BEARING HOUSINGS - CBC Bearings
BEARING HOUSINGS - CBC Bearings
BEARING HOUSINGS - CBC Bearings

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
9<br />
INTERNAL SELF-ALIGNING BALL & ROLLER <strong>BEARING</strong> UNITS<br />
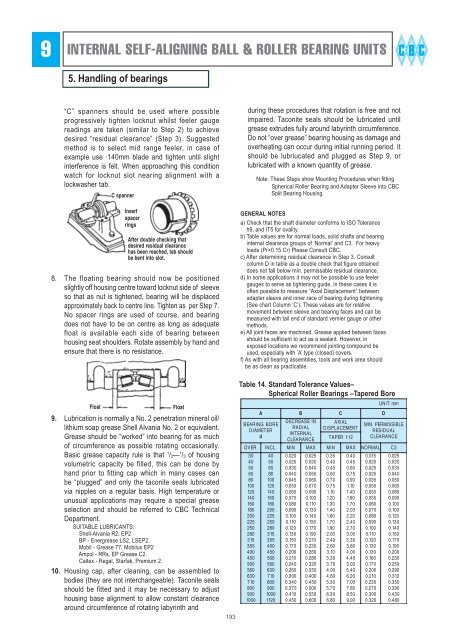
5. Handling of bearings<br />
“C” spanners should be used where possible<br />
progressively tighten locknut whilst feeler gauge<br />
readings are taken (similar to Step 2) to achieve<br />
desired “residual clearance” (Step 3). Suggested<br />
method is to select mid range feeler, in case of<br />
example use . 140mm blade and tighten until slight<br />
interference is felt. When approaching this condition<br />
watch for locknut slot nearing alignment with a<br />
lockwasher tab.<br />
ÒCÓ spanner<br />
Insert<br />
spacer<br />
rings<br />
After double checking that<br />
desired residual clearance<br />
has been reached, tab should<br />
be bent into slot.<br />
8. The floating bearing should now be positioned<br />
slightly off housing centre toward locknut side of sleeve<br />
so that as nut is tightened, bearing will be displaced<br />
approximately back to centre line. Tighten as per Step 7.<br />
No spacer rings are used of course, and bearing<br />
does not have to be on centre as long as adequate<br />
float is available each side of bearing between<br />
housing seat shoulders. Rotate assembly by hand and<br />
ensure that there is no resistance.<br />
Float<br />
Float<br />
9. Lubrication is normally a No. 2 penetration mineral oil/<br />
lithium soap grease Shell Alvania No. 2 or equivalent.<br />
Grease should be “worked” into bearing for as much<br />
of circumference as possible rotating occasionally.<br />
Basic grease capacity rule is that 1 /2— 1 /3 of housing<br />
volumetric capacity be filled, this can be done by<br />
hand prior to fitting cap which in many cases can<br />
be “plugged” and only the taconite seals lubricated<br />
via nipples on a regular basis. High temperature or<br />
unusual applications may require a special grease<br />
selection and should be referred to <strong>CBC</strong> Technical<br />
Department.<br />
SUITABLE LUBRICANTS:<br />
Shell-Alvania R2, EP2<br />
BP - Energrease LS2, LSEP2.<br />
Mobil - Grease 77, Mobilux EP2<br />
Ampol - RRs, EP Grease C2.<br />
Caltex - Regal, Starfak, Premium 2.<br />
10. Housing cap, after cleaning, can be assembled to<br />
bodies (they are not interchangeable). Taconite seals<br />
should be fitted and it may be necessary to adjust<br />
housing base alignment to allow constant clearance<br />
around circumference of rotating labyrinth and<br />
193<br />
during these procedures that rotation is free and not<br />
impaired. Taconite seals should be lubricated until<br />
grease extrudes fully around labyrinth circumference.<br />
Do not “over grease” bearing housing as damage and<br />
overheating can occur during initial running period. It<br />
should be lubriucated and plugged as Step 9, or<br />
lubricated with a known quantity of grease.<br />
Note: These Steps show Mounting Procedures when fitting<br />
Spherical Roller Bearing and Adapter Sleeve into <strong>CBC</strong><br />
Split Bearing Housing.<br />
GENERAL NOTES<br />
a) Check that the shaft diameter conforms to ISO Tolerance<br />
h9, and IT5 for ovality.<br />
b) Table values are for normal loads, solid shafts and bearing<br />
internal clearance groups of ‘Normal’ and C3. For heavy<br />
loads (Pr>0.15 Cr) Please Consult <strong>CBC</strong>.<br />
c) After determining residual clearance in Step 3. Consult<br />
column D in table as a double check that figure obtained<br />
does not fall below min. permissable residual clearance.<br />
d) In some applications it may not be possible to use feeler<br />
gauges to serve as tightening guide, in these cases it is<br />
often possible to measure “Axial Displacement” between<br />
adapter sleeve and inner race of bearing during tightening<br />
(See chart Column ‘C’). These values are for relative<br />
movement between sleeve and bearing faces and can be<br />
measured with tail end of standard vernier gauge or other<br />
methods.<br />
e) All joint faces are machined. Grease applied between faces<br />
should be sufficient to act as a sealant. However, in<br />
exposed locations we recommend jointing compound be<br />
used, especially with ’A’ type (closed) covers.<br />
f) As with all bearing assemblies, tools and work area should<br />
be as clean as practicable.<br />
Table 14. Standard Tolerance Values–<br />
Spherical Roller <strong>Bearings</strong> –Tapered Bore<br />
A B C D<br />
<strong>BEARING</strong> BORE<br />
DIAMETER<br />
d<br />
O VER. INCL.<br />
30<br />
40<br />
50<br />
65<br />
80<br />
100<br />
120<br />
140<br />
160<br />
180<br />
200<br />
225<br />
250<br />
280<br />
315<br />
355<br />
400<br />
450<br />
500<br />
560<br />
630<br />
710<br />
800<br />
900<br />
1000<br />
40<br />
50<br />
65<br />
80<br />
100<br />
120<br />
140<br />
160<br />
180<br />
200<br />
225<br />
250<br />
280<br />
315<br />
355<br />
400<br />
450<br />
500<br />
560<br />
630<br />
710<br />
800<br />
900<br />
1000<br />
1120<br />
DECREASE IN<br />
RADIAL<br />
INTERNAL<br />
CLEARANCE<br />
MIN<br />
0.020<br />
0.025<br />
0.030<br />
0.040<br />
0.045<br />
0.050<br />
0.065<br />
0.075<br />
0.080<br />
0.090<br />
0.100<br />
0.110<br />
0.120<br />
0.130<br />
0.150<br />
0.170<br />
0.200<br />
0.210<br />
0.240<br />
0.260<br />
0.300<br />
0.340<br />
0.370<br />
0.410<br />
0.450<br />
MAX<br />
0.025<br />
0.030<br />
0.040<br />
0.050<br />
0.060<br />
0.070<br />
0.090<br />
0.100<br />
0.110<br />
0.130<br />
0.140<br />
0.150<br />
0.170<br />
0.190<br />
0.210<br />
0.230<br />
0.260<br />
0.280<br />
0.320<br />
0.350<br />
0.400<br />
0.450<br />
0.500<br />
0.550<br />
0.600<br />
AXIAL<br />
DISPLACEMENT<br />
TAPER 1:12<br />
MIN<br />
0.35<br />
0.40<br />
0.45<br />
0.60<br />
0.70<br />
0.75<br />
1.10<br />
1.20<br />
1.30<br />
1.40<br />
1.60<br />
1.70<br />
1.90<br />
2.00<br />
2.40<br />
2.60<br />
3.10<br />
3.30<br />
3.70<br />
4.00<br />
4.60<br />
5.30<br />
5.70<br />
6.30<br />
6.80<br />
MAX<br />
0.40<br />
0.45<br />
0.60<br />
0.75<br />
0.90<br />
1.10<br />
1.40<br />
1.60<br />
1.70<br />
2.00<br />
2.20<br />
2.40<br />
2.70<br />
3.00<br />
3.30<br />
3.60<br />
4.00<br />
4.40<br />
5.00<br />
5.40<br />
6.20<br />
7.00<br />
7.80<br />
8.50<br />
9.00<br />
UNIT mm<br />
MIN. PERMISSIBLE<br />
RESIDUAL<br />
CLEARANCE<br />
NORMAL<br />
C3<br />
0.015<br />
0.020<br />
0.025<br />
0.025<br />
0.035<br />
0.050<br />
0.055<br />
0.055<br />
0.060<br />
0.070<br />
0.080<br />
0.090<br />
0.100<br />
0.110<br />
0.120<br />
0.130<br />
0.130<br />
0.160<br />
0.170<br />
0.200<br />
0.210<br />
0.230<br />
0.270<br />
0.300<br />
0.320<br />
0.025<br />
0.030<br />
0.035<br />
0.040<br />
0.050<br />
0.065<br />
0.080<br />
0.090<br />
0.100<br />
0.100<br />
0.120<br />
0.130<br />
0.140<br />
0.150<br />
0.170<br />
0.190<br />
0.200<br />
0.230<br />
0.250<br />
0.290<br />
0.310<br />
0.350<br />
0.390<br />
0.430<br />
0.480