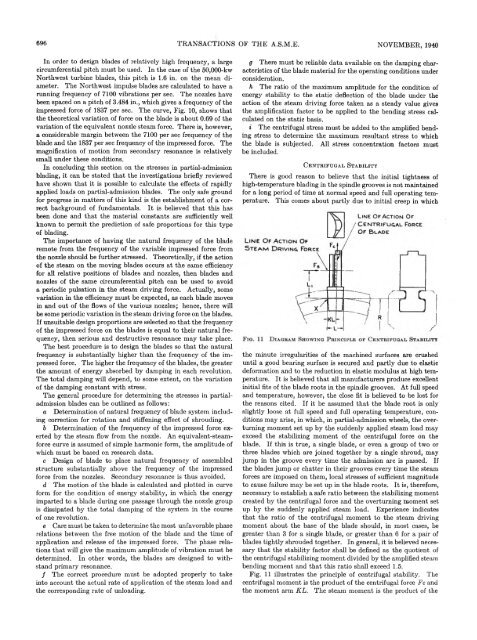
Fig. 11 illustrates the principle of centrifugal stability. The<br />
centrifugal moment is the product of the centrifugal force Fc and<br />
the moment arm KL. The steam moment is the product of the














